BOPP消光膜及其生产工艺
2011-09-24贺婷婷
贺婷婷
(洛阳石化聚丙烯有限责任公司,河南洛阳 471012)
BOPP消光膜及其生产工艺
贺婷婷
(洛阳石化聚丙烯有限责任公司,河南洛阳 471012)
介绍了BOPP消光膜的特性及其生产工艺,对BOPP消光膜生产中遇到的问题进行了探讨。
BOPP;消光膜;工艺;常见问题
1 前言
BOPP消光膜是一种高雾度、低光泽度、具有呈漫反射状消光效果的包装用膜,其表面类似纸面具,有非常低的光泽,反射光弱而柔和。经复合后用于食品包装,可以营造出一种天然产品的形象;而书本、杂志的封面以及宣传海报经消光膜复合后具有优良的表面消光效果,吸墨性能好,水蒸气阻隔性好,能使印刷逼真再现并具有良好的立体感;将消光膜与包装纸进行复合,可以显著提升包装物的档次,能够使包装物获得纸制品的效果,给人一种奢华的感觉,被广泛应用于肥皂、烟草、酒类、服装、鞋类、香水、化妆品、药品等方面。
2 BOPP消光膜的技术指标
BOPP消光膜的国家标准(热封型)和洛阳石化产品的技术指标如表1所示。
洛阳石化聚丙烯有限公司生产的18μm消光膜外观均匀,无银点。
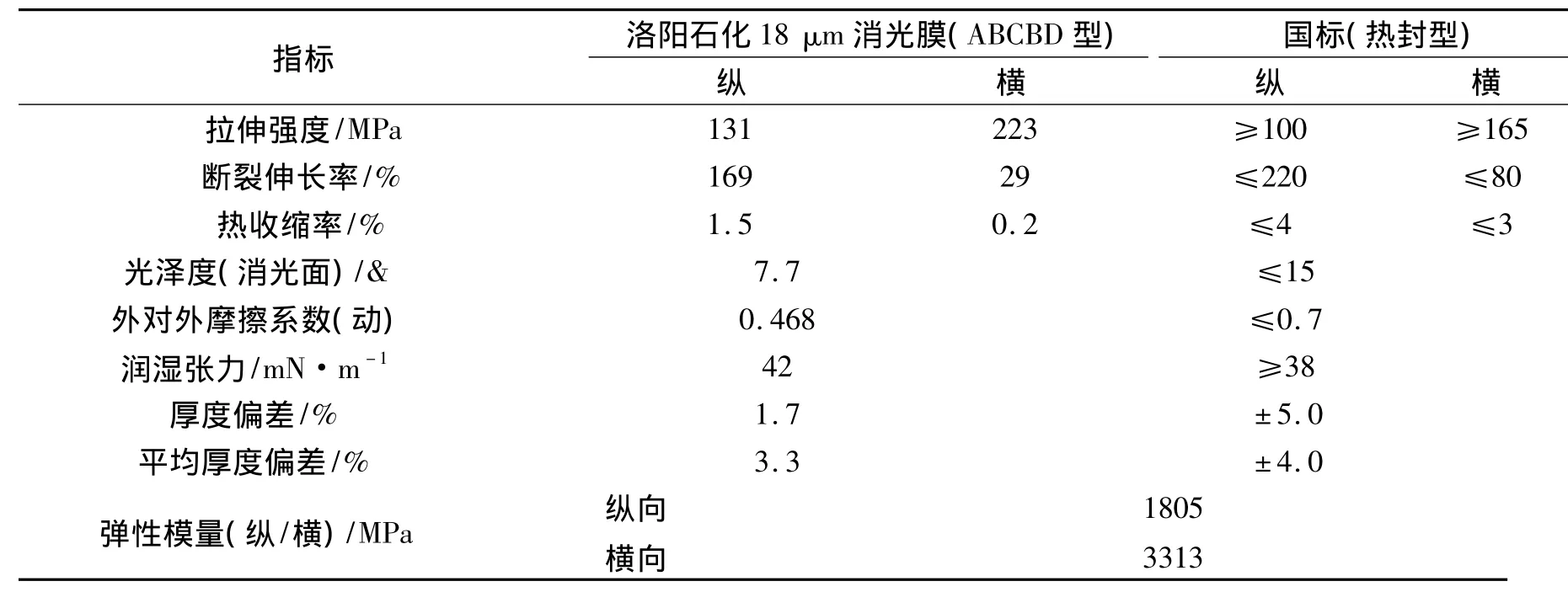
表1 消光膜的技术指标
3 BOPP消光膜的制备
我公司生产的BOPP消光膜是双向拉伸五层共挤复合膜,上表层、次上表层为消光层,添加全比例消光母料以提供薄膜的消光功能,对应表面称为消光面;其芯层为支撑层,采用均聚聚丙烯加一定比例的抗静电剂,提供薄膜的机械性能;下表层、次下表层根据实际需要,为均聚聚丙烯加防粘连剂,对应表面称为光面。
4 BOPP消光膜工艺参数的确定
4.1 原、辅材料的选择及配方设计
我公司生产的BOPP消光膜所选择的原、辅材料牌号及生产厂家、配方设计分别见表2、表3。

表2 原、辅材料牌号及生产厂家
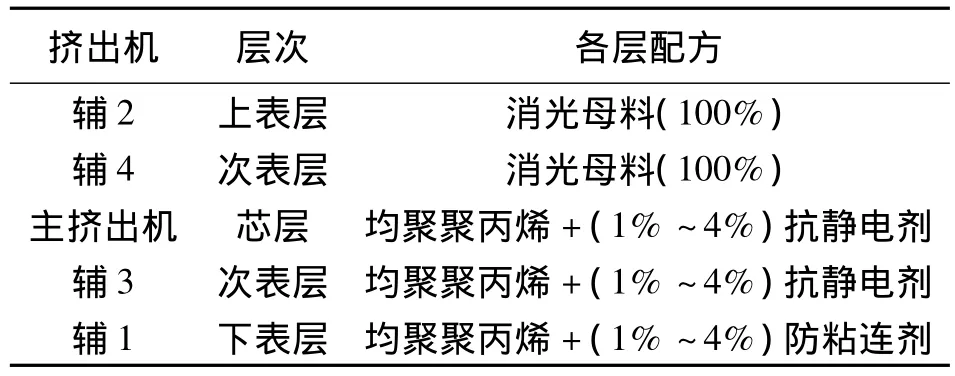
表3 五层共挤单面热封珠光膜配方
4.2 消光层厚度
为了取得均匀的粗糙表面,消光膜的表层必须保持适当的厚度。一般来说,消光层厚度视雾度而定,过薄会产生花斑,也与模头的类型有一定的关系[1]。经过实验摸索,18μm消光膜表层厚度控制在2.3μm左右时,薄膜各项性能指标合格,外观良好。
4.3 工艺温度设定
在满足生产工艺要求的前提下,适当降低加有消光母料的两台挤出机的温度,能够减少模唇挂料。
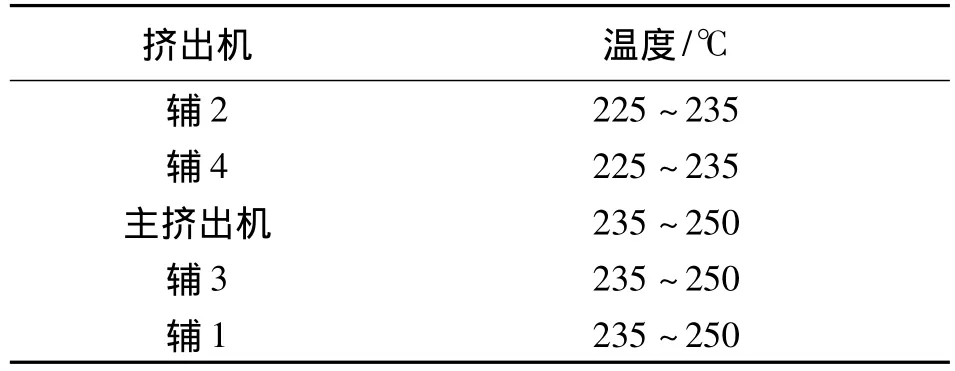
表4 18μm消光膜挤出机设定温度
在铸片工序中,随着铸片温度的上升,片材的结晶度随之增大,有利于提高薄膜的表面粗糙度和雾度,可增强薄膜的消光效果,但片材的延伸度将有所下降,可能会导致薄膜的厚度变差。根据经验,冷辊温度一般设定为40℃左右。
5 生产中的常见问题
5.1 开车成功率低
消光膜在开车过程中,片材贴辊难度大,压边风容易吹进片材和冷辊之间,造成片材拉断。这可能是由于片材两面温差过大,导致贴辊不良,片材平整度下降。因此,在开车前应停运急冷辊冷却水泵,使急冷辊表面温度略高;并在开车过程中,使急冷辊面带水,提高片材贴辊能力;升速或调整挤出量时尽量小幅度调整,避免片材颈缩严重,造成压边风吹入。
5.2 成膜性差
在以往生产消光膜过程中,破膜次数较多是一个不容忽视的问题。表5列出了破膜的原因及解决方法。
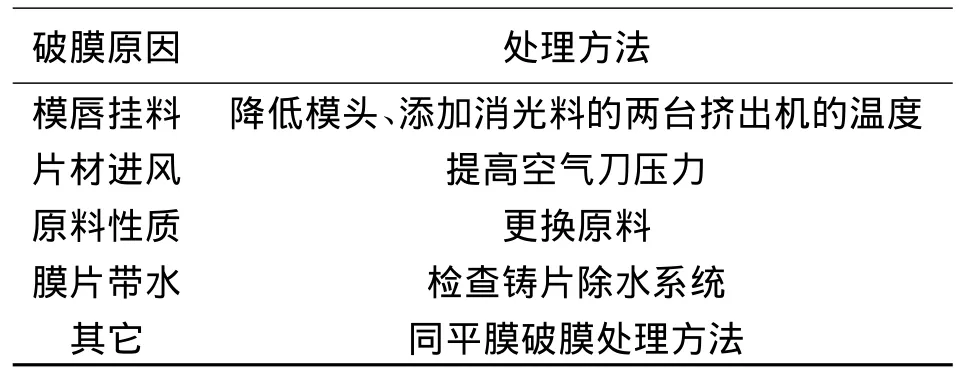
表5 破膜原因及处理方法
5.3 原卷纵向条纹
原卷存在纵向条纹,导致成品优级品率降低,会给企业带来巨大的经济损失。产生的原因可能是原卷厚度不均或收卷过紧,导致薄膜变形。针对收卷实际情况,将收卷张力降低至60kg左右、接触压力降低至54kg左右。调整后,成品优级品率均在96%以上。
6 结论
BOPP消光膜生产过程中,适当降低加有消光母料的挤出机温度可以减少模头挂料,延长生产周期,减少停车清理次数。片材贴辊不良是造成开车困难以及破膜的重要原因,需从现场实际入手,调整片材贴辊情况。由于消光膜弹性模量较小,因此收卷张力及接触压力的设定应低一点,可消除因收卷过紧而产生的纵向条纹。
TQ324.8
B
1003-3467(2011)03-0053-02
2010-12-21
贺婷婷(1980-),女,工程师,从事BOPP薄膜生产技术工作,电话:(0379)66996749。