聚丙烯注塑成型收缩率影响因素探讨
2011-09-24石海龙
石海龙
(洛阳石化聚丙烯有限责任公司,河南洛阳 471012)
聚丙烯注塑成型收缩率影响因素探讨
石海龙
(洛阳石化聚丙烯有限责任公司,河南洛阳 471012)
通过对PP注塑成型的主要参数进行全面分析、对比实验、数据处理,对注塑成型收缩率的影响因素进行探讨,优化注塑工艺条件,提高注塑成型样片的一致性。
收缩率;注射压力;注射速度;注射时间;模具温度;熔体温度
Abstract:Through comprehensive analysis,contrast experiment and data processing of main parameters of PP injection molding,the influencing factors of injection molding shinkage of polypropylene are studied,for optimizing injection process condition,improving consistency of injection molding sample plates.
Key words:shinkage;injection pressure;injection speed;injection time;mold temperature;melt temperature
1 前言
注塑成型技术是大批量生产具有复杂形状的高精度塑件的主要成型方法,其产品广泛应用于日常生活之中。注塑制品的收缩是影响注塑制品尺寸精度的最主要因素;同时在实验室分析时,收缩率变化会造成注塑成型样片的厚度不一致,影响产品力学性能的测定。因此,对注塑成型时的注射压力、注射速度、注射时间、模具温度、熔体温度等主要参数进行探讨,以优化工艺参数,降低注塑成型时的收缩率,保证注塑成型样片的一致性,提高分析准确率。
2 实验部分
2.1 仪器与样品
注塑机:Systec 100/420-20,德国,德马格;模具:D2(60×60×2)mm 荷兰,AXXICON;模温控制测量器:HTW -200,上海,HAMATA;测厚仪:精度0.01mm;样品:PP JF -300。
2.2 试验条件
2.2.1 样片放置条件
温度:23℃ ±2℃;湿度:50% ±10%;放置时间:24h。
2.2.2 改变注射参数
2.2.2.1 改变注射压力
保持注射速度70mm/s、注塑时间60s(注射10s、保压50s)、模具温度40℃、熔体温度230℃不变,改变注射压力,实验结果见表1。
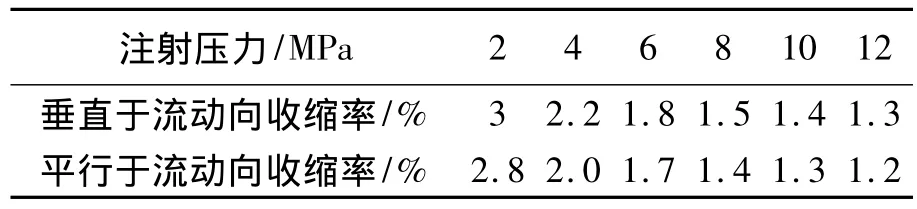
表1 不同注射压力下收缩率对比表
从表1看见,注塑压力增加时,随着更多的样品被填充进去,收缩率有减小趋势。当注射压力增加至8MPa后,收缩率减小趋势逐渐缩小,当注射压力增加至10MPa后,会有飞边产生,影响成型效果。说明并不能采取无限制的增加注塑压力来减小收缩率,而应该选择一个不产生飞边时的最大值,即8MPa左右。
2.2.2.2 改变注射速度
保持注射压力8MPa、注塑时间60s(注射10s、保压50s)、模具温度40℃、熔体温度230℃不变,改变注射速度,实验结果如表2所示。

表2 不同注射速度下收缩率对比表
注射速度是指充模时的线速度。从表2可看出,对于JF-300PP样品,注射速度在90mm/s时收缩率最小,但注射速度对收缩率的影响较复杂。从料温与传压的角度来说,提高料流动速率有利于压力的传导,使收缩下降。但注射速度太大,摩擦生热大,制品体内应力增大,增加各向异性,制品收缩率也增大。注射速度对成型收缩率的影响具有双重性,如果从分子结构方面来看,提高充注射速度将会使结晶和取向作用加强,结晶收缩和取向作用都会增大,成型收缩率具有增大趋势;但是充模速率增大以后,有助于克服熔体进入膜腔时的困难,模腔内的进料量必然会增加,成型收缩率将会下降。
2.2.2.3 改变注射时间
注射速度70mm/s、注射压力8MPa、注塑时间60s(注射10s、保压50s)、模具温度40℃、熔体温度230℃不变,改变注射时间,实验结果见表3。
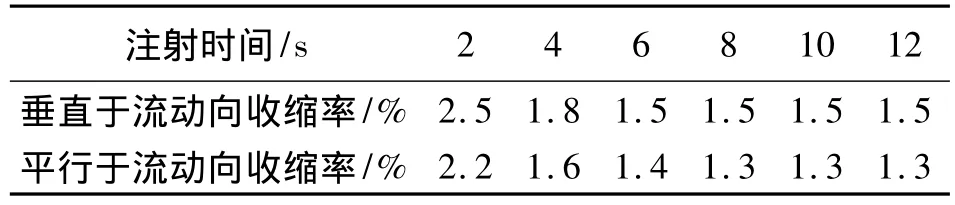
表3 不同注射时间下收缩率对比表
从表3可见,模腔在2s时已注满,后面的时间只是微量补充,收缩率逐渐降低;但到6s后再随着时间的延长收缩率变化不大。因此,对于JF-300PP样品,注射时间在6s时收缩率最小。
2.2.2.4 改变模具温度
保持注射速度70mm/s、注射压力8MPa、注塑时间60s(注射10s、保压50s)、注塑时间60s(注射10s、保压50s)、熔体温度230℃不变,改变模具温度,实验结果见表4。
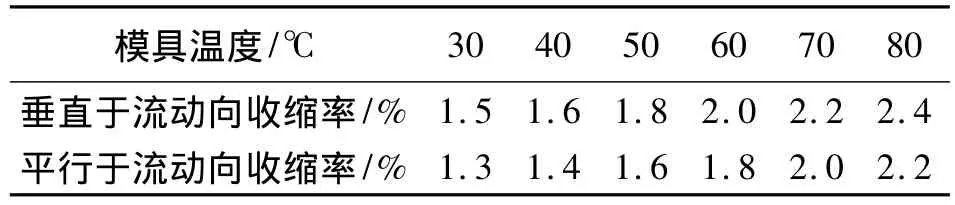
表4 不同模具温度下收缩率对比表
从表4可以看出,随着模具温度升高,收缩率逐渐升高。浇口发生冻结后,模具温度对浇口封口后PP制品的收缩起主导作用。它通过分子的冻结取向影响型腔表层冻结层的厚度和形成速度,此时注射压力和保压压力的影响将会消失。随着模温的升高,冷却定型时间也将延长,故脱模后制品收缩率一般都会增大,这是因为模温高会使塑料结晶固化层的增长速度减慢,此温度因与环境温度的差别加大,引起样品热胀冷缩的作用相对增大,因而收缩率相应增大。而降低模温可使冻结层迅速变厚,减小样品收缩率。实验室注样时模具温度规定为40℃(GB/T 17037.3-2003)。
2.2.2.5 改变熔体温度
保持注射速度70mm/s、注射压力8MPa、注塑时间60s(注射10s、保压50s)、模具温度40℃不变,改变熔体温度,实验结果见表5。
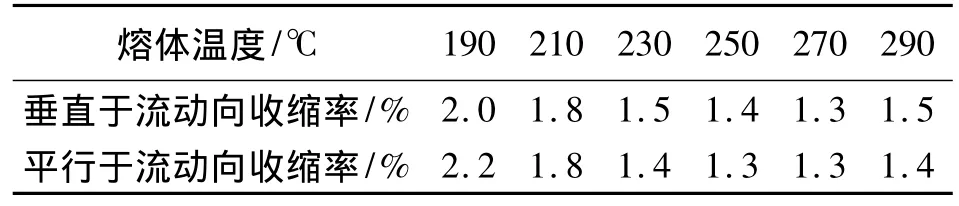
表5 不同熔体温度下收缩率对比表
从表5可见,JF-300PP样品收缩率随熔体温度升高而降低,其中料流动方向收缩率降低得尤为明显。当熔体温度较低时,料流动方向的收缩率大于垂直方向的收缩率,随熔体温度升高,收缩的方向性较小,并出现拐点,注塑温度应高于此温度为宜。出机筒温度与PP制品收缩率的关系,可解释为熔体温度升高导致黏度降低,若保持注塑压力和保压压力不变,则传递到模腔的压力会相应增高,由于浇口处温度较高,浇口的封口时间就可能延长,这有利于补充物料和增加PP制品密实程度,也可减少收缩。但在实验过程中,也有随着机筒加热温度的进一步提高,其收缩率反而有上升的情形,应为PP制品温度过高在冷却时间内未完全冷却,脱模后收缩造成。在试验过程中还发现,熔体温度高时要相应提高锁模功率,这势必增加模具和顶出机构的负担,同时也延长了制品的冷却周期,导致生产效率降低,因此在实际生产时最好不要采用提高熔体温度的办法来提高充模能力,尽量使用低温模塑。
3 结论
PP的成型收缩率与原料和加工条件都相关。从注塑工艺来讲,可以从注射压力、注射速度、熔体温度、注射时间及模具温度等方面综合起来调节,但同时要考虑能耗、效率。
Probe into Influencing Factors of Injection Molding of Polypropylene
SHI Hai-long
(Luoyang Petro Chemical Polypropylene Co.Ltd,Luoyang 471012,China)
TQ325.14
A
1003-3467(2011)03-0047-02
2010-12-15
石海龙(1973-),男,助理工程师,从事聚丙烯的分析研究及方法制定工作,电话:13525493718。