YJ19卷烟机供料系统高速轴传动柔性加工技术的应用
2011-08-14谢文祥祁红丽
谢文祥,祁红丽,陈 军
(重庆烟草工业公司黔江分厂,重庆 409000)
YJ19卷烟机是由中国烟草总公司于1993年引进英国MOLINS公司的生产技术,许昌烟草工业机械厂转化设计、消化吸收、生产制造的高速卷烟设备。我厂使用该型设备已有10余年,原7000型设备均已升级为8000型,应用于生产各规格产品,结合我厂各牌号来料烟丝的特性和长期统计数据积累,发现该设备在生产不同来料烟丝产品时一次成品合格率差异明显。主要表现在:一是设备高速运行稳定性差;二是生产某些牌号规格产品时空头空松烟支量和烟支单支质量稳定性两方面产生的残次品较多。为此,采用基于PLC控制的伺服电机柔性控制技术对供料系统高速轴传动进行了改进,通过拓展供料系统高速轴传动带宽,适应不同来料烟丝和机速正常生产。
一、工作原理及问题分析
YJ19卷烟机供料系统的作用,是为风分室提供适量、松散、连续的烟丝流。在整个供料系统中,烟丝被两次定量、磁铁除杂和两次风分去杂,以保证吸丝带供给需要数量和良好质量的烟丝。来料烟丝在粗、细钩子滚筒相互作用完成对供丝量的第二次限料后,在篦箕的护理下进入供料系统高速轴传动。供料系统高速轴传动是指弹丝辘、风扇辘、集流管和清洁辘4个辊子的传动。如图1所示,它由一台单独的1400r/min高速轴电机带动,前3个辊子是实现供料系统第一次风分的关键,高速转动可使烟丝充分松散,达到较好的风分效果。

图1 供料系统高速轴传动
对于不同类型的烟丝,如烤烟型与混合型、不同叶丝梗丝比例烟丝、在线膨胀烟丝,以及不同切丝宽度烟丝,因来料烟丝卷曲度、松散性、飘悬速度等特性差异,影响风分效果及吸丝成形,需要适配合理的高速轴传动速度,高速轴传动速度的改变原设计通过更换带轮得以实现,有关带轮参数和辊体转速见表1[1]。而在实际生产过程中来料烟丝存在长丝比例偏高,不易松散的特点,同一台设备在不同机速下生产不同规格、不同品牌产品,并未对此进行调整,另外原7000型设备已升级为8000型后,供丝系统未作升级匹配改进,对于不同来料烟丝和不同机速都只有被动适应,以至于在生产某些产品时卷接设备高速运行稳定性差,残次品多,设备效率发挥不出来,产品质量提不起来,单箱消耗降不下来。
粗、细钩子滚筒转速根据机速按选定传动比输送烟丝,供料系统高速轴传动按固定转速运转,A牌号烟丝回丝率与烟丝结构变化3个回丝率水平实验间接反映了烟丝耐加工性,实验结果统计表2表明:1)卷烟机供料系统整丝率变化率在94% ~96%,造碎并不明显;2)烟枪出口的烟丝结构差异并不大,回丝率的调整对卷制过程烟丝整丝率变化率影响并不大。有条件拓展供料系统高速轴传动带宽,充分发挥其松散烟丝、均匀连续供料的作用。

表1 带轮参数和辊体转速

表2 A牌号烟丝回丝率与烟丝结构变化实验结果统计(%)
柔性制造技术是20世纪中叶发展起来的一项新技术,随着卷烟工业分组加工技术的发展和按客户订单组织货源的变化,行业越来越关注柔性制造技术在卷烟生产中的应用。所谓柔性,即灵活性或可变性,系指系统快速响应内外环境变化的能力。广义的柔性包含了系统结构的柔性和设备实现的柔性两个方面。系统结构的柔性是实现柔性制造的基本条件和保障,设备的柔性则是指设备具有较宽的工艺参数(能力、温度、水分、比例等)适应范围,可以实现对物料不同强度的加工[2]。近年来使用伺服技术的卷接机组驱动系统已经成为首选方案[3],为此,对YJ19卷烟机供料系统高速轴传动进行了改进。
二、改进方法
针对现有高速轴传动的特点,确定改进原则:1)不改变现有设备部件布局;2)电机输出扭矩平稳;3)控制系统灵敏可靠;4)使用维护方便;5)设备高速运行稳定,产品质量得以提高。
(一)设备改装
将高速轴电机更换为等同功率、转速的恒功率变频电机,恒功率变频电机具有基频以下是恒转矩调速,基频以上是恒功率调速的特点,变速过程不会改变弹丝辘、风扇辘、集流管转矩。PLC安装入电控柜,分享现有主机机速信号,带轮参数和辊体转速选用表1其他项配置。
(二)PLC编程设计
主机机速与弹丝辘转速关系如示意图2,变频电机输入频率为(cx+y1)÷1330×50。由PLC编程控制,弹丝辘转速变化系数c和弹丝辘初始转速y1通过通讯端口纳入人机界面工艺参数设置。基于高速轴传动在设备待机时处于运转状态,主机机速为0,这时弹丝辘初始转速y1设定为900r/min,变频电机输入频率为900÷1330×50≈34(Hz),变频电机处于安全使用范围。设备正常生产,弹丝辘转速y2取决于主机适时机速x和弹丝辘转速变化系数c值的大小,c的取值区间为0.030~0.050,根据烟丝质量特性选择设定,越不易松散烟丝取值越大。

图2 主机机速与弹丝辘转速关系
(三)设备调试及效果验证
以A牌号烟丝(叶丝∶梗丝=95∶5)为试验对象,供料系统回丝率调整为25%。1)c值设为0,y1值设为 1120,根据(cx+y1)÷1330×50计算变频电机输入频率,变频电机输入频率为恒值,弹丝辘转速为1120r/min,恢复为原设备参数配置;2)c值设为0.040,y1值设为900,变频电机输入频率随主机机速变频,分别在机速4000支/min、6000支/min、8000支/min三个机速生产进行试验,在接装机出口外排取烟支80支,用综合测试台检测样品,检测结果表3表明烟支单支质量控制稳定性提高。
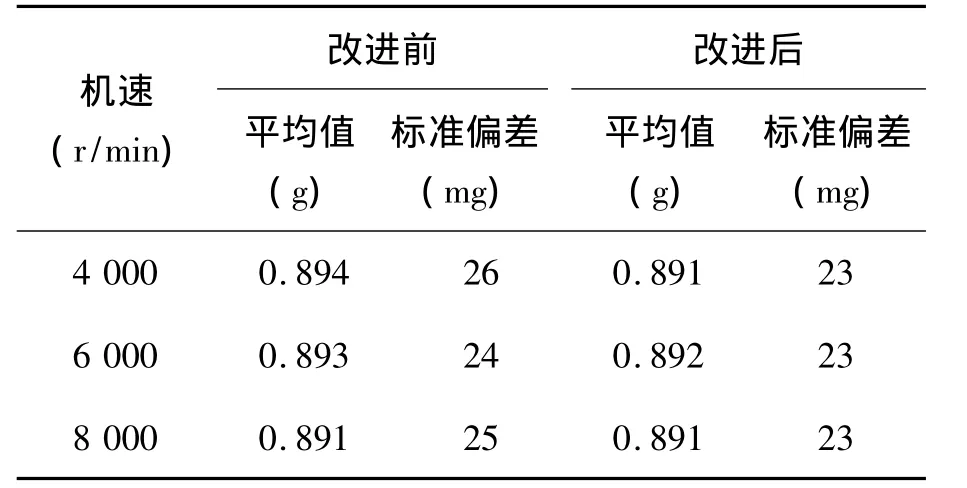
表3 改进前后烟支单支质量检测结果对比
清洁辘转速随变频电机转速改变在一定范围内有所改变,但不影响清洁效果。
三、结束语
改进后YJ19卷烟机8000支/min生产运行稳定,高速轴传动转速根据主机机速自适应调整,有利于烟丝松散,提高了供丝连续性和均匀性,烟支单支质量控制超调和振荡现象减弱,单支质量标准偏差减小。换牌号根据来料烟丝特性设定PLC参数,还原原来设备配置只需将c值设为0,y1值设为1120,不需机修工更换齿轮,调整方便快捷,省时省力,有利于卷烟产品生产精细化加工、智能化控制。
[1]编写组.YJ19-YJ29卷接机组[M].北京:北京出版社,2000.
[2]罗登山,陈良元,杨忠文,等.关于卷烟柔性制丝的几点思考[J].烟草科技,2010(1):5.
[3]王飞,周密,曾海苓,等.基于卷接机组运动状态的交流伺服驱动系统软件的实现方法[J].烟草科技,2008(12):27.
