论闪蒸流化床设备改进在卷烟制梗丝加工中的应用
2011-07-30张世强
张世强 朱 磊
(河南中烟工业有限责任公司洛阳卷烟厂,河南 洛阳 471003)
洛阳卷烟厂梗丝膨胀系统采用的是江苏智思机械有限公司生产的SH84型闪蒸流化床,作用是将梗丝进行高温膨化和干燥定形,保证梗丝水分稳定和膨化填充效果。
该套设备工作原理是:待处理的梗丝经进料气锁进入文氏管入口,同时饱和蒸汽经喷嘴喷射将物料吹入文氏管并充分混合,在蒸汽的压力和温度的共同作用下,在极短的时间内将梗丝内部水分子的汽化分压和温度提高到一定程度。当物料从文氏管喷出的瞬间体积突然扩大、周围压力突然下降。这时梗丝内部的汽化分压远远高于周围的环境气压,达到闪蒸的条件,水份剧烈蒸发,梗丝的纤维组织也因此获得充分膨胀。经分料器使梗丝与蒸汽分离,进入下一台配套设备——流化干燥机,进行烘干冷却定形。
1 存在问题及分析
1.1 流化床进口振槽物料中混有湿团梗丝
分析原因为闪蒸机蒸汽质量不稳定、闪蒸出口卸料罩内壁滴冷凝水,造成进口振槽物料中混有湿团梗丝。
1.2 流化床内部截面物料分布不均匀,导致左、中、右三侧水分出现偏差
分析原因为流化床进口物料分布不均匀,膨胀和干燥区只有闪蒸出口振槽上只装了一块导流隔板,不能均匀分布物料。从干燥出口看,截面物料右侧较少,中间和左侧较多,倒流隔板角度过小,导致右侧干燥后梗丝含水率低,三侧水份不一致。
1.3 物料悬浮状态差,梗丝翻转不足
经观察测试,原因为三个区风力不匹配,有涡流现象,造成悬浮状态的梗丝比例不足20%,导致出口梗丝上层和下层含水率不足12%,而中间含水率达到14%以上。
1.4 设备自控系统灵敏性差
做为出口梗丝含水率控制的主要单元,干燥二区的热风温度反应较慢,导致出口梗丝含水率偏小。
2 改进措施
为解决以上存在的问题,通过深入调查、分析研究和技术交流,需对设备进行技术改进,才能有效避免。
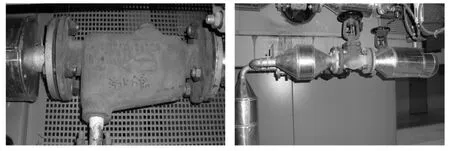
2.1-1汽水分离器及排水系统
2.1 针对蒸汽质量不稳定问题,采取在闪蒸机蒸汽系统上增加一级汽水分离器及排水系统,降低蒸汽汽中含水量,达到稳定介质质量的目的;关于闪蒸机出口卸料罩内壁滴冷凝水问题,采取在卸料罩内加装冷凝水导流槽结构,避免滴冷凝水,形成湿团梗丝;
2.2 针对流化床内部截面物料分布不均匀问题,在流化床进口振槽上又加装了一道导流隔板,形成两次的物料分流疏导;同时将导流隔板的角度有原来的120度调整到145度,增加物料分流区域,提高流化床铺料的均匀性,使左、中、右水份偏差明显得到改善。
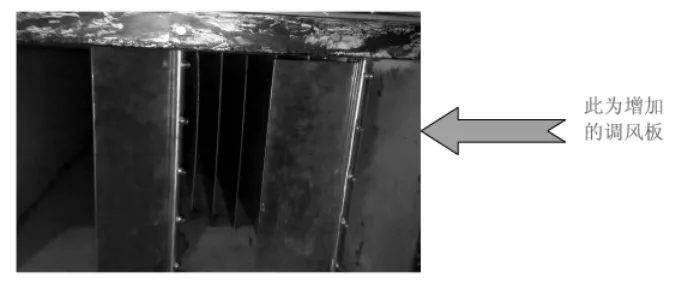
2.3 针对床体内物料悬浮状态差问题,将热风管道的分区做了改进,在风室内加装了调风板,使宽度方向上由原来分成的三个区,增加到了六个区,并且使每个区都采用单个风门进行调节。同时将干燥一、二、三区的热风电机频率分别为42Hz、38 Hz和38 Hz,使物料在流化过程中达到了理想的悬浮状态,稳定了流化床出料口的梗丝水份。
2.4 针对设备自控系统灵敏性差,出口水分不稳定问题,对控制反馈时间进行了改进。SH84流化床干燥机干燥分三个区。干燥一、三区具有热风温度自动控制功能,而干燥二区具有蒸汽压力自动调节功能和热风温度跟随控制功能。一、三区的控制回路由温度传感器和蒸汽薄膜调节阀作为测控元件,通过PID控制模块来实现对热风温度的人为设定和恒温控制。由于二区比较重要,故设置了双级PID控制回路:一是由压力传感器和蒸汽薄膜调节阀作为测控元件,实现对加热器蒸汽压力的人为设定和控制,以期为二区加热器提供一个稳定的工作条件;二是由出料水分仪和伺服气缸作为测控元件,伺服气缸反馈的时间较慢,控制不灵敏。通过缩短信号的反馈时间,使冷热风配比与热风温度的调节达到同步,从而实现梗丝出料水分的自动控制。通过改进,目前采用的前后反馈兼顾的控制方法,使水份在±0.5%控制范围内的合格率达到了91%以上。
3 取得效果
通过对设备进行技术改进,取得了以下效果:
①闪蒸机蒸汽质量稳定性达到99%,出口卸料罩没有滴冷凝水现象,杜绝了湿团梗丝的出现。
②流化床进口振槽左、中、右三侧物料分布厚度允差在0.2毫米以内,铺料更加均匀一致。
③改进控制方法后,流化床出口端面三点极差合格率由改进前的87.5%提高到改进后91%,梗丝加工质量明显得到改观,提高了制梗丝加工水平。
4 结束语
通过对闪蒸流化床设备进行技术改进和参数改进,解决了制梗丝加工中梗丝水份不稳定、出口合格率低的问题,提高梗丝的在线加工质量,合格率由改进前的87.5%提高到改进后91%,同时在省内多家烟厂进行推广应用,取得了良好的社会效益和经济效益。
[1]何炬,逄作慧,黄明,尹国平,林向东,万林德,张勇.烟草制丝生产过程中的烟叶回潮工艺[Z].国家科技成果.
[2]黄嘉礽,童谷余,徐亚中,李笃生编.卷烟工艺[M].烟草中专学校统编试用教材.北京出版社.
[3]卷烟工艺与设备:轻工业技工学校统编试用教材.编写组编.轻工业出版社.
