浅谈建筑工程中钢结构构件的制作
2011-07-30邝伯初
邝伯初
(博思格建筑钢结构(广州)有限公司,广东 广州 510530)
1 引言
钢结构是从承重骨架的材料角度定义的,即指结构体系中主要受力构件由钢材做成的房屋建筑。钢结构房屋的结构体系主要是由钢板、热轧型钢或冷加工成型的薄壁型钢通过连接、制造、组装而成。
2 钢结构的特点
和其他材料的房屋结构相比,具有以下几个方面的特点:强度高、质量轻;材料均匀,塑性、韧性、抗震等性能良好;制造简单,工业化程度高,施工周期短;构件截面小,有效空间大。钢结构因为拥有这些特性而使得其被应用在很多建筑工程等工程中。
3 钢结构构件的加工制作
在建筑工程施工中使用的钢结构构件具备其特有的一套制作加工的方法,其流程如图所示。
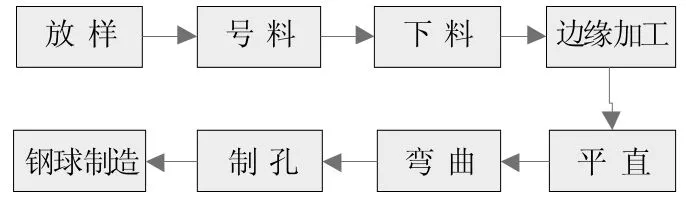
钢结构构件制作加工流程简图
其中钢材的下料方法有气割、机械剪切、等离子切割和锯切等;平直方法主要有人工矫正、机械矫正、火焰矫正和混合矫正等;制孔也包括了钻孔、扩孔、锪孔、冲孔和铰孔。
3.1 下料
钢材的下料有一定的规定,其偏差应该符合相关的规定,主要使用的方法有气割、机械剪切、等离子切割和锯切等。
3.1.1 气割
利用氧气和燃料燃烧时产生的高温熔化钢材,并以高压氧气流进行吹扫,使金属按要求的尺寸和形状切割成零件。它可以对各种钢材进行切割,而氧气的纯度和气体消耗量、切割速度、切割质量有很大的关系。
氧气切割是钢材切割工艺中最简单、最方便的一种,近年来又通过提高火焰的喷射速主星效率和质量大为提高,目前多头切割和电磁仿形、光电跟踪等自动切割也已经广泛使用。
3.1.2 机械剪切
用剪切机和冲切机切割钢材是最方便的切割方法,适用于较薄板材和曲线切割。当钢板厚度较大时,不容易保证其平直,且离剪切边缘2~3mm的范围内,会产生严重的冷作硬化,使脆性增大。剪切采用碳工具钢和合金工具钢,剪切的间隙应根据板厚调整。
3.1.3 等离子切割
利用特殊的割炬,在电流、气流及冷却水的作用下,产生高达2000℃~3000℃的等离子弧熔化而进行切割。切割时,不受材质的限制,具有切割速度高、切口狭窄、热影响区小、变形小且切割质量好的特点,可用于切割用氧割和电弧所不能切割或难以切割的钢材。切割时,应先清除钢材表面切割区域的铁锈、油污等;切割后,断口上不得有裂纹和大于1.0mm 的缺棱。
3.2 平直
钢材在运输、装卸、堆放和切割过程中,有时会产生不同的弯曲波浪变形,如变形值超过规范规定的允许值时,必须在下料之前及切割之后进行平直矫正。常用的平直方法有人工矫正、机械矫正、火焰矫正和混合矫正等。钢材校正后的允许偏差应符合相应的规范规定。
3.2.1 人工矫正
人工矫正采用锤击法,锤子使用木锤,如用铁锤,应设平垫。锤的大小、锤击点和着力的轻重程度应根据型钢的截面尺寸和板料的厚度合理选择。该法适用于薄板或比较小的型钢构件的弯陷、局部凸出的矫正,但普通碳素钢在低于-16℃、低合金钢低于-12℃时,不得使用本法,以免产生裂纹。矫正后的钢材表面不应有明显的凹面和损伤,锤痕深度不应大于0.5mm。
采用本法时,应根据型钢截面的尺寸和板厚,合理选择锤的大小,并根据变形情况确定锤击点和着力的轻重程度。当型钢边缘局部弯曲时,亦可配合火焰加热。
3.2.2 机械矫正
机械矫正适用于一般板件和型钢构件的变形矫正,但普通碳素钢在低于-16℃、低合金钢低于-12℃时不得使用本法。板料变形采用多辊平板机,利用上、下两排辊子将板料的弯曲部分矫正调直:型钢变形多采用型钢调直机。
3.2.3 火焰矫正
火焰矫正变形一般只适用于低碳钢和16Mn钢,对于中碳钢、高合金钢、铸铁和有色金属等脆性较大的材料,则由于冷却收缩变形产生裂纹而不宜采用。其中,点状加热适于矫正板料局部弯曲或凹凸不平;线状加热多用于10mm以上板的角变形和局部圆弧、弯曲变形的矫正:三角形加热面积大,收缩量也大,适于型钢、钢板及构件纵向弯曲的矫正。火焰加热的温度一般为700℃,最高不应超过900℃。
3.2.4 混合矫正
混合矫正法适用于型材、钢构件、工字梁、吊车梁、构架或结构构件的局部或整体变形的矫正,常用方法有矫正胎加撑直机、压力机、油压机或冲压机等。或用小型液压千斤顶,或加横梁配合热烤。该法是将零部件或构件两端垫以支承件,通过压力将其凸出变形部位矫正。
3.3 制孔
3.3.1 钻孔
钻孔有人工钻孔和机床钻孔两种方式,前者采用手枪式或手提式电钻直接钻孔,多用于钻直径较小、板厚较薄的孔,也可以采用手抬式压杠电钻钻孔,其不受工件位置和大小的限制,可钻一般钢结构的孔;后者采用台式或立式摇臂钻床钻孔,其施钻方便,工效和精度都较高,如钻制精度要求高的A、B级螺栓孔或折叠层数多、长排连接、多排连接的群孔时,可借助钻模卡在工件上制孔,各级螺栓孔孔径和孔距的允许偏差应符合相应规范规定。
3.3.2 扩孔
扩孔采用扩孔钻或麻花钻,当麻花钻扩孔时,需将后角修小,以使切屑少而易于排出,可提高孔的表面光洁度,其主要用于构件的安装和拼装。
3.3.3 锪孔
锪孔是将已钻好的孔的上表面加工成一定形状的孔,常用的有锥形埋头孔、圆柱形头孔等。锥形埋头孔应用专用的锥形孔钻制孔,或用麻花钻改制;圆柱形埋头孔应用柱形钻,钻前端设导向柱,以确保位置的正确。
3.3.4 冲孔
冲孔一般用于冲制非圆孔 (圆孔多用钻孔)和薄板孔。冲孔的直径应大于板厚,否则易长坏冲头。如大批量冲孔时.应按批抽查孔的尺寸及孔的中心距,以便及时发现问题而及时多正;当环境温度低于-20℃时,应禁止冲孔;冲裁力应按相应的公式计算得到。
3.3.5 铰孔
铰孔是用绞刀对已经粗加工的孔进行精加工,可提高孔的表面光洁度和精度。
[1]吕建微.高层建筑钢结构施工技术与管理[J].黑龙江科技信息,2010,36.
[2]孙善乾.钢结构工程施工质量检测方法探讨[J].科技信息,2010,32.
