轻窄系列实体保持架磨切锁口装置的改进
2011-07-23张风琴李兵建马万明邱晋江
张风琴,李兵建,马万明,邱晋江
(洛阳轴研科技股份有限公司 微型轴承制造部,河南 洛阳 471039)
1 保持架结构
某型号高精度微型球轴承采用轻窄系列实体保持架,保持架结构如图1所示。其外径D=5.5 mm,内径d=4.5 mm,宽度h=2.3 mm,兜孔直径为1.43 mm,锁球口宽度为1.18 mm,保持架的壁厚仅0.5 mm,8个兜孔均匀分布,8个锁球口以兜孔中心线对称分布。由于保持架壁薄、宽度窄、兜孔和锁口较多且呈偶数分布,磨削锁口成为该微型轴承制造过程中的一个关键工序。

图1 轻窄系列实体保持架结构示意图
2 原磨切锁口装置及加工方法
保持架锁口的常规磨切装置为专用设备,其结构如图2所示,需要采用专用夹具才能进行锁口的磨切加工。其加工方法为:首先,将待加工保持架放置在固定的芯轴上,微转保持架,使具有弹性压力的兜孔定位销插入某兜孔中进行分度定位和单边压紧;接着快速转动手柄,通过丝杠和固定在底座上的螺母使待加工保持架发生径向位移,靠近固定的砂轮进行锁口磨切,依靠手柄上的刻度盘判断保持架锁口是否已经磨削完成;最后,再快速转动手柄使待加工保持架退出加工区域,重复上述过程直至完成全部锁口的磨切加工。

1—底座;2—拖板;3—丝杠;4—刻度盘;5—手柄;6—固定芯轴;7—待加工保持架;8—砂轮图2 常规磨切锁口装置结构示意图
采用该磨切锁口装置的特点是分度、定位方便快捷,但由于需要不停地快速转动手柄使待加工保持架进入、退出加工区域,还要不断观察刻度盘来判断保持架锁口是否已经磨切完毕,操作者的劳动强度较大,锁口磨切效率低。
3 改进后的磨锁口装置
鉴于上述问题,对原磨切锁口装置的刀具进、退方法和锁口磨切完成的判断方法进行了改进,改进后的磨锁口装置如图3所示。
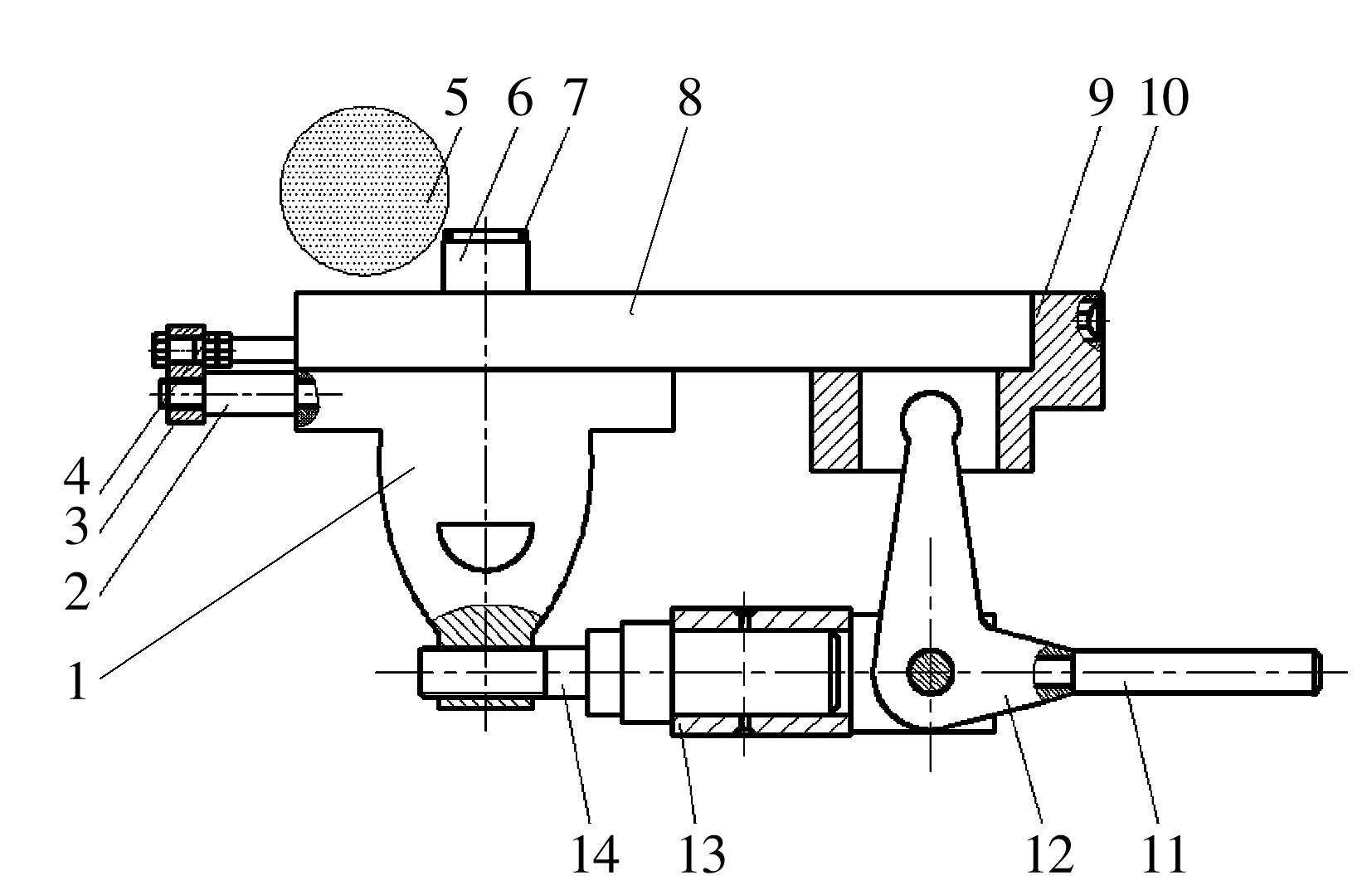
1—底座;2—限位轴;3—限位螺栓;4—限位环;5—砂轮;6—固定芯轴;7—待加工保持架;8—拖板;9—行程挡块;10—螺钉;11—杠杆手柄;12—弧形杠杆;13—轴套;14—连接轴图3 改进后的保持架锁口快速磨切装置示意图
(1)改进通过转动手柄使保持架靠近砂轮进行锁口磨切的方法,设计了弧形杠杆,通过其小幅转动带动拖板的快速进刀与退刀,完成保持架锁口的磨削。
(2)改进通过刻度盘来判断保持架锁口是否已经磨切完毕的方法,设计了安装在丝杠螺母中的连接轴,在连接轴上设置限位环,利用螺母实现限位,一次调整到位后,即可实现锁口磨削是否完毕的快速判断。
锁口磨削过程为:首先,松开螺母,将待加工保持架放在固定芯轴上同时分度定位,向上抬起弧形杠杆手柄带动拖板向左运动,直至保持架的1个锁口磨削完成,此时将限位螺母固定;下压弧形杠杆手柄,待加工保持架向后移动,保持架快速退出加工区域;转动保持架,重新进行分度定位,重复磨切动作直至所有锁口加工完毕。
改进后的锁口磨切装置实现了轻窄系列实体保持架锁口的快速磨切加工,该装置稳定、可靠、精度高,大大减轻了操作者的劳动强度,提高了生产效率。