角接触球轴承锁口高度工艺分析
2018-07-22张晓杨张振强张彦合
张晓杨,张振强,张彦合
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039;3.洛阳轴承研究所有限公司,河南 洛阳 471039)
锁口是角接触球轴承的重要特征,合理的锁口高度设计是保证轴承质量的关键,锁口过高会导致轴承在热压合套过程中出现损伤,影响成品质量(如旋转精度、振动等指标),甚至造成轴承的早期失效;锁口过低会导致轴承在运输和使用过程中发生散套,同样影响轴承的正常使用。根据需要,锁口可以设置在内圈或外圈上,由于锁口的存在,角接触球轴承内部可以装入比深沟球轴承更多的球,故角接触球轴承通常承载能力更高。有关锁口设计已经有相关研究[1-3],但对于其加工过程鲜有介绍,因此,从轴承内圈锁口的实际加工过程出发,分析相关工艺对轴承锁口高度的影响。
1 加工工艺分析
由角接触球轴承套圈结构特征及锁口形成机理可知,影响锁口形成的加工工序为沟道磨削(图1a)和斜坡磨削(图1b)。
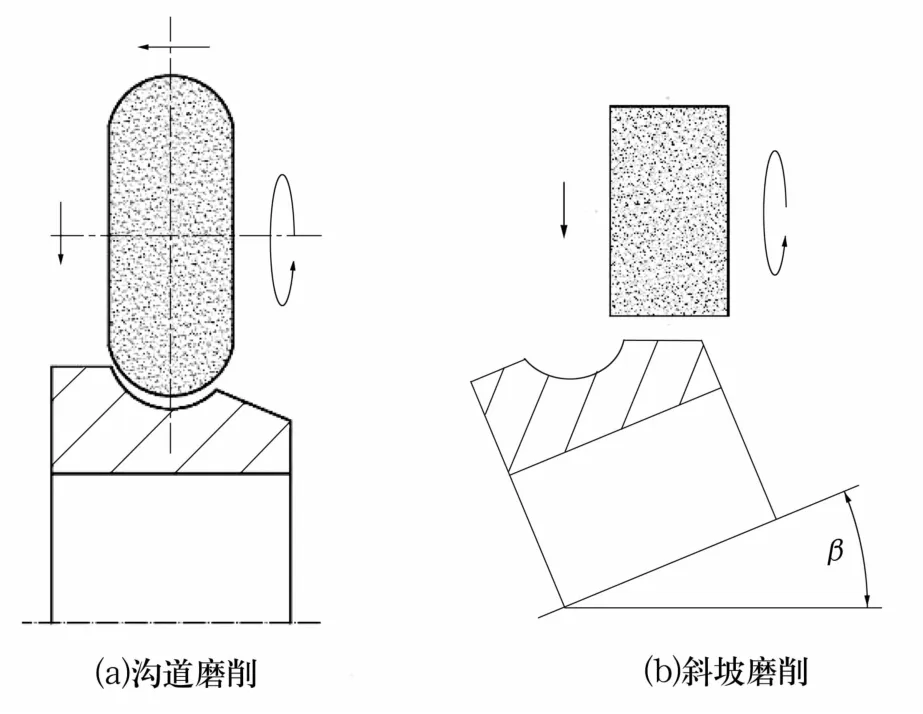
图1 磨削加工示意图Fig.1 Diagram of grinding
沟道磨削时砂轮的运动分为绕砂轮轴旋转运动、轴向进给运动和径向进给运动。绕砂轮轴旋转运动是去除套圈中多余材料的重要运动,虽然该运动促进了锁口的形成,但并不是影响锁口高度形成的关键因素;而砂轮的轴向进给量和径向进给量才是影响套圈锁口高度的关键因素,故此2种运动是保证轴承锁口加工符合设计要求的关键。
斜坡磨削时套圈旋转轴线与砂轮旋转轴线存在夹角β,该角度等于套圈磨削后的斜坡角度,由图可知,砂轮在磨削过程中的径向进给量同样会引起轴承锁口高度的变化。
2 沟道磨削工序影响
沟道加工与锁口高度关系如图2所示。由图可知,在初始状态下,轴承内圈锁口高度为t1,内圈沟曲率半径为Ri1,以此状态下的沟曲率中心O为坐标原点,建立如图所示直角坐标系,在沟道磨削过程中,砂轮产生轴向位移a和径向位移b,内圈沟曲率中心移至O′,沟曲率半径变为Ri2,此时轴承内圈锁口高度为t2。
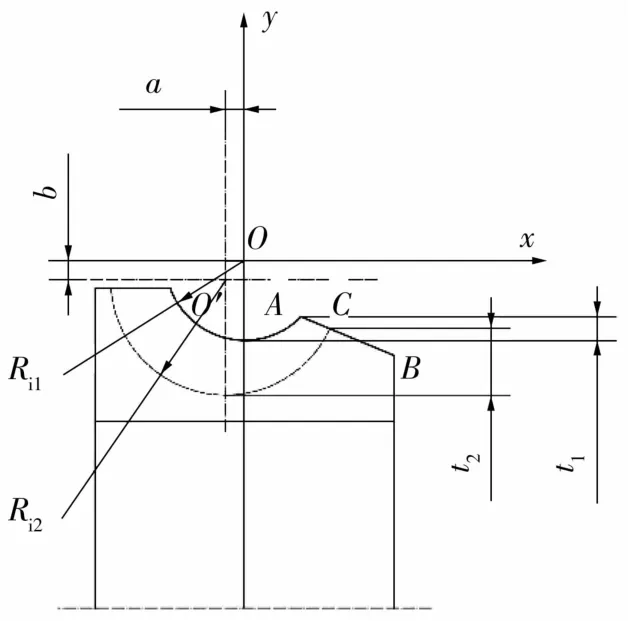
图2 沟道加工与锁口高度关系图Fig.2 Relationship between grinding and counterbore height
根据图示,斜坡所在直线AB的斜率k为

式中:β为斜坡角。

磨削后,内圈沟道截面所在圆O′的方程为

联立 (2),(3)式,求得 C点坐标 (Xc,Yc),此时轴承内圈锁口高度t2为

以某角接触球轴承为例,内圈初始沟曲率半径为4.17mm,初始锁口高度为0.2 mm,当砂轮仅发生径向进给运动,其他参数完全不变时,得到如图3所示关系。由图可知,砂轮径向进给量与锁口高度增加量并不是1∶1的对应关系,随着径向进给量的增加,锁口高度增加;在相同径向进给量下,具有3°斜坡轴承内圈的锁口高度增加量要大于具有30°斜坡轴承内圈的锁口高度增加量。

图3 砂轮径向进给量与锁口高度的关系Fig.3 Relationship between radial feed rate of grinding wheel and counterbore height
当砂轮仅发生轴向进给运动,其他参数完全不变时,得到如图4所示关系。由图可知,内圈锁口高度随砂轮轴向进给量的增加而增加,但是其对锁口高度的影响要小于径向进给量对锁口高的影响,并且在相同轴向进给量下,具有3°斜坡轴承内圈的锁口高度增加量要小于具有30°斜坡轴承内圈的锁口高度增加量。
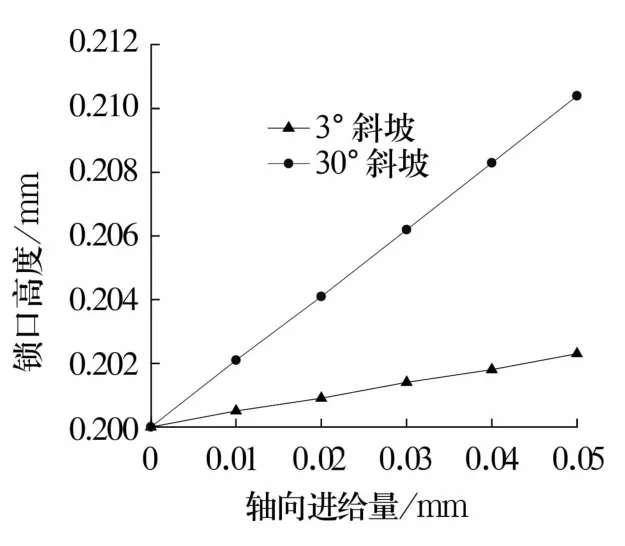
图4 砂轮轴向进给量与锁口高度的关系Fig.4 Relationship between axial feed rate of grinding wheel and counterbore height
上述情况仅存在于沟道首次磨削时锁口高度的对比,事实上,砂轮在二次磨削过程中不可能仅产生轴向进给运动,必须配有径向进给运动,否则将影响沟道形状,难以达到设计需求。如图5所示,当砂轮仅产生轴向进给运动时,沟道形状将不再是一个圆弧,而是成为两段圆弧,这在轴承加工过程中是绝对不能出现的。
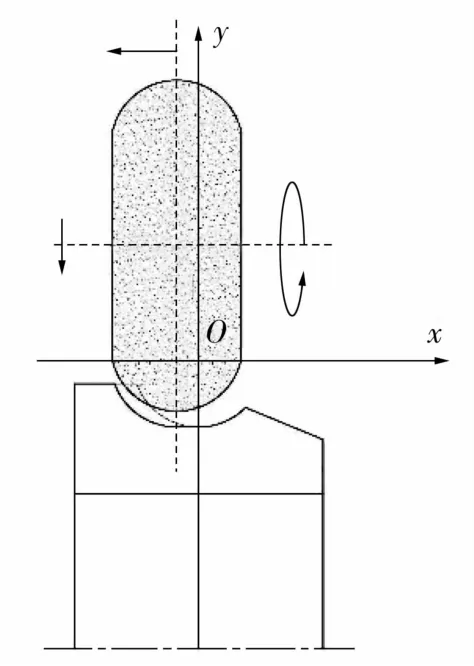
图5 砂轮轴向进给磨削示意图Fig.5 Diagram of axial feed grinding of grinding wheel
当砂轮修形沟R大于设计要求时,假设套圈磨削后沟底直径不变,得到如图6所示关系。由图可知,内圈初始锁口高不再为0.02 mm,而是随着沟曲率半径的增大而减小,且内圈斜坡角度越大,磨削后的实际锁口高度越低,但是整体而言,沟曲率半径变化量对锁口高度的影响较小,在实际生产中可以忽略不计。

图6 沟曲率变化与锁口高度的关系Fig.6 Relationship between variable groove curvature and counterbore height
3 斜坡磨削工序影响
斜坡加工与锁口高度关系如图7所示,由图可知,在初始状态下,轴承内圈锁口高度为t3,斜坡经过磨削工序后,其位置由AB移至DE,此时砂轮径向进给量为h,锁口高度为t4。在图示直角坐标系中,沟道截面所在圆的方程为
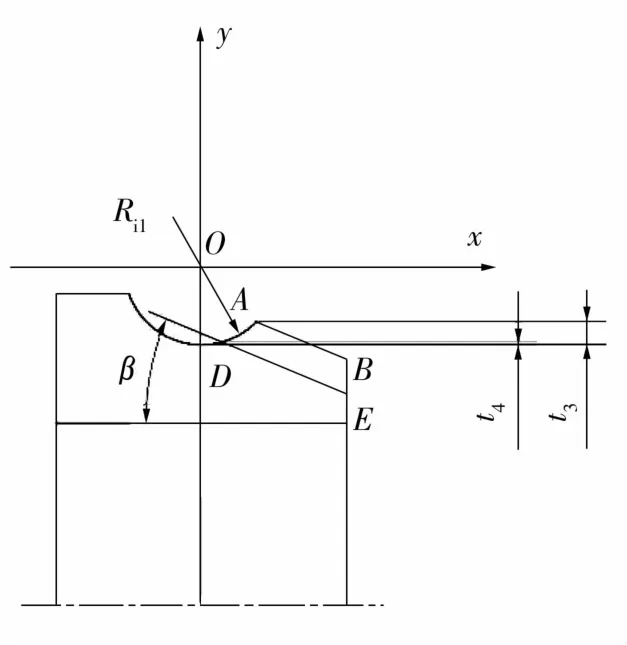
图7 斜坡加工与锁口高度关系图Fig.7 Diagram of relationship between slope grinding and counterbore height

斜坡DE所在直线方程为

联立(5),(6)式即可求得 D点坐标 (XD,YD),此时轴承内圈锁口高度t4为

同样以上述轴承为例,在斜坡磨削工艺中,砂轮径向进给量与锁口高度的关系如图8所示。由图可知,当轴承斜坡角度大于零时,砂轮径向进给量与锁口高的减少量非1∶1的对应关系,且套圈斜坡角越小,砂轮径向进给量对锁口高度的影响越大。

图8 斜坡磨削量与锁口高度的关系Fig.8 Relationship between slope grinding quantity and counterbore height
4 结论
1)角接触球轴承中锁口的形成是沟道磨削工序和斜坡磨削工序共同作用的结果,最终的锁口高度与上述工序的磨削参数密切相关;
2)沟道磨削工序中,砂轮的径向进给会引起锁口高度增加,轴承内圈斜坡角越小,锁口高度变化量越大;沟道的首次磨削工序中,砂轮的轴向偏移同样会引起锁口高度的变化,并且内圈斜坡角度越大,锁口高度变化量越大;在套圈沟底直径不变情况下,沟曲率半径的变化与锁口高度的变化趋势相反,但是相比而言,其变化量对锁口高度的影响较小;
3)斜坡磨削工序中,砂轮的径向进给会引起锁口高度减小,内圈斜坡角度越小,锁口高度变化量越大。