汽车浮钳盘式制动钳总成装配技术浅析
2011-06-23葛勤
葛 勤
(柳州五菱汽车工业有限公司,广西柳州545007)
汽车是现代最广泛的陆地交通工具,制动系统是保证汽车安全行驶的重要保障装置,其中制动钳总成,是汽车制动系统中关键的核心部件,当制动钳总成为前制动器时,其提供的制动力约占整车制动力的70%,可见其重要地位。制动钳总成装配技术,是最终保证产品品质的有效手段,所以对其装配技术的研究,具有广泛和深远的意义。

图1 制动钳总成
1 装配工艺流程
1.油管内接头压装→2.放气螺钉通气性检测及拧紧→3.活塞防尘罩及缸孔注油→4.活塞压装及滑动力检测→5.低压气密性检测→6.高压气密性检测→7.真空气密性检测→8.滑柱孔及防尘罩注油→9.导向杆(定位杆)装配→10.制动钳总成外轮廓检测→11.制动钳总成拖滞力矩检测→12.合格产品打标。
2 装配技术及工艺参数分析
2.1 油管内接头压装
(1)工艺参数研究及确定。运用压力和位移传感器进行大量的模拟压装试验,通过试验数据分析和总结,发现可利用压入行程与压入力值相互制约的监控方法,作为压装的工艺参数,有效地保证了压装品质(如图2)。

图2 工艺参数控制图
A点接触辅助压头后,压力传感器产生0.2kN压力,系统设定该位置为0。继续下压至位置B点,设定判定条件下压行程为1.8 mm时,压力为2~2.5 kN为符合要求,则继续下压,否则判定为不合格。继续下压至位置C点,设定该位置为最终行程,压入力等于6.5 kN时压头退回。
(2)控制系统构成。实时采集相关工艺参数,利用压力传感器采集压入力值,光栅尺采集位移值。为保证在整个压装的过程中内接头匀速的压入,使用伺服电机来驱动压头。
所有元器件的逻辑控制、模拟量的采集处理均由PLC完成,并在人机界面上实时显示对应的工艺参数,得出系统构成图如图3。

图3 系统构成图
(3)成果。只需要手工装卸工件,以螺纹底孔定位,设备自动压装,通过自动监测压入力和行程保证装配品质,同时监控零件品质,压装设备的流程逻辑控制图如图4。

图4 流程逻辑控制图
由上述可见,所有的工艺参数均可由系统自动控制,有效地保证了装配品质。
2.2 放气螺钉通气性检测及拧紧
(1)放气螺钉孔通入一定压力空气,通过压力传感器监控前后气压变化检测通气性。
(2)采用电动拧紧机进行放弃螺钉上紧装配和力矩控制。电机采用伺服电机,系统采用PLC控制,应具有自动检测功能(如:拧紧初始力矩转换的校准检测、异常报警和异常码显示等)。通过对力矩、角度、电机转速的控制,有效保证了装配品质。力矩、角度、电机转速各自的控制关系,如图5至图7。

图5 扭矩与角度(时间)关系曲线图

图6 扭矩与角度(时间)关系曲线图
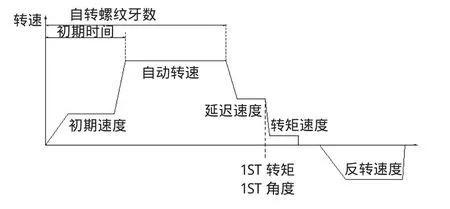
图7 电机转速曲线图
2.3 活塞防尘罩及缸孔注油
采用定量自动注油装置,保证注油定量和清洁。
2.4 活塞压装及滑动力检测
压装机的压头设计为浮动式,以便实现柔性压装,避免压装时损伤零件,保证装配质量。在装配过程中运用压力传感器对活塞滑动阻力进行检测。
2.5 低压气密性检测
运用测漏仪对制动钳总成进行低压 (0.5 MPa)气密性自动检测。
2.6 高压气密性检测
运用测漏仪和高压发生器对制动钳总成进行高压(10MPa)气密性自动检测,同时检测制动钳体的铸造缺陷。
2.7 真空气密性检测
运用测漏仪对制动钳总成进行200 Pa真空气密性自动检测。
2.8 滑柱孔及防尘罩注油
采用定量自动注油装置,保证注油定量和清洁。
2.9 导向杆(定位杆)装配
采用伺服电机驱动的电动拧紧机上紧装配和力矩控制。
2.10 制动钳总成外轮廓检测
采用专用外轮廓检测装置对制动钳总成外轮廓自动检测。
2.11 制动钳总成拖滞力矩检测
采用专用拖滞力矩检测机,依据国家标准对制动钳总成的拖滞力矩自动检测。
2.12 合格产品打标
采用电脑打标机对合格产品打标,实现产品追溯和批次管理。
2.13 防错技术
各工位装配完成后,采用触点式防错装置进行确认,只有确认后才能进入下工序。各工位(除3、8、12)均设置带有光电装置的可疑物料箱,当出现不合格品时,设备系统自动自锁,只有将不合格品放入定置的可疑物料箱后,设备系统才自动解锁。
2.14 在线检测和控制数据集成处理
拖滞力矩检测由工控机控制,其余工位由PLC控制,所有工位控制系统均与工控机连接,并进行数据集成处理,便于网络化管理。
2.15 生产拉动系统
建立生产拉动系统,实现精益生产。
3 结束语
通过对汽车浮钳盘式制动钳总成装配技术研究及分析,并将成果运用到实际生产中,历经多年的实践证明,工艺先进成熟,有效的保证产品装配质量,同时提升可疑物料管理和产品追溯管理,便于实现网络化管理和精益生产,具有良好的运用价值。
[1]张小虞,冯 超,余志生,等.汽车工程手册-制造篇[M].北京:人民交通出版社,2001.
[2]王煜东.传感器及应用(第二版)[M].北京:机械工业出版社,2008.
[3]任永强,杨建国,林巨广,何元祥.基于力封闭的多功能螺母拧紧机系统设计[J].制造技术与机床,2004,(1):3-5.