卷纸机间接张力控制的原理及实现
2011-06-02李明辉柴德喜陕西科技大学机电工程学院陕西西安710021
李明辉, 柴德喜(陕西科技大学机电工程学院,陕西西安 710021)
0 引言
卷纸机是造纸机的最后一个设备,位于造纸机的末端,用来把纸幅卷成纸卷,卷纸机的性能好坏,直接影响纸的卷取紧度及质量,并影响纸的贮存和下一步的加工性能。目前大多数纸机采用圆筒卷纸机,其操作方便,能卷取较大直径的纸卷。圆筒卷纸机属于表面卷取方式,被卷的纸卷被圧靠在被驱动的卷纸缸上,借摩擦力带动来卷纸,卷纸缸面的线速恒定,使纸卷有均匀的卷取紧度。由于该卷纸方式唯一依靠表面摩擦力工作,所以可按照卷纸的实际需要,立即产生最大的可达到的张力。图1是纸机上常用的一种导轨式圆筒卷纸机。
1 工作原理
蓄热张力控制使纸页得以及时舒展和平整,减少折子和断头,纸张质量品质的变化都会在不同程度上影响纸张的拉伸度。用一般的速差控制难以适应纸张品质的变化,而张力控制却能很好地解决这一难题。

图1 导轨式圆筒卷纸机

图2 卷纸缸传动示意图
圆筒式卷纸机传动结构如图2所示,由于卷纸缸和纸卷之间的摩擦力是一对作用力和反作用力,可作为内力处理,但随着纸卷半径的增大,纸卷的惯量对卷纸缸动态转矩的影响比较明显。
图2中:T——纸幅张力;
D——卷纸缸直径;
n——卷纸缸转速;
i——齿轮传动比;
M机——机械摩擦阻力矩;
M动态——卷纸缸动态转矩。
1.1 张力的产生
从卷纸机运行特点可知,卷纸机的控制关键在于对卷取张力的控制上。设卷取前一分部压光机的线速度为v1,卷纸机的线速度为v2,则产生的纸幅张力为

式中:T——纸张承受的张力;
L——卷纸机和压光机两传动点间的距离;
Y,S——纸张的弹性模量、截面积。
从式(1)张力的产生来看:要使张力恒定,必须保持线速度恒定。根据v=πdn,要使v恒定,必须使电机转速n∝1/d,即N∝1/M,可见卷纸机的负载特性为恒功率负载特性。由于张力波动是由线速度波动引起的,所以从直观来看,张力恒定即线速度恒定,而欲使线速度恒定,就需卷取功率为恒定值。因此,恒张力控制、恒线速度控制、恒功率控制在本质上是相同的。按张力控制方式的不同,可分为间接张力控制与直接张力控制两种。
1.2 间接张力控制
所谓间接张力控制,就是不检测卷取张力的大小,只对张力主要扰动量进行补偿,间接达到控制卷取张力恒定的目的。张力的扰动分析:张力主要是通过两个传动单元之间的线速度差形成的,卷取过程是一个动态的时变过程。根据传动结构图中受力关系,建立动态平衡方程。

式中:M——电动机电磁转矩;
M机——电动机及传动机构空载转矩和摩擦转矩;
M动态——动态力矩;
i——变速比;

D——卷纸缸直径。由式(2)、(3)可得出:

从理论上分析,由于i和D为常数,当采用恒转矩控制M为定值时,式(4)具有自衡特性。假定卷纸机前一分部压光机的速度v1不变,当卷纸机稳态运行时,M动态=0,张力T保持恒定;当实际张力T减小时,由于电磁转矩M和机械摩擦转矩M机为定值,则M动态>0,使卷纸机加速,从而使张力T增大;同样,当实际张力 T增大时,则M动态<0,使卷纸机减速,从而使张力T减小。这样就构成了基于负反馈的张力闭环控制,如图3所示,使张力保持稳定。
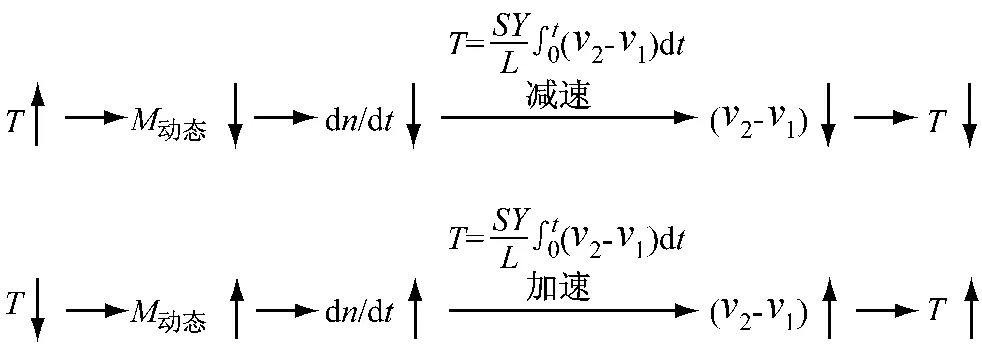
图3 张力自动调整原理示意图
实际上,卷纸机因机械安装精度、动平衡、纸卷直径的变化等因素会造成转矩、转速的不同程度的波动,而且卷纸机前一分部压光机的速度v1也不是定值,这些因素都直接影响间接张力控制的效果,尤其是卷纸机的动平衡对转矩的影响最为明显。如果能把这些因素限定在较小的范围之内,间接张力控制方案虽达不到直接张力控制的效果,但在成本上有明显的优势。在实际的工程应用上,可以忽略动态力矩波动的影响,认为恒张力卷取时,式(4)右边的第三项即动态力矩为零,把M机也看作为常数,这样张力T就正比于电机的输出转矩M,恒张力控制就转化为恒转矩控制。
2 采用ACS800变频器实现间接张力控制的方法
如前所述,在卷纸机稳定运行后将其控制方式由速度控制切换为转矩控制,就可实现其恒张力控制功能。ABB公司的ACS800变频器采用先进的直接转矩控制(Direct Torque Control,DTC)技术,内置直流电抗器,从而降低进线电源的高次谐波含量,最大起动转矩可达200%的电机额定转矩;ACS800的动态转速误差,闭环时为0.05%,静态精度为0.01%。动态转矩的阶跃响应时间,闭环时达到1~5 ms,即使不使用任何来自电机轴上的速度反馈,传动单元也能进行精确的转矩控制。图4显示了在使用DTC时的典型的转矩控制性能曲线,选用ACS800变频器可较理想地满足卷纸机张力控制的需要。

图4 ACS800转矩控制特性
图5所示为某纸机卷纸机设计的间接张力控制操作界面。该纸机采用PROFIBUS-DP现场总线系统控制ACS800系列变频器,由人机界面、可编程逻辑控制器(Programmable Logic Controller,PLC)、变频器组成三级控制网络。其卷纸机的控制原理为起动、引纸采用速度控制模式,引纸完成后按下操作屏上的“投张”按键,卷纸机传动由速度控制模式切换到转矩控制模式,能够自动调整卷取和压光之间的纸幅张力。操作人员还可根据实际纸幅运行状况通过“张力增”“张力减”按键调整设定张力大小。当出现断纸时,速差限幅具有防飞车和自动失张功能,卷纸机自动切换到速度控制模式,速差限幅值一般设定在10~30 m/min。该纸机正常生产后张力控制精度在5%以内,能够满足卷纸机对卷取张力控制的要求。
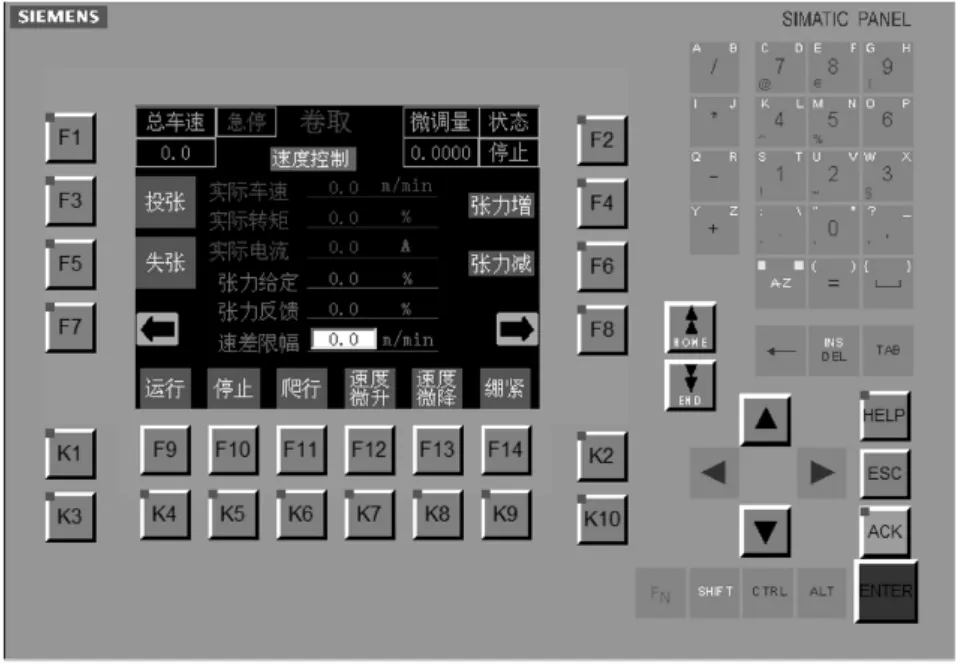
图5 某卷纸机间接张力控制操作界面
3 结语
该卷纸机间接张力控制方法被应用于某1760/350长网多缸造纸机上,取得了令人满意的效果。这种张力控制方法不足之处如下:(1)带转动机械而不带纸幅运转时,变频器的实际转矩有一定的上下波动现象,由此带来所控制的张力产生相应波动,造成所控制的张力不够精确;(2)纸卷从空卷到成卷逐步增大的过程中卷纸系统的负荷有一定程度的增大,造成所控制的纸幅张力逐步减小,但可通过操作面板的张力调整按键来调整。由于成本上的极大优越性,该张力控制模式还非常适合中小型卷纸机的间接张力控制。
[1]肖中俊,孟彦京,刘玉.张力控制在纸机传动控制系统的应用[J].微计算机信息,2005(4):111-112.
[2]李天利,许德玉,孟彦京.变频器滑差补偿对纸机间接张力控制[J].纸和造纸,2004(7):60-63.
[3]惠鸿忠,陈莲,肖明运.基于ACS800变频器的纸机间接张力控制[J].电工技术,2009(14):51-52.
