氧化醋酸酯马铃薯淀粉的制备工艺
2011-04-06谭属琼刘丽平陈厚荣
谭属琼,刘丽平,陈厚荣,刘 雄
(西南大学食品科学学院,重庆 400715)
氧化醋酸酯马铃薯淀粉的制备工艺
谭属琼,刘丽平,陈厚荣,刘 雄*
(西南大学食品科学学院,重庆 400715)
优化制备马铃薯氧化醋酸酯淀粉工艺。在单因素预试验基础上,选择次氯酸钠用量、乙酸酐用量、反应pH值、反应时间为自变量,以取代度为响应值,根据Box-Behnken原理设计试验,并进行显著性和交互作用分析。结果确定取代度的最佳工艺条件为次氯酸钠用量1.805%、淀粉与乙酸酐用量5∶1、pH8.06、反应时间1.5h,在此最佳条件下,制得的氧化醋酸酯淀粉取代度为0.0975。
马铃薯淀粉;氧化;醋酸酯;响应面试验
马铃薯淀粉是重要的植物淀粉,它的生产量和商品量仅次于玉米淀粉。马铃薯淀粉由于具有糊化温度低、黏度高、透明度高, 膨胀度大等特性,广泛应用于食品、饲料、医药等行业。但马铃薯原淀粉形成的的淀粉糊流动性差、固形物含量低、干燥慢等缺点,限制其应用范围。
氧化淀粉是淀粉在一定条件下与氧化剂起氧化反应生成的一种变性淀粉,具有胶液透明度好、固含量高、黏度低、黏结力强、流动性好等优点,已被广泛应用于纺织[1-2]、造纸[3]、食品[4-6]、建筑材料[7]、包装[8]等行业。但是单一氧化淀粉糊液黏度低,柔软性、伸长性、耐磨性、保油性和抗溶剂性较差,抗凝性较差。淀粉经过醋酸酯化后,引入了乙酰基团,与葡萄糖上的羟基形成了分子内氢键,阻碍了分子间氢键的生成和分子的聚集,增强了淀粉粘合剂的抗凝沉性,提高了贮存稳定性,形成的淀粉膜的透明度和光泽度好,柔软性、伸长性、耐折度和耐磨度高,糊化温度越低,凝沉性减弱[9-10]。但是,醋酸酯淀粉粘结力较差,渗透性较差,干燥速度慢,成膜均匀性较差。
本研究基于以上单一变性淀粉的优缺点,以马铃薯淀粉作为原料,以期综合两种变性淀粉的优点,提高马铃薯淀粉糊的黏度、抗凝性、成膜性、干燥性等。本实验从提高复合取代度出发,通过单因素试验和响应面试验优化,探讨制备氧化醋酸酯复合变性淀粉的最佳工艺条件,旨在为氧化醋酸酯复合变性淀粉的研发提供基础。
1 材料与方法
1.1 材料与试剂
马铃薯淀粉(在40℃烘干至质量恒定备用) 西安陇峰淀粉有限公司。
乙酸酐、氢氧化钠、盐酸 重庆川东化工有限公司化学试剂厂;次氯酸钠 成都市科龙化工试剂厂;亚硫酸氢钠 天津市瑞金特化学品有限公司;酚酞 重庆北碚化学试剂厂。试剂均为分析纯。
1.2 仪器与设备
SHB-B88循环水式多用真空泵 郑州长城科工贸有限公司;DHG-9070电热恒温鼓风干燥箱 上海齐欣科学仪器有限公司;HH-6数显恒温水浴锅、JJ-1精密增力电动搅拌器 常州澳华仪器有限公司;PHS-3C精密酸度计 上海大普仪器有限公司;Spectrun 100红外光谱分析仪 美国Perkin Elmer公司。
1.3 方法
1.3.1 氧化淀粉的制备[11]
称取马铃薯淀粉,并调制成30%~40%的淀粉乳,用3% NaOH调节pH值为7,并不断地搅拌淀粉乳。反应4h,在规定的时间(1~2h)内添加完次氯酸钠溶液。用量以有效氯占绝干淀粉百分率表示。反应开始后应每隔5min测量1次pH值,随时调整。反应体系的温度维持在30℃范围内。待反应结束时用3%盐酸将体系调至pH6.5,用10%的亚硫酸氢钠还原剩余的次氯酸钠,经洗涤除去可溶性副产品,盐以及降解产品,并离心洗涤[12]。蒸馏水洗涤数次后,于40℃干燥,即得氧化淀粉。分别制备次氯酸钠用量(有效氯,下同)为0.5%、1%、1.5%、2%、2.5%和3%的氧化淀粉备用。
1.3.2 氧化醋酸酯淀粉的制备[13]
将氧化淀粉用蒸馏水调成40%淀粉乳液,转入250mL烧杯中,放入水浴锅中,控制反应温度,在连续中速搅拌下,用3% NaOH溶液调节反应液到规定的pH值,滴加一定量的醋酸酐,混匀后,用3%氢氧化钠溶液调节pH值,维持pH值恒定。如此反复,反应到规定时间后,停止反应,用0.5mol/L盐酸调节pH值到4.5~6.5。将产品用蒸馏水洗涤至洗涤液不再显酸性,抽滤,40℃干燥。
1.3.3 氧化醋酸酯淀粉取代度的测定[14]
准确称取经充分干燥的产品2g,置于250mL碘量瓶中,加入50mL蒸馏水混匀,再加3滴1%酚酞指示剂溶液,然后用0.1mol/L氢氧化钠溶液滴定至微红色刚好不消失为终点,再加入25.00mL氢氧化钠标准溶液(0.5mol/L),在40℃恒温水浴中振荡0.5h。停止搅拌,用蒸馏水小心冲洗搅拌棒和塞子以及烧瓶壁口上的溶液,在用0.5mol/L 盐酸标准溶液滴定皂化后过量的碱至粉红色消失。所用的0.5mol/L盐酸标准溶液体积为V1。同时准确称取干燥的原淀粉2g(与样品等质量)进行空白试验。测定步骤同上,并记录用去的0.5mol/L盐酸标准溶液体积为V2。
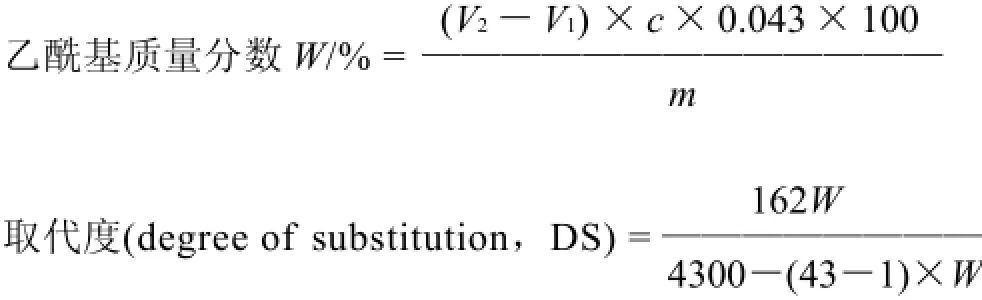
式中:V2为空白样消耗盐酸的体积/mL;V1为样品消耗盐酸的体积/mL;c为盐酸溶液浓度/(mol/L);m为称样质量/g;43和162分别为乙酰基和原淀粉每个葡萄糖单元的相对分子质量;1为H原子的相对原子质量。
2 结果与分析
2.1 氧化醋酸酯淀粉制备工艺条件的单因素试验
2.1.1 次氯酸钠用量对取代度的影响
分别以次氯酸钠用量0.5%、1%、1.5%、2%、2.5%和3%制备的氧化淀粉为原料,在乙酸酐用量10∶1、温度30℃、pH8反应1h,制得氧化醋酸酯淀粉,结果如图1所示。
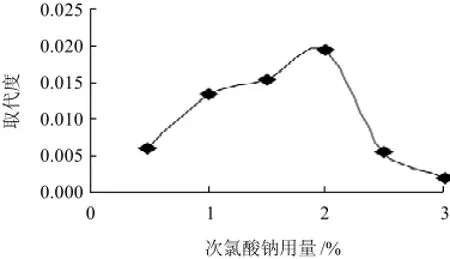
图1 次氯酸钠用量对取代度的影响Fig.1 Effect of NaClO amount on SD
由图1可知,随着次氯酸钠用量的逐渐增大,取代度先增大后降低,当用量为2%时取代度达到最高,高于2%后取代度越来越低,同时次氯酸钠用量越高,反应时越容易变黄,被碱化,导致后续加工受到影响。因此,次氯酸钠用量以1.5%左右为宜。
2.1.2 乙酸酐用量对取代度的影响

图2 乙酸酐用量对取代度的影响Fig.2 Effect of acetic anhydride amount on SD
以次氯酸钠用量1.5%的氧化淀粉为原料,在温度30℃、pH8、时间1h条件下,分别加入淀粉与乙酸酐用量比(质量比)40∶1、20∶1、13.3∶1、10∶1、8∶1、5∶1、4∶1、2.5∶1的乙酸酐制备氧化醋酸酯淀粉[13]。结果如图2所示。
由图2可以看出,随着乙酸酐用量的增加,氧化醋酸酯淀粉的取代度也随之增大,但当其用量超过5∶1时其取代度逐渐降低;当酯化剂的用量低时,反应效率较高,这是因为虽然单位时间内酯化剂与氧化淀粉的碰撞次数少,但有效碰撞概率大。但如果再增加乙酸酐用量,取代度就上升得很慢,并且在增加乙酸酐用量的同时,又得不断增加氢氧化钠的用量,而氢氧化钠的溶液浓度又不能太高,否则淀粉浆液易溶胀,从而使反应器中的整体溶液的固含量降低,反应效率降低。因此,乙酸酐用量以8∶1左右为宜。
2.1.3 反应pH值对取代度的影响
以次氯酸钠用量1.5%的氧化淀粉为原料,在30℃、淀粉与乙酸酐用量比10∶1条件下、分别在pH6、7、8、9、10、11反应1h制备氧化醋酸酯淀粉,结果如图3所示。

图3 反应pH值对取代度的影响Fig.3 Effect of pH on SD
由图3可以看出,随着反应体系pH值的增大,氧化醋酸酯淀粉的取代度先增加后降低。这是由于在酸性条件下,反应是可逆的,难以进行到底,取代度较低;在强碱性条件下,生成的氧化醋酸酯淀粉会发生一定程度的水解,在pH值大于9时,氧化醋酸酯淀粉的水解反应加快,导致氧化醋酸酯淀粉的乙酰基含量降低,其取代度变小,且颜色逐渐变黄,不利于后续应用[15]。当pH值为9时,氧化醋酸酯淀粉的取代度较大,因此,该反应体系的pH值在9左右为宜。
2.1.4 反应时间对取代度的影响
以次氯酸钠用量1.5%的氧化淀粉为原料,在30℃、淀粉与乙酸酐用量比10∶1、pH8条件下分别反应0.5、1、1.5、2、2.5、3h制备氧化醋酸酯淀粉,结果如图4所示。

图4 反应时间对取代度的影响Fig.4 Effect of reaction time on SD
由图4可以看出,反应时间在1h左右,乙酸酐分子有充分的时间进入到淀粉分子中与羟基完全接触,取代度不断增加,随着反应时间的延长,取代度逐渐减小。由于酯化反应是一个可逆反应,若反应时间过短,反应来不及达到平衡;反应时间过长又会增加酯化淀粉的水解,导致取代度下降[16-17]。因此,反应时间以1h左右为宜。
2.1.5 反应温度对取代度的影响
以次氯酸钠用量1.5%氧化淀粉为原料,pH8、淀粉与乙酸酐用量比10∶1、分别在温度30、35、40、45、50℃各反应1h制备氧化醋酸酯淀粉,结果如图5所示。

图5 反应温度对取代度的影响Fig.5 Effect of reaction temperature on SD
由图5可以看出,随着反应温度的升高,取代度先增大后降低,在温度为40℃时取代度达到最高。这是因为反应温度低时,相同时间内反应物分子间碰撞次数少,乙酸酐分子不太容易与羟基充分接触,反应速度较慢,取代度较低;温度升高时有利于提高取代度,温度过高时醋酸酯淀粉的水解速度也显著加快,45℃以上时取代度反而下降;另一方面,温度过高会加速乙酸酐的挥发、酯化淀粉易糊化且白度有所降低。因此反应温度以40℃为宜。
2.2 响应面法优化试验
2.2.1 响应面试验设计
根据单因素试验结果,设计响应面试验的因素水平表,结果见表1。同时,按照Box-Behnken试验设计,设定不同时间、不同pH值处理以及添加不同比例的次氯酸钠和乙酸酐,结果见表2。

表1 响应面试验的因素和水平编码值Table 1 The coded values and corresponding actual values of the optimization factors used in the response surface analysis

表2 Box-Behnken试验设计及结果Table 2 The experimental design and results for response surface analysis

表3 取代度的二次响应模型的方差分析Table 3 Analysis of variances for the fitted regression model
由表3方差分析可知,模型的差异极显著。拟合不足(lack of fit)检验的P=0.0569>0.05,模型失拟不显著,未知因素对试验结果干扰小,且R2=94.01%,说明模型拟合程度良好,试验误差小,模型选择合适。由此可用该模型来分析和预测不同反应条件下所制备的氧化醋酸酯淀粉的取代度。由表3的P值可知,方程中A、B、D、A2、C2、D2对DS的影响极显著(P<0.01),AD对DS的影响显著(P<0.05),说明该设计中因素对响应值的影响不是简单的线性关系,交互项和二次项都有显著影响。
2.2.3 氧化醋酸酯淀粉取代度响应面分析与最优工艺条件的确定
由图6可知,随着次氯酸钠用量的增加,取代度逐渐增大,当用量为1.75%时达到最高,再增加则逐渐降低;同时,乙酸酐用量增加,取代度也逐渐增大,当用量高于5∶1后取代度亦变化不大。
2.2.2 模型方差分析
根据设定不同时间、不同pH值处理以及添加不同比例的次氯酸钠和乙酸酐,对表2数据进行多元回归拟合,获得取代度的二次多项回归方程为:

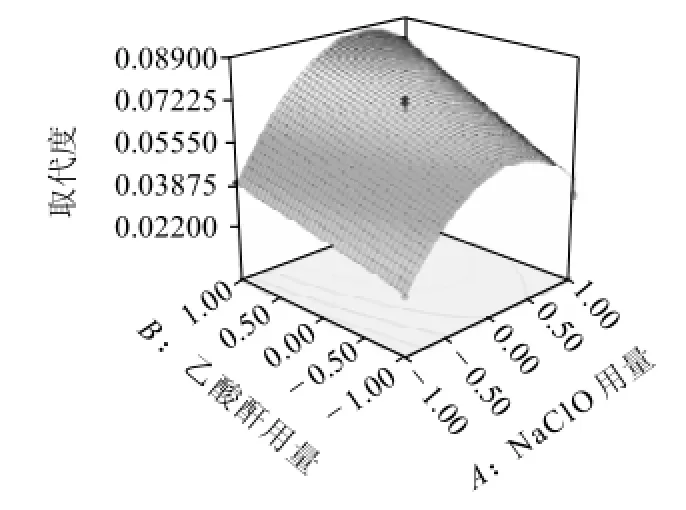

图6 次氯酸钠用量与乙酸酐用量的响应面图和等高线图Fig.6 Response surface and contour plots showing the effects of NaClO amount and acetic anhydride amount on SD

图7 次氯酸钠用量与反应pH值的响应面图和等高线图Fig.7 Response surface and contour plots showing the effects of NaClO concentration and pH on SD
由方差分析可知,次氯酸钠用量与反应pH值对取代度没有显著影响,如图7所示,随着次氯酸钠用量和反应pH值的逐渐增加,取代度都逐渐增高,当达到一定的反应条件后,取代度有逐渐降低的趋势。
由方差分析可知,次氯酸钠用量与反应时间对取代度有显著影响,如图8所示,随着次氯酸钠用量的增加,取代度逐渐增大。次氯酸钠用量低于1.75%时,取代度逐渐增大,当高于1.75%后,取代度有逐渐降低的趋势;同时,反应时间过长时对取代度反而有影响,反应时间一定时,能够使其充分反应,从而得到较高取代度的产品。当次氯酸钠用量1.75%,反应时间1.25h,取代度达到最高,再继续增加用量和延长时间,取代度不再升高。

图8 次氯酸钠用量与反应时间的响应面图和等高线图Fig.8 Response surface and contour plots showing the effects of NaClO concentration and time on SD
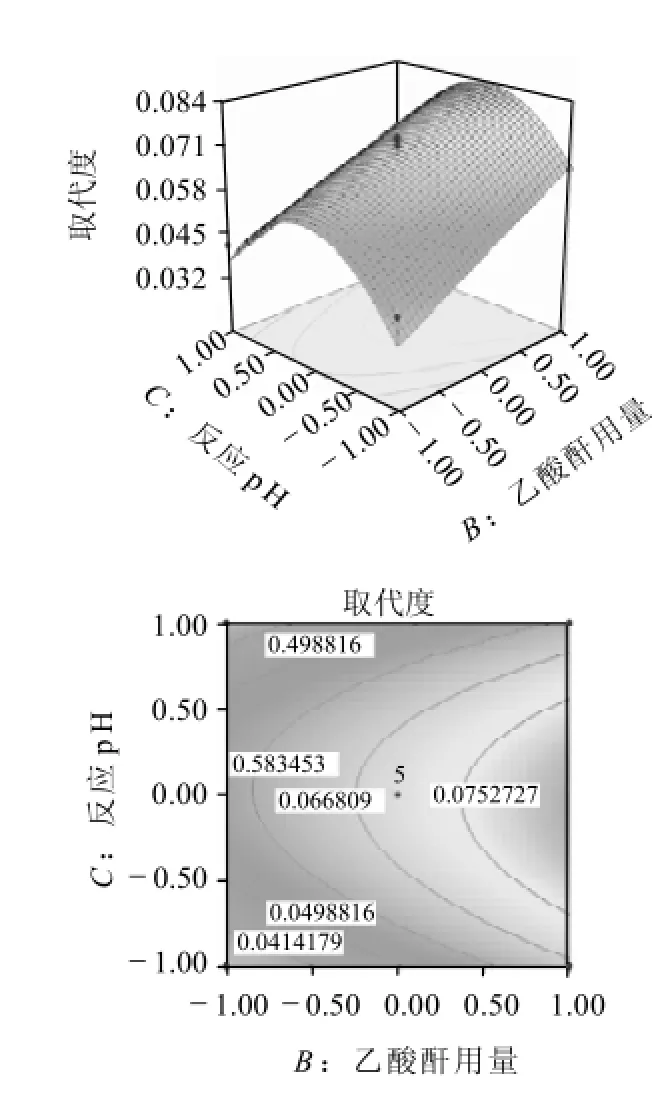
图9 乙酸酐用量与反应pH值的响应面图和等高线图Fig.9 Response surface and contour plots showing the effects of acetic anhydride concentration and pH on SD
由图9可知,增加乙酸酐的用量和调整反应pH值对取代度有较大的影响,随着乙酸酐的用量的增加,取代度逐渐增加,反应pH值的碱性逐渐增强,取代度先增大后减小。这是由于乙酸酐用量增加,则要增加中和所需的碱液,同时,淀粉乳浓度降低,不利于反应的进行,则取代度降低;同时,pH值逐渐增大,氧化醋酸酯淀粉的水解反应加快,导致氧化醋酸酯淀粉的乙酰基含量降低,其取代度变小,且颜色变深,不利于后续加工。

图10 乙酸酐用量与反应时间响应面图和等高线图Fig.10 Response surface and contour plots showing the effects of acetic anhydride concentration and time on SD
由图10可知,随着乙酸酐用量和反应时间的增加和延长,取代度逐渐增大,且在一定程度上保持平衡不变,再增加乙酸酐用量则体系浓度降低,反应效率降低,反应时间过长又会增加酯化淀粉的水解,导致取代度下降。
由图11可知,反应pH和反应时间对取代度没有显著的影响。但是,随着反应pH值和反应时间的增加,取代度先增大,然后逐渐降低。当pH8、反应时间1.25h时取代度达到最高。
通过Design-Expert 7软件的分析,氧化醋酸酯淀粉制备的响应面趋势呈抛物线形,因此回归方程有极大值,结合方程与响应面图可得到制备的最优条件为次氯酸钠用量1.805%、乙酸酐用量5∶1、pH8.06、反应时间1.5h,在此最佳条件下,制得的氧化醋酸酯淀粉预期取代度为0.0981。

图11 反应时间与反应pH值响应面图和等高线图Fig.11 Response surface and contour plots showing the effects of time and pH value on SD
2.3 工艺验证及红外光谱分析
2.3.1 验证实验

表4 最佳工艺条件验证结果Table 4 Experimental SD values under optimized preparation conditions
由表4可知,在最佳工艺条件下,氧化醋酸酯淀粉的取代度与预测值接近,因此进一步验证了实验结果。
2.3.2 红外光谱图分析
用红外光谱仪对纯化的原淀粉、氧化淀粉和氧化醋酸酯淀粉(DS = 0.0975) 进行分析。采用KBr压片法的红外谱图如图12所示。
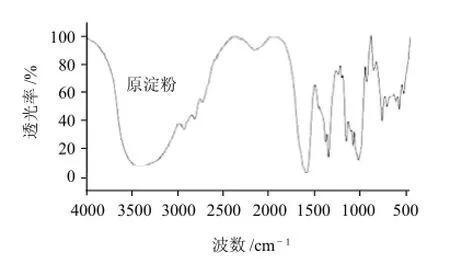
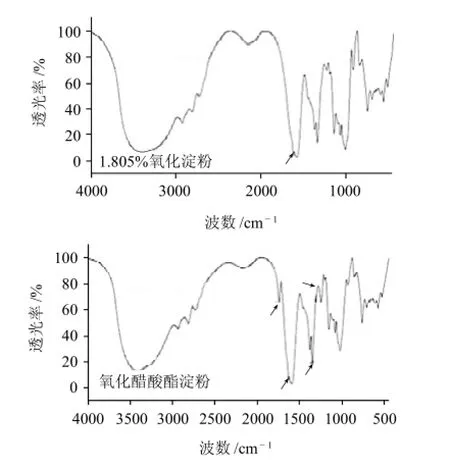
图12 各样品红外光谱图Fig.12 Infrared spectra of native starch, oxidized starch and oxidized starch acetate
从图12可以看出,氧化淀粉在1644cm-1附近出现了特征吸收峰,氧化醋酸酯淀粉在1750cm-1附近出现尖锐而明显的吸收峰,此羰基伸缩振动的吸收峰随着乙酰基的引入而变大,说明淀粉结构中引入了乙酰基;在1376cm-1和1242cm-1附近对应的醋酸酯的特征峰十分明显。由此可以肯定原淀粉在酯化改性过程中确实引入了醋酸酯基团。
3 结 论
3.1 通过响应面试验设计得出4个因素——次氯酸钠用量、乙酸酐用量、pH值、反应时间对产品取代度的回归方程:DS=0.070+0.015A+0.014B-0.0004333C+0.010D+0.005850AB+0.0009750AC+0.007900AD-0.002375BC+0.005900BD+0.004700CD-0.023A2-0.0003325B2-0.021C2-0.010D2。
3.2 通过试验得出了制备氧化醋酸酯淀粉的最佳工艺参数为次氯酸钠用量1.805%、淀粉与乙酸酐用量5∶1、pH8.06、反应时间1.5h,最佳条件下,制得的氧化醋酸酯淀粉实际取代度为0.0975。
[1]张燕萍. 变性淀粉制造与应用[M]. 2版. 北京∶ 化学工业出版社, 2007∶158-159.
[2]WANG Y J, WANG L F. Physicochemical properties of common and waxy corn starches oxidized by different levels of sodium hypochlorite [J]. Carbohydrate Polymers, 2003, 52(3)∶ 207-217.
[3]KESSELMANS. Oxidation of starch∶ US, 6822091[P]. 2004-11-23.
[4]CHATTOPADHYAY S, SINGHAL R S, KULKARNI P R. Optimization of conditions of synthesis of oxidized starch from corn and amaranth for use in film-forming applications[J]. Carbohydrate Polymers, 1997, 34(4)∶ 203-212.
[5]SUMANA C, REKBA S S, PUSHPA R K. Oxidised starch as gum arabic substitute for encapsulation of flavours[J]. Carbohydrate Polymers, 1998, 37(2)∶ 143-144.
[6]KITTIPONGPATANA O S, SIRITHUNYALUG J, LAENGER R. Preparation and physicochemical properties of sodium carboxymethyl mungbean starches[J]. Carbohydrate Polymers, 2006, 63(1)∶ 105-112.
[7]BEMILLER J N. Starch modification∶ challenges and prospects[J]. Starch, 1997, 49(4)∶ 127-131.
[8]韩立权, 韩学东. 纸蜂窝用氧化淀粉胶粘剂特性及应用[J]. 中国包装工业, 2003(9)∶ 18-21.
[9]钱大均, 杨光. 醋酸酯淀粉的制备及性质研究[J]. 中国粮油学报, 2007, 27(2)∶ 49-52.
[10]李新法, 刘培义, 陈金周, 等. 玉米淀粉醋酸酯的研制[J]. 包装工程, 2008, 29(5)∶ 18-19.
[11]张雯, 张盛贵, 张会翔, 等. 马铃薯氧化淀粉的工艺优化[J]. 甘肃农业大学学报, 2008, 43(4)∶ 131-134.
[12]蓝平, 蓝丽红, 吴如春, 等. 次氯酸钠氧化淀粉的制备工艺研究[J].广西民族学院学报∶ 自然科学版, 2006, 12(3)∶ 104-107.
[13]肖华西, 吴卫国. 低取代度醋酸酯淀粉的特性及其合成工艺[J]. 现代食品科技, 2006, 22(3)∶ 156-158.
[14]赵海波, 马涛, 张冶. 微波辐射合成醋酸酯淀粉的研究[J]. 粮油加工, 2007(2)∶ 81-84.
[15]龙剑英. pH值对淀粉酯化反应的影响[J]. 广西大学学报, 2001, 26 (1)∶ 47-50.
[16]廖文波, 杨欣静, 蓝仁华. 氧化醋酸酯淀粉粘合剂的制备与性能改善[J]. 包装工程, 2009, 30(1)∶ 58-61.
[17]欧石燕, 周永元. 醋酸淀粉酯浆料的研制[J]. 中国纺织大学学报, 2000, 26(1)∶ 48-51.
Optimization of Preparation Process of Oxidized Potato Starch Acetate by Response Surface Methodology
TAN Shu-qiong,LIU Li-ping,CHEN Hou-rong,LIU Xiong*
(College of Food Science, Southwest University, Chongqing 400715, China)
The response surface methodology (RSM) was used to optimize the preparation conditions of oxidized potato starch acetate. On the basis of one-factor-at-a-time experiments, a 29-run Box-Behnken experimental design involving 4 variables at 3 levels was used for mathematical modeling of substitution degree (SD) with respect to NaClO amount, acetic anhydride amount, pH and reaction time. The optimal reaction conditions for improved SD were NaClO amount 1.805%, starch/acetic anhydride ratio 5∶1 (m/m), pH 8.06 and reaction time 1.5 h, resulting in an SD of 0.0975.
potato starch;oxidized;acetate;response surface methodology (RSM)
TS235.2
A
1002-6630(2011)14-0040-07
2010-09-30
重庆市科技攻关计划项目(2010AC4012)
谭属琼(1985—),女,硕士研究生,研究方向为碳水化合物资源开发与利用。E-mail:xt102545@163.com
*通信作者:刘雄(1970—),男,教授,博士,研究方向为碳水化合物资源开发与利用。E-mail:liuxiong848@hotmail.com