浅析2010版GMP与无菌粉针机械工程
2011-02-27于颖卢存义
于颖 卢存义
(1. 中国药科大学,江苏南京 210009 2.南京博健科技有限公司,江苏南京 200037)
1 中国GMP之无菌制剂工程发展历程
1.1 第一版GMP的历史背景
在人类社会经历了多次重大的药物灾难,特别是20世纪最大的药物灾难“反应停”事件后,药品的生产质量引起了公众的关注。1962年美国FDA组织坦普尔大学6名教授,编写并制定了GMP规范《药品生产质量管理规范》,并由美国国会于1963年首次发布。
此后,于1963—1993年间,FDA对GMP进行了多次修订,并在不同领域充实完善,使得GMP成为美国及全世界药事法规的重要组成部分。
目前美国实施的现行GMP(Current Good Manufacturing Practices, cGMP),是FDA在1993年颁布的版本。
我国于1982年中国医药工业公司制定了《药品生产管理规范(试行本)》。1985年经修订,由国家医药管理局推行颁布。1988-03-17由卫生部颁布了我国第一部药品GMP。当时,正值中国改革开放之际,国力薄弱,整个国民缺医少药。
中国第一版GMP的制定依据当时的国情和国力,第一版GMP使得药品生产企业有法可依,给药品生产企业提供了生存及发展基础。
随着中国经济的迅速发展,中国国力迅速增强。据报道,国内市场,每年需求西林瓶包的药品120亿支;预计2013年中国将成为全球第三大药品市场,2020年接近美国,市场规模从目前245亿美元增加680 ~ 780亿美元。中国医药市场占跨国制药公司30%。
第一版GMP已不再能满足日益扩大的国内外药品市场对医药产品的需求。
为了确保公众的用药安全,提升我国制药工业水平,与医药产品的国际化发展相适应。如何修订GMP,正处于探索阶段,这样,2010版GMP送审稿出台。
从具体内容上看,2010版GMP对涉及到药品质量的生产、监控、管理过程条文更加具体化。2010版GMP给制药企业提供了药品生产质量管理的具体原则指导和要求,其附录内容也更加详细具体。
2010版GMP对无菌制剂工程的规定和要求也更加严格。
制药装备第269总期23期上,田耀华先生论及了无菌制剂灌设备隔离技术可行性,深入浅出,分析透彻;以专家独到的眼光、犀利地指出了无菌粉针剂工程中存在的问题,及无菌灌设备研发的方向及难点所在。本文进一步探讨2010版GMP (送审稿)中无菌制剂部分在具体生产中的可操作性。
1.2 浅析2010版GMP——无菌制剂部分
第一版GMP与2010版GMP(送审稿)内容提纲上的对比[1],如表1所示。
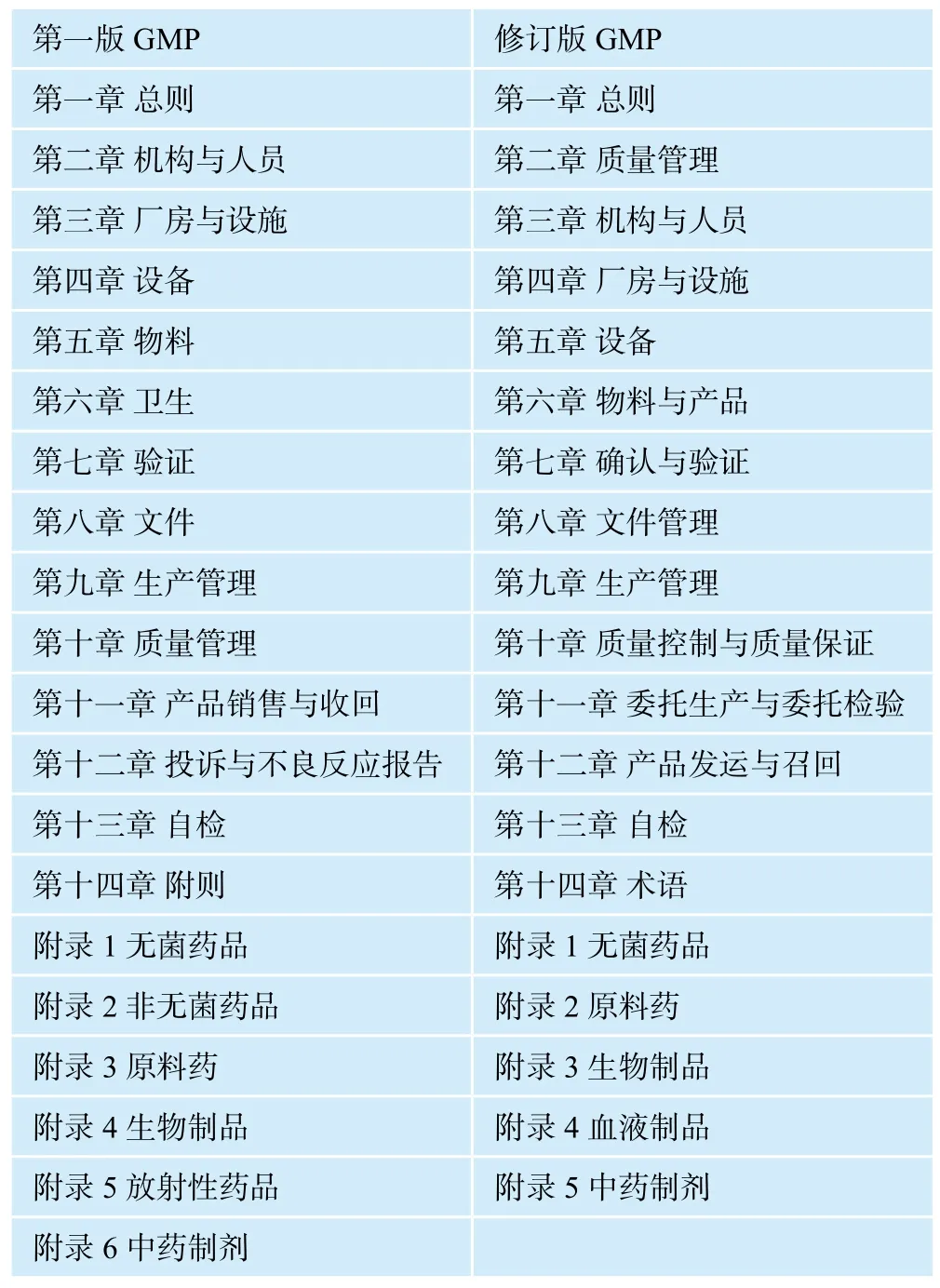
表1 第1版GMP与2010版GMP(送审稿)提纲对比
(1)2010版GMP(送审稿)去除了“第六章卫生”,增加了“第十章 质量控制及质量保证”部分,并且将质量管理由第一版的第十章的位置提升到第二章,在“第二章 质量管理”中增加了“第四节 质量风险管理”内容,使药品生产质量的管理更加合理、可靠和科学。
(2)2010版GMP(送审稿),附录删除“非无菌制剂部分”。98版GMP“附录 非无菌制剂”被定义为“法定药品标准中未列无菌检查项目的制剂”,这种划分没有实质意义,因为,GMP的主体文件就是按照非无菌制剂起草的,国际上任何体系的GMP都没有将非无菌制剂作为一种单独的类型起草单独的规范。因此,新版GMP附录中只有无菌药品、原料药、生物制品、 血液制品、中药制剂五个附录部分。
(3)与第一版GMP相比,2010版GMP(送审稿)制订了详细的指导文件,如:设备确认和验证、工艺验证、分析方法验证、无菌工艺验证、计算机系统验证等,其详细程度与美国FDA的cGMP、WHO的GMP、及欧盟的GMP相似,2010版GMP (送审稿)已与国际准则接轨。
下面浅层次探讨2010版GMP(送审稿)与无菌制剂机械及工程相关条款,为制药企业及制药机械企业在选择及优化设计无菌制剂机械设备提供思路。
(1)2010版GMP(送审稿) “第五章 设备”中,第一节 原则 第71条规定:设备的设计、选型、安装、改造和维护必须符合预定用途,应尽可能降低发生污染、交叉污染、混淆和差错,便于操作、清洁、维护,以及必要时进行的消毒或灭菌。
这里的“应尽可能”给出了具体实施时的可操作性。这就要求无菌制剂机械厂在设计时,就应进行设计认证及确认,使得设备的设计符合预定用途和本规范要求;并充分购买方针对机械结构、材料、功能细节部分进行详细的探讨,建立约定,尽可能降低发生污染、交叉污染、混淆和差错的可能。
(2)2010版GMP(送审稿) “第九章 生产管理 第二节 第4条 防止生产过程中的污染和交叉污染,生产过程中应尽可能采取措施,防止污染和交叉污染”中有如下:“采用密闭系统生产”。在附录的无菌制剂部分,第13条 对于非最终灭菌产品的无菌生产,要求一般应在B级背景下的A级洁净级别中进行,详细见表2所示。
这要求在生产及参与的转运过程中,应尽可能采用隔离器技术[2]。
附录无菌制剂部分,第四章 专门制定了隔离操作技术规范。强调隔离操作技术能最大限度降低操作人员的影响,并大大降低无菌生产中环境对产品微生物污染的风险。高污染风险的操作宜在隔离器中完成,图1为液态灌封隔离器。
无菌隔离化[2]手段包括:隔离器、RABS、手套式操作、机械手、快速交换传递口、充气式密封、空气锁、装袋进出、管路密封输送等控制方式。
上述条款,皆涉及到无菌制剂生产设备的性能及质量。在新版GMP推行实施的初期,无论无菌制剂机械企业还是无菌药品的生产企业,都存在着一个摸索前进,不断在实践中完善,从而达到新版GMP要求的过程。
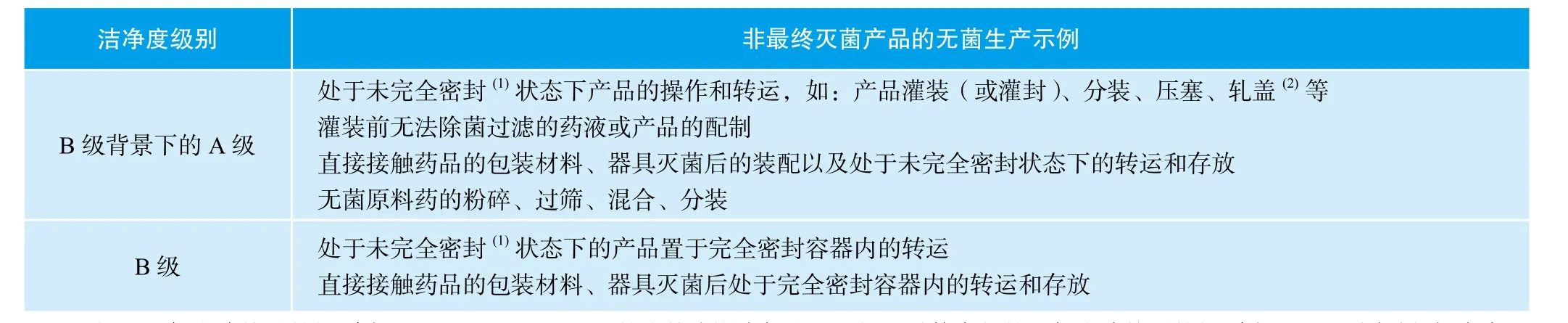
表2 非最终灭菌产品在A及B 级下生产示例
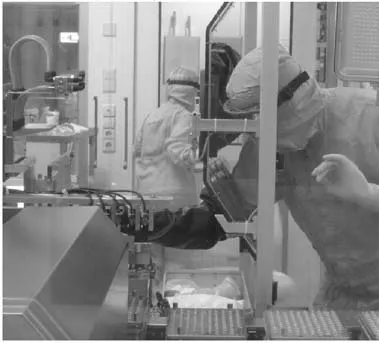
图1 液体灌装隔离器
2 隔离器设计技术
隔离操作技术是2010版GMP(送审稿)无菌制剂中增加强调的部分。但隔离操作技术并不是一个简单的罩子和一副手套的问题,合理的隔离操作技术所涉及的影响因素非常多[3],因此,隔离器的合理及优化设计是目前需要研究的课题之一。
2.1 隔离器
隔离器(Isolator)技术是医药产品和操作者人身安全保护程度最高的技术。隔离室内部的隔离器达到了环境空气质量100级(ISO 5)的水平。周围环境的空气质量等级达到了ISO 8级。隔离室(如图2所示)系统有自己的温度和湿度调节系统,有自己的压力调节装置,此可以根据不同的医药产品生产任务在各个隔离室工作间中形成不同的工作压力等级(实现对人员和产品的保护);密闭的隔离室带有自己的通风系统,通过专门的循环空气管道或者双层玻璃窗保证了隔离室的通风。
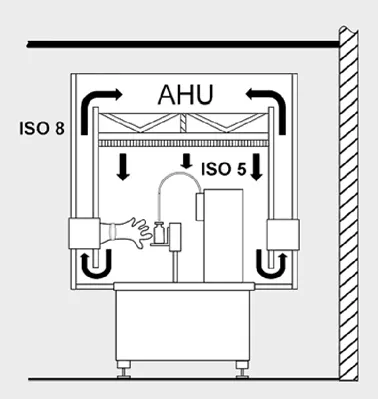
图2 隔离器的一般结构
隔离器操作采用手套的方式。
隔离器和隔离用袖管或手套系统(如图1所示)应进行常规监测,包括经常进行必要的检漏试验。
在选择隔离器手套时,应注重隔离手套的质量,手套的材质最好选择耐强酸及强碱、耐100℃温度的丁基橡胶材料,防止劣质手套带领的二次污染,如图3所示。

图3 隔离器手套
2.2 RABS
一般而言,RABS (Restricted Access Barrier System)隔离装置对产品和操作者的人身安全保护程度都高于传统的超净室系统。在RABS隔离装置中,有安全互锁的防护门,固定安装在隔离系统上的取物手套等,这些结构及措施保障了内部达到了环境空气质量100级(ISO 5)的生产环境。RABS分被动式(Passive)和主动式(Active) ,被动式所处的环境背景洁净级别为ISO5级,主动式所处的环境背景洁净级别为ISO7级;系统都配备有中央HVAC装置,通过隔离手套介入生产设备的操作,文献3中给出了详细的论述。
2.3 隔离技术的选择
隔离器与RABS的区别对比,如下表3所示:
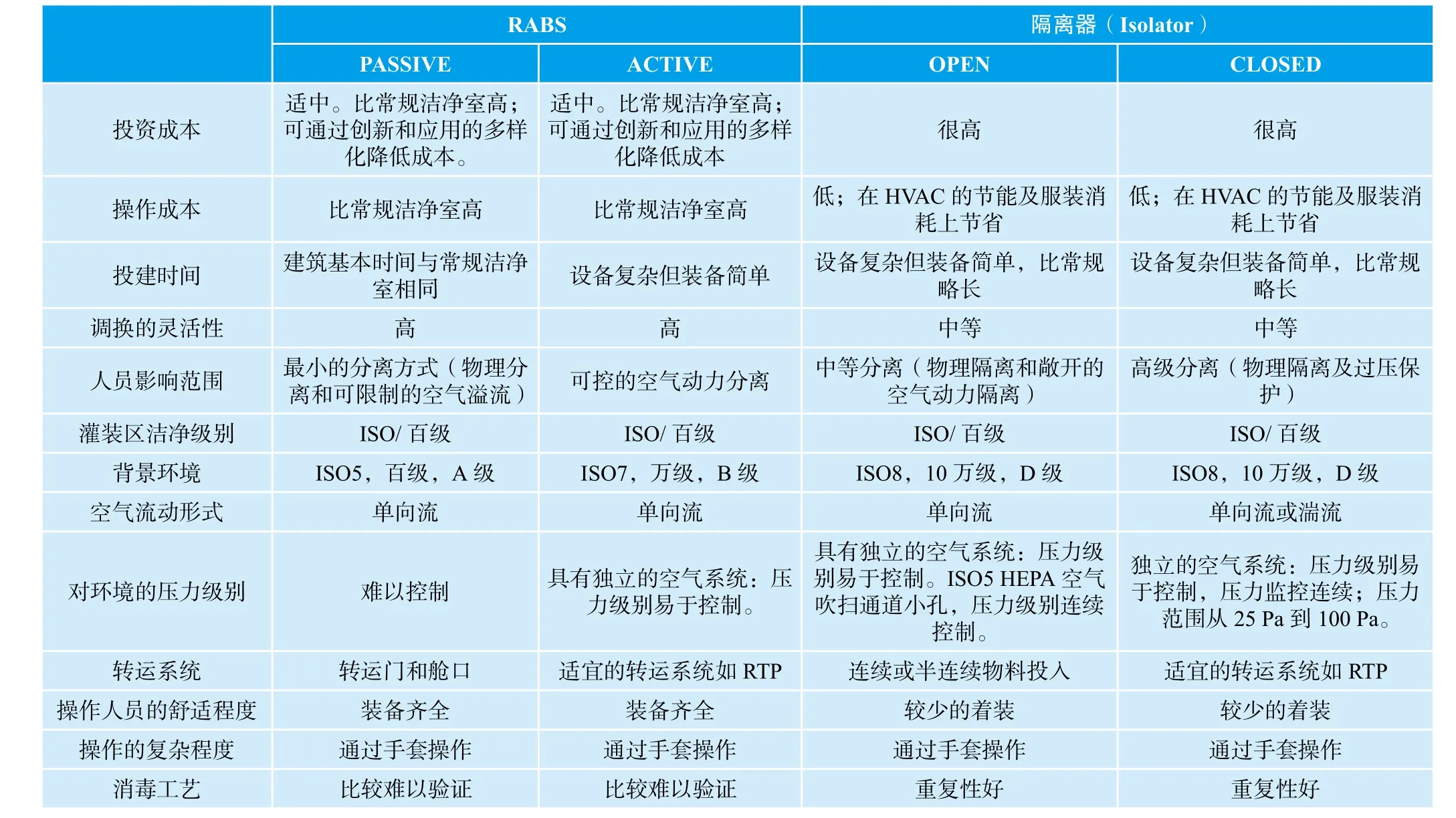
表3 隔离器与RABS的区别对比
3 风险评估技术在隔离器设计中的初试
修订版GMP[1]“第二章 质量管理”中增加了“第四节 质量风险管理”内容。该部分内容包括:
第一条 质量风险管理是对药品整个生命周期进行质量风险的识别、评估、控制、沟通、回顾的系统过程,运用时可采用前瞻或回顾的方式。
第二条 应根据科学知识及经验对质量风险进行评估,保证产品质量。
第三条 质量风险管理应与存在风险的级别相适应,确定相应的方法、措施、形式和文件。
风险管理被明确地列入修订版GMP中,可见其在药品生产质量管理中的重要程度。风险管理是在风险评估基础上进行的,风险管理和风险评估是不可分割的两部分。风险评估技术可以预测可能出现的危害风险、并控制解决风险。
无菌制剂是药物制剂过程中要求最为严格的一个环节,针对无菌制剂设备及无菌制剂药品生产过程进行风险评估技术的研究,并逐步将其应用于无菌制剂的生产管理过程中,具有示范和推广作用。
无菌制剂的关键环节之一为隔离器,隔离器系统的优良直接决定了无菌环节的优良。
在隔离器中采用优化设计及基于风险评估的分析及评估设计,是优化设计隔离器系统和结构的一种新的方向。在优化设计的基础上,进行对比实验,结合风险评估技术,进一步提高隔离器的综合性能。
风险评估技术包括错误模式和影响分析FMEA(failure mode and effects analysis)、错误模式影响和关键分析FMECA(failure mode effect and criticality analysis)、危险分析和关键控制点HACCP (Hazard Analysis and Critical Control Point)。
3.1 FMEA和FMECA
故障模式及影响分析(failure mode and effects analysis (FMEA) ) 是一种前瞻性的可靠性分析和安全性评估方法。该方法可通过预分析产品设计及其生产过程中收集的历史数据,有效防止系统发生潜在失效。FMEA是可行性分析的一种系统手段。它可以提高产品的性能,降低整体风险级别,做到“事前预防”,而非“事后纠正”,这一理念在GMP制药生产过程中是非常有价值,并应该加以深入研究和推广的[4]。
应用FMEA的步骤如下:①单个产品及过程的分析;②列出产品潜在的失效因素,估计失效发生的频率、严重度及可检测水平;③进行问题的总体评估,提出改正措施及控制失效发生的方案。
故障模式及影响分析(FMEA)不可能由某一个体完成,它需要FMEA团队共同合作完成。FMEA团队包括熟悉产品的内部工作人员及过程专家,团队通常由生产过程的管理人员、产品质检人员、设备机械工程师、操作及维护人员、产品所涉及设备的设计工程师、设备生产厂家和FMEA专家组成,小组基于FMEA理论及数据收集的基础上进行工作风险评估工作。
FMEA工作原理可描述如下:FMEA团队根据现有的资料和客户要求,分析鉴别系统及工程的每一个潜在的故障模式,分析引起故障的原因,建立一份完整的“故障模式分析表格”(根据生产线设备的具体操作、专家的经验[3]、数据的积累,建立的粉针剂灌装工段灌装线设备简易失效登记表,如图4所示);然后利用统计方法,估算故障发生时的严重度(Severity, SEV, S)、失效发生的概率(Occurrence, OCC, O)、失效被检测的可能性或在生产线上被矫正的可能性(Detection, DET, D )等因素。
失效引起危害程度的全局值可以由风险优先数RPN(risk priority number )表述。
风险优先度RPN(risk priority number)按公式(1)进行计算:
风险优先度RPN=(S)×(O)×(D) (1)
其中,S是指潜在故障模式发生时,影响后果的严重程度;取值在1-10之间。O是指某一特定故障起因或机理出现的可能性;取值在1-10之间。D是指发现故障原因的难易性,或指在故障发生后,流入顾客前被发现的难易性;是探测故障模式原因机理的能力的指标,取值在1-10之间。
根据RPN值的大小,可判断过程设计或过程操作是否必要进行改进或确定改进的轻重缓急程度,从而以较低成本,减少事后损失,提高系统或生产线运行的可靠性。
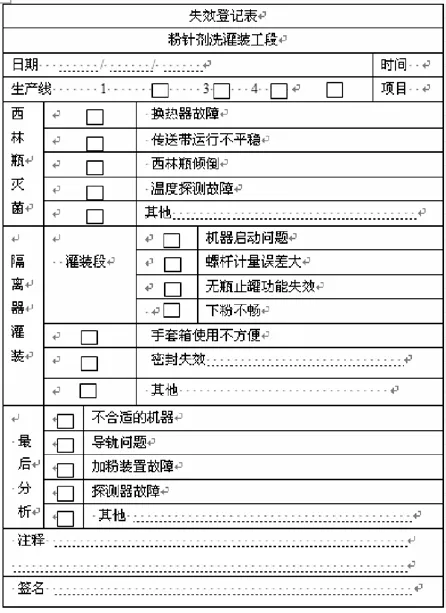
图4 简易的失效登记表
RPN最大值为1000,通常设定一个临界的阀值,如阀值取大于50(1000的5%)时,就需要纠偏行为。或者在RPN数值基础上界定:较小的风险,不采用行动;中度风险,采取某些行动;高风险,采取矫正行动;严重风险大规范范围内采用纠正行为。
FMEA工作中,最具挑战性的工作就是数据的收集,其包括产品及生产线上的技术数据、操作参数及有关生产线或设备失效发生的数据记录[5]。这些工作需要隔离器生产厂及使用单位的共同合作来完成。
4 无菌粉针分装机械与国外先进水平的差距
4.1 中国粉针分装线机械现状
目前,我国现有非最终灭菌制剂(冻干粉针、粉针等抗生素瓶类注射剂)生产设备主要包括超声波洗瓶机、隧道灭菌烘箱、灌装加塞设备、压盖机。这些设备与国外先进水平相比,存在相当差距,这使得无菌产品的质量存在较大的风险。
主要表现在:
(1)洗瓶机的水气流量、压力、温度的实时记录与监控,过滤器装置的在线检测、洗瓶机清洗管路的CIP/SIP等功能不健全。
(2)隧道灭菌烘箱的热分布、热穿透性能试验不能满足要求,热分布不均匀,升温不均匀,热能的利用率较国外的同类设备低;隧道内风速实时记录与监控、尘埃粒子实时记录与监控、冷却段在线灭菌等功能有待于进一步的发展。
(3)国内极少数厂家灌装加塞设备能实现灌装药液管路及灌装泵的CIP/SIP;胶塞转运、半加塞后转运大多采用人工进行,只有个别厂家可以实现胶塞震荡斗料自动输送清洗干燥后的胶塞;灌装设备的装量缺乏准确性,装量误差大的问题,与国际标准差距最大。灌装设备上没有可控制的自动称量系统。整个联动线仍出现破瓶现象。灌装(分装)加塞百级层流的记录与监控、模拟显示功能不健全;装置缺失在线检测异物技术、在线检漏技术、条形码识别与追踪技术等。缺乏有效的百级层流屏蔽系统,即使药机厂配备了层流,但对层流装置的层流气流的分布、影响因素都未进行系统研究,实时监控尚不完善。
(4)国内设备零部件的材质选择、加工手段、自动化软件系统、基于风险评估的可靠设计方面存在较大不足。
(5)国内的粉针剂分装机主要采用螺杆分装形式,主要使用PLC及步进电机来构成的一套控制系统,分装精度不稳定。药物粉体加料斗设置在RABS外,采用粉体自身重量式加料方式,符合GMP对洁净程度的要求;该装置具有无瓶不分装、无瓶不加塞、缺瓶不分装、不加塞,过载保护等功能。
4.2 国外先进粉针分装机械
国外先进粉针剂分装机械的特点:
(1)高产量,每小时18000个西林瓶,具有两个灌装头,伺服电机驱动灌装头。
(2)穿墙设计,所有驱动装置安装在无菌灌装区外部,在机器的外部进行维修;空气压力和真空源安装在灌装室外,具有独立的内外部清洗系统,可实现每种剂型过滤器的清洗。
(3)设计成RABS和隔离器形式,采用快速转运站连接(Rapid transfer prots RTP)。传送器设计简单,易于清洗和消毒,
(4)在选材上,框架选择304或铝合金,与物料接触的地方为316L,表面的粗糙度为20Ra,安全防护罩采用316L进行框架制造。
(5)采用西门子触摸屏控制,电控互锁安全门。传感器具有西林瓶不足时停机、堵塞时停机、加塞站西林瓶不到位停机、西林瓶未加塞时停机、西林瓶从下游回转时停机功能;具有低料液位报警功能。可通过重量、预加料系统、充气系统或伺服控制系统进行加料,加料装置安装在防护罩外部。
(6)安装有自动称重及校核重量系统;采用单称校重,消除级差漂移,减小震动对称量的影响。
(7)配备有旋转桶和震动胶塞加料器,可实现胶塞的自动上料。
(8)具有21CFR适应的数据采集系统,包括PC机、数据采集软件、PLC以太网能力。
像文献3中强调的,尽管国外的设备的某些性能是国产机所不具备的,但对于国内的无菌制剂机械的开发和研究,还应该结合国情,循序渐进,加大研发力度,而不是低水平的仿制。
5 结论
对2010版GMP(送审稿)相关问题的探讨,可进一步推动中国制药企业及制药机械企业与国际先进水平及管理规范接轨,这是撰写本文的初衷。2010版GMP正式启用后,将全面带动无菌制剂机械的设计水平、生产制造水平、检验及管理水平的提升。找准国内外先进设备的技术差异,不断实践、积累经验,不断提高并完善,提高设备的自动控制水平,将现代设计方法应用于产品设计过程中,将是我们制药机械行业所面对的共同课题。
[1] 送审版GMP《药品质量管理规范》试行版[S]. 2009.
[2] 田耀华. 分装机发展趋势及其研发思路[J]. 机电信息, 2007(05): 5-8.
[3] 田耀华. 对无菌制剂灌(分)设备隔离化技术可行性探讨[J], 机电信息, 2010, 269(23): 1-6.
[4] 卢存义. 浅析新版GMP与无菌粉针设备[J]. 机电信息—中国制药装备期刊, 2010, 29: 5-7.
[5] 曹茂国, 钱金善. 航空发动机可靠性分析技术FMEA/FMECA[J].航空发动机, 1995, 4: 32-39.
