陶瓷注射成型中水萃取脱脂粘结剂体系的相容性研究
2011-02-06贾翠谢志鹏刘伟孙加林
贾翠 谢志鹏 刘伟 孙加林
(1.北京科技大学,北京100083;2.清华大学,北京100084)
0 前言
水萃取脱脂技术是在陶瓷注射成型中引入具有热塑性和水溶性特征的高分子粘结剂体系的一种新的化学萃取脱脂方法,具有脱脂效率高、脱脂缺陷容易控制、节能环保、适宜复杂形状和大尺寸陶瓷部件的成型制备等优势,从而克服了目前工业生产中普遍使用的热脱脂技术产生的脱脂速率低、时间长等弊端。因此,水萃取脱脂新技术被认为是陶瓷粉末注射成型的核心技术的突破,将推动陶瓷注射成型技术的更加广泛应用。该技术利用成本低、无污染的水作为溶剂,脱除粘结剂中的水溶性组分,具有高效、低碳、环保等优点。与传统的热脱脂工艺不同的是,水基粘结剂一般包括:水溶性聚合物、非水溶性骨架粘结剂和其他添加剂。注射料的流动性、分散稳定性以及注射成型后坯体的强度等性质都取决于粘结剂之间以及粘结剂与陶瓷颗粒之间的相互作用。因此相容性在粘结剂体系设计中是首要考虑的问题[1-2]。当各组分工艺相容时,各组分仍然保持其独立特性,从而对整个共混物提供新的具有工艺相容性的粘结剂体系。
由此可见,水萃取脱脂粘结剂的研发关键在于组元性质集合的粘结剂体系或配方的设计,其中,各组分的相容是其基本要求[3]。本文根据组分间相容性原理,开创性地提出陶瓷注射成型水萃取脱脂粘结剂组分相容性的三大判断方法:溶解度参数法、热力学计算法、显微镜法,以评判水基注射料的相容性,并以PEG/PVB以及PEG/PMMA两个水基粘结剂体系为例进行说明,讨论了陶瓷注射成型粘结剂的相容性对注射料流动性及水萃取脱脂速率的影响。
1 相容性计算依据
陶瓷注射成型工艺的注射料是多相混合物,包含无机陶瓷颗粒以及多种结构不同的有机粘结剂组分,其中既有高分子量的主体粘结剂组分,如骨架粘结剂和水溶性组分,也有其它添加剂,例如表面改性剂和增塑剂。Greman曾提出粉末注射成型粘结剂要有一定的相容性[4],即工艺相容(部分相容)。聚合物之间的相容性是选择适宜粘结剂体系的重要依据。
聚合物的相容性有三种定义:热力学相容性、部分相容性和工艺相容性。热力学相容性是指高分子在分子尺度的相容,即组分具有在任何比例都能形成稳定均相体系的能力。热力学理论要求热力学相容性的充要条件是混合自由能为负值和混合自由能-组成曲线上无拐点。若仅满足第一个条件而不能满足第二个条件则具有部分相容性。工艺相容性是指在长期使用过程中具有稳定的物理机械性能意义上的相容性。
在陶瓷注射成型注射料共混中,如果两组分不相容,则共混的粘结剂体系宏观上相分离,与粉末混练后不能得到均匀的注射料,注射时产生相分离或得到的注射坯体不均匀,导致烧结体不均匀。如果两组分达到热力学相容,则不能同时发挥两组分各自的优越性,粘结剂流动性、保形性及易于脱除不能同时兼顾;当两组分具有工艺相容时,此时各组分仍然保持其独立特性,而对整个共混物提供新的宏观性质,也就是具有工艺相容性的粘结剂体系,既有低分子组元提供的良好的流动性,又同时具有高分子组元提供的高强度。
由以上讨论可知,热力学相容性并不能作为两种高聚物能否共混的依据,但是与聚合物的工艺相容性密切相关。通过共混实验判断组分的相容性是最直观有效的方法,可以通过共混体系的显微结构观察组分的混合状态。
2 粘结剂相容性的评价方法
2.1 溶解度参数计算法
评价有机高分子之间相容性有很多种方法,例如溶解度参数法、差式扫描量热法和显微镜法等[5]。高分子共混的过程实际上是分子链间相互扩散的过程,受到分子链间作用力的制约。内聚能密度(ΔE/V,单位体积的汽化能)是分子链间作用力大小的量度,但由于高分子不能气化而无法直接测其内聚能密度,因而常用溶度参数δ,即内聚能密度的开方值(ΔE/V)1/2来表征分子链之间作用力的大小,δ值越接近,相容性越好。根据Hildebrande[6]溶度参数δ相近原则,只有当高聚物A与溶剂B的溶度参数差值 δA-δB<1.5时,两者才有可能相容。对于低分子物质,特别是极性低分子物质的溶解度参数可通过下式计算[7-8]:

其中,d表示色散分量,p表示极性分量,h表示氢键分量。并有:

各结构基团的Fdi、Fpi、Fhi可查表。
聚合物的溶解度参数可以从其结构式出发,利用结构基团的摩尔吸引常数E来估算:

其中,M0为重复结构单元的相对分子质量,摩尔吸引常数E可查表得到。
根据以上各式可得到陶瓷注射成型中常用有机粘结剂的溶度参数值,如表1所示。对于水萃取脱脂常用的主体粘结剂PMMA/PEG和PVB/PEG,PMMA和PEG之间的溶度参数差为0.9~1.2;PVB和PEG之间的溶度参数差为0.5~1.5。根据相容性判断准则,这两个体系应该处于热力学部分相容区域或者工艺相容性区域。具体需要热力学计算及共混工艺试验的验证。
2.2 热力学计算法
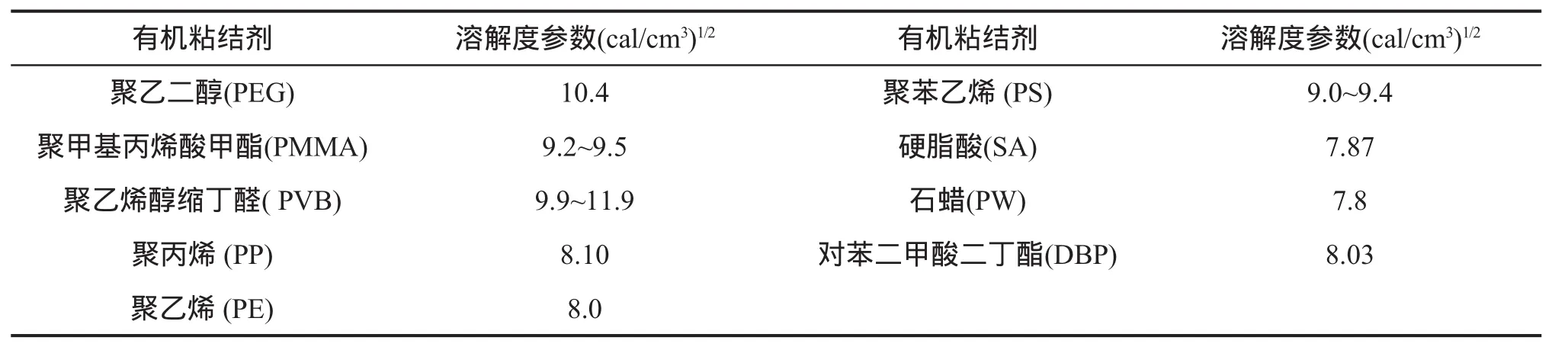
表1 注射成型常用有机粘结剂的溶解度参数Tab.1 Solubility parameters of some conventional binders for injection molding
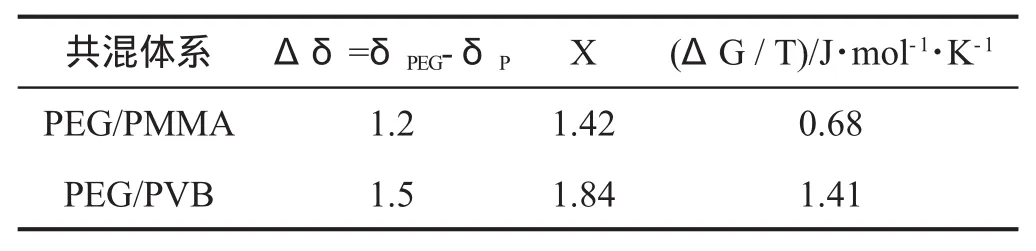
表2 共混体系参数的计算Tab.2 Calculation of the blending system parameters
根据热力学一般原理,任何两种物质进行共混,都存在一个共混自由能的变化,其混合自由能可以表示为:

其中,△G为混合自由能,△H为混合焓变,△S为混合熵变,T为绝对温度。
两种物质进行共混如果有良好的相容性,能自发进行达到稳定的均匀分散必须满足下面条件:

根据Flory-Huggins高分子溶液理论[9],有

其中,R为普适气体常数,T为操作温度;nA、nB为两种共混物的摩尔含量;X为共混体系的相互作用参数,即Huggins常数;φA、φB为两种物质在共混体系中的体积含量。
根据高分子溶液的Hildebrand溶度公式[10]:


因此,由表1中的两种物质的溶度参数及确定的体积分数就可由式(12)计算出X,并由式(10)求出混合自由能△G。
现计算PEG与PMMA和PVB以7∶3的比例组成的粘结剂体系的热力学数据如表2所示。
当△G<0,表示在理论模型基础上,两种高分子有机物可以混合成单一均相。△G较能全面地反映共混物质的本质,但由于△G与T成正比,为了消除温度的影响因素,采用△G/T作为两组份能否相容的判据。本实验中,表2中所示的两种聚合物共混体系△G>0,表示热力学不相容,但其数值较小,可认为△G/T<1.5时具有工艺相容性。
2.3 扫描电子显微镜观察法
高聚物之间的相容性可以通过显微镜观察两者的混合物中分散相的尺寸推断,分散相尺寸越小,说明两者相容性越好。本文采用共溶剂法,将PEG与PVB(PMMA)(比例为7∶3)溶于共同的溶剂四甲基亚砜中,然后蒸发掉溶剂,得到两种聚合物的混合物薄片,将混合物薄片置于水中,溶解全部的PEG,然后干燥,借助SEM观察骨架粘结剂的微观形貌,如图1所示。可以看到,剩余的骨架结构为PVB和PMMA,孔洞为PEG溶解留下的。两种体系均为工艺相容,没有发生分相,并且PEG分散相颗粒尺寸都处于微米量级,证明两种体系的相容性很好,可以用于粉末注射成型中充当主体粘结剂。而(a)中PEG相的尺度为2~6μm,(b)中PEG相的尺度为1~2μm,所以PEG与PMMA的相容性要高于与PVB的相容性。
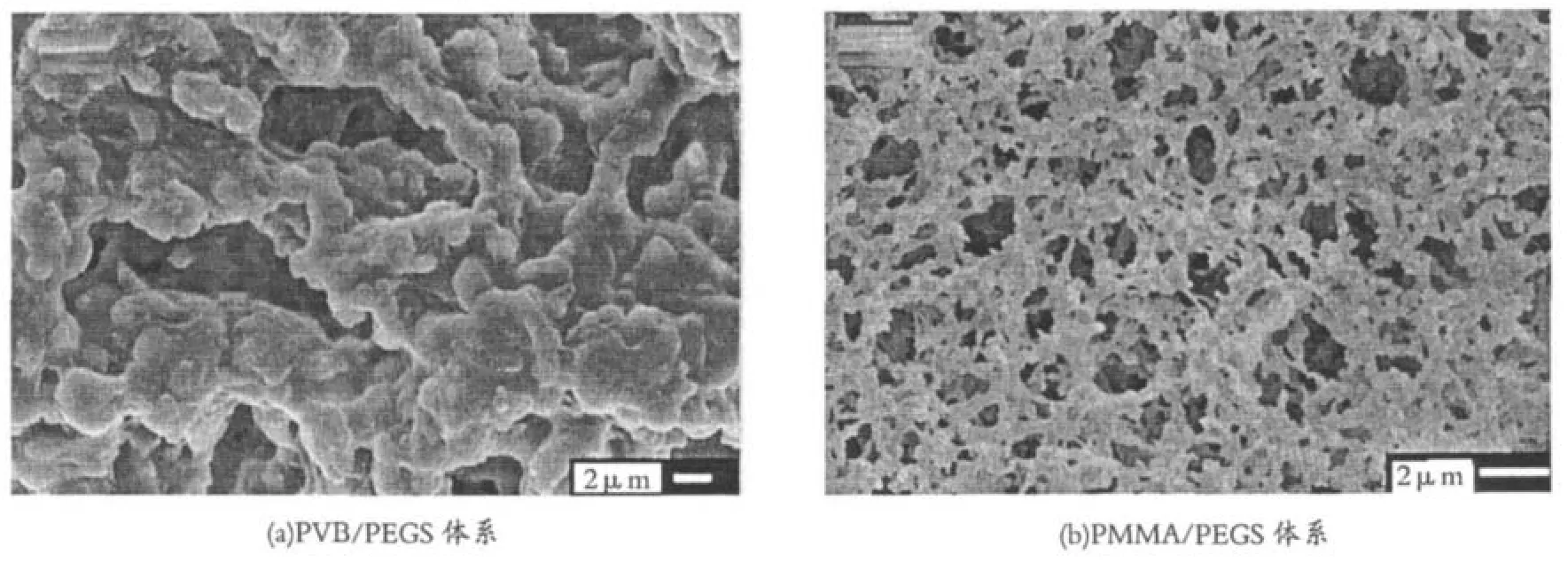
图1 P E G S溶解后骨架粘结剂形貌Fig.1 Morphologies of the binder systems with PEGS dissolved (a)PVB/PEGS system;(b)PMMA/PEGS system
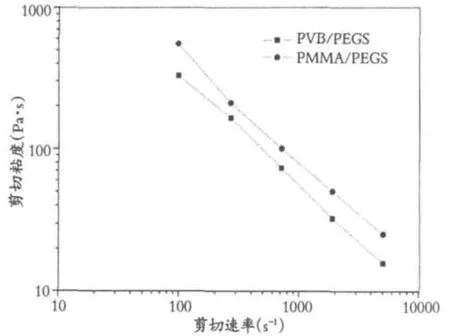
图2 P E G/P V B和P E G/P MMA两种体系注射料的流变性Fig.2 Liquidity of the feedstock with the systems of PEG/PVB and PEG/PMMA
3 粘结剂的相容性对共混注射料及水萃取脱脂的影响
陶瓷注射成型工艺要求在一定温度下使主体粘结剂与陶瓷粉体均匀混合,以得到具有一定流动性的注射料,所以,主体粘结剂的相容性越高,注射料的均匀性越好,并可由此获得具有良好水萃取脱脂性能的坯体,所以研究聚合物共混体系的相容性对注射料流变性及水萃取脱脂的影响具有很大的意义。
图2所示为PVB/PEGS和PMMA/PEGS体系两种体系注射料的流变性对比,由图可知两种注射料都呈现了典型的幂率流体的流变学特征。当剪切速率为1000s-1时,两种注射料的剪切粘度都在100Pa·s以下,能够满足陶瓷粉体注射成型的要求。PEG/PMMA体系注射料的剪切粘度比PEG/PVB稍低,这是由于PEG/PMMA之间的相容性要更好,赋予了注射料更好的流动性。
图3所示为两种水萃取脱脂粘结剂体系脱脂效率的对比。PEG/PVB体系的脱脂速率要稍高于PEG/PMMA体系,这可能是由于PMMA和PEG之间可以达到更小尺度上的混合,脱脂过程中PEG溶解留下的孔道更细小,限制了溶质的扩散传质。
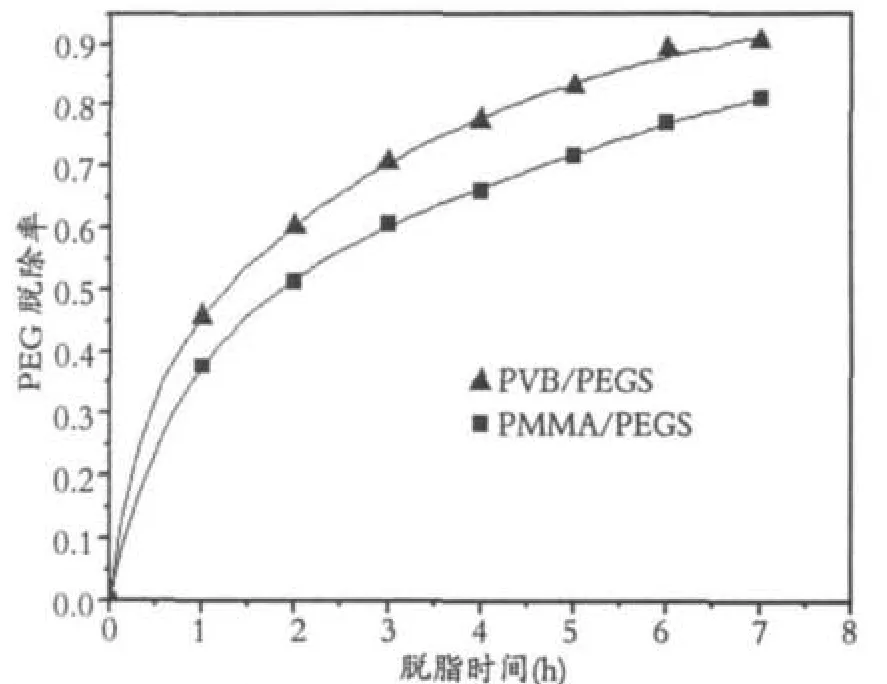
图3 P E G/P V B、P E G/P MMA两种体系的P E G脱除率与时间的关系Fig.3 PEG/PVB and PEG/PMMA systems'PEG debinding rate as a function of the debinding time
4 结论
(1)利用溶解度参数和热力学函数可以对陶瓷注射成型水萃取脱脂粘结剂体系的相容性进行计算和预测。
(2)利用扫描电子显微镜法对PEG/PVB和PEG/ PMMA两种体系的相容性进行观察,证实两种体系具有工艺相容性。
(3)通过陶瓷注射成型的共混和脱脂试验证明,粘结剂之间良好的相容性有利于获得具有更好流动性的注射料,但是在水萃取脱脂过程中可能会降低水溶性分子溶出的速率。
1吕亚非.高分子的相容性及其测定方法与评价.成都科技大学学报,1986:101~116
2吴唯.高分子合金的相容性及其研究方法-近代高分子材料科学与工程系列讲座之四.金山油化纤,1998:56~60
3钟宏,李海普,祝爱兰.水溶性MIM粘结剂组分相容性的预测方法.粉末冶金工业,2007,17(5):14~18
4 GERMAN R M.Powder Injection Molding.Princeton:Metal Powder Industries Association,1990
5王秀.氧化锆陶瓷的精密注射成型.北京:清华大学材料,2003
6 HILDEBRAND J,SOCTT R L.Solubility of Nonelectrolytes. New York:Reinhold Publishing Corporation,1949
7吴培熙,张留城编.聚合物共混改性.天津:中国轻工业出版社,1999
8马德柱,何平笙,徐种德等编.高聚物的结构与性能.北京:科学出版社,1999
9 FLORYPJ.PrinciplesofPolymerChemistry.NewYork:Cornell Univ.Press,1953
10武军,李和平编.高分子物理与化学.北京:中国轻工业出版社,2001