烤烟烘烤房干温度控制方法的改进
2011-01-15李英俊金珖龙
李英俊, 金珖龙
(延边大学工学院 电子信息工程系,吉林 延吉133002)
烤烟烘烤房干温度控制方法的改进
李英俊, 金珖龙
(延边大学工学院 电子信息工程系,吉林 延吉133002)
为了提高烤烟烘烤房的干温度精度和烤烟的烘烤质量,降低耗煤量,对往复推动式烟叶烘烤仪的干温度的控制方法进行了改进.通过利用模糊控制技术控制推煤电动机工作时间和停止工作时间,实现了根据烘烤工艺的要求对烤烟烘烤房的干温度进行实时监测的精确控制目标.
干温度;往复推动;模糊控制;烘烤工艺
0 引言
烤烟烘烤是决定烟叶质量等级的最后环节.在整个烘烤环节中,控制好烤房内的干温度对烟叶烘烤质量起着重要的作用.传统的往复推动式烟叶烘烤仪干温度的控制是通过控制鼓风机和推煤电动机的工作时间以及风门来控制的,由于这种控制方式是采用开关量控制,烤房干温度的延时性和非线性较为严重,因此烟叶烘烤的精度很难达到工艺要求,影响了烟叶的烘烤质量.另外,由于冷空气的进入和燃料的不完全燃烧,还致使烤房热能利用率降低[1].针对这种现状,依据烟草专家提供的控制要求对往复推动式烟叶烘烤仪干温度控制方法[2]进行了改进,即对推煤电动机的工作时间和停止工作时间采用了模糊控制技术.由于模糊控制技术具有系统响应快、超调量小、过渡时间短等优点[3],因此能够达到烤烟烘烤的精度工艺要求,保证烟叶烘烤质量,而且还能提高烟叶烘烤的热能利用率,降低烘烤成本,增加经济收益.另外,现场温度可直接通过“一线总线”的数字方式传输,可大大提高系统的抗干扰性能[4],且具有维护方便的特点.
1 系统构成
整个控制系统是由控制器、温度和湿度传感器、显示电路、鼓风电动机、排湿电动机和推煤电动机组成,控制系统整体框图如图1所示.
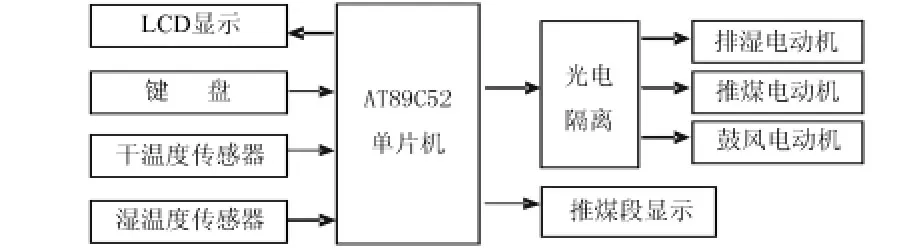
图1 控制系统的整体框图
整体电路以AT89C52单片机为核心,以DS18B20温度传感器对温度数据进行采集.DS18B20温度传感器是不需要A/D转换的“一线总线”接口的温度传感器.“一线总线”结构具有简洁经济的特点,它的温度测量范围为-55~125℃,在-10~+85℃范围内精度为±0.1℃.现场温度利用“一线总线”的数字方式传输,大大提高了系统的抗干扰性能.
烤房内的温度和湿温度是由DMB12864B-01N/W型号的智能LCD显示(实时监测),它可显示4行16×16点阵的汉字,每行8个共32个中文字,可显示8×8或16×8的字符.温度和湿温度的显示范围为0~99.9℃,精度为±0.1℃.系统根据烘烤工艺曲线控制推煤电动机、鼓风电动机和排湿电动机,保证烤房内的温度按照控制曲线变化.推煤段由一位数码管显示,推煤段分为1—7个工作段.
在烟叶烘烤过程中,控制系统将根据烘烤工艺曲线的要求对实时监测的数据进行控制,其中烤房内的干温度是由鼓风机和推煤电动机进行控制,湿温度是通过天窗排湿电动机的开启进行控制.推煤电动机的工作段是由人工设定,推煤运行时间和停止运行时间则是由单片机根据模糊控制规律推算后确定.
2 模糊控制器的设计
1)精确量的模糊化 设模糊变量为e(浓度偏差)和y(输出量).相应的模糊语言变量取值为:
e= {负大(NL),负中(NM),负小(NS),负零(N0),正常(Z0),正零(P0),正小(PS),正中(PM),正大(PL)};
y= {零(Z0),短(S),中(M),长(L),最长(ML)}.
精确量的模糊化的目的是求各模糊变量的隶属函数.将浓度偏差论域分为9个等级,即{-4,-3,-2,-1,0,+1,+2,+3,+4},通过测试和统计得出模糊变量e的赋值表,如表1所示.
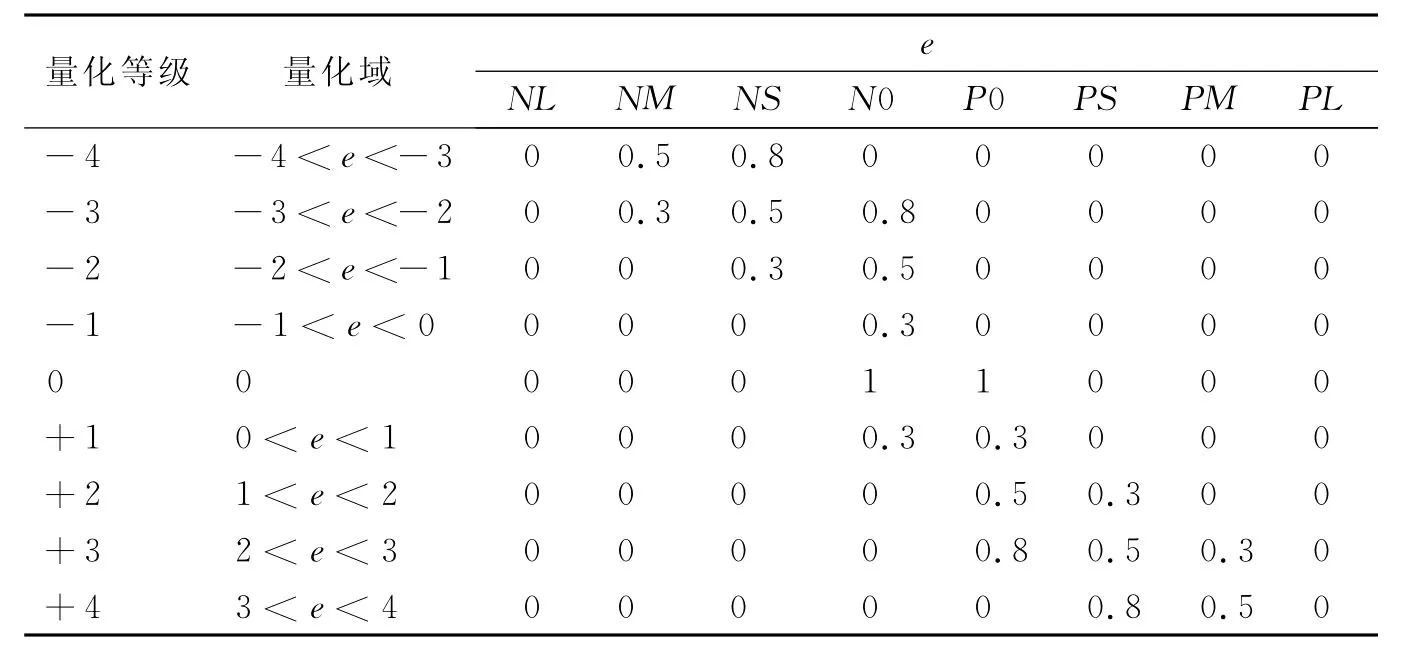
表1 浓度偏差e的隶属函数表
2)模糊控制规则的形成 对于单输入单输出的模糊控制器,其控制规则可写成如下形式:

其中Ui为浓度偏差模糊子集,Cj为输出量Y的模糊子集.当输入模糊变量取模糊子集Ui时,根据模糊合成规则可得输出量Yi,j=Ui○R,根据实际运行经验进行分析、归纳,得出模糊推理规则表(表2).当设定温度为42℃,推煤段为1段时,表2给出输出推煤时间值和推煤停止时间值.
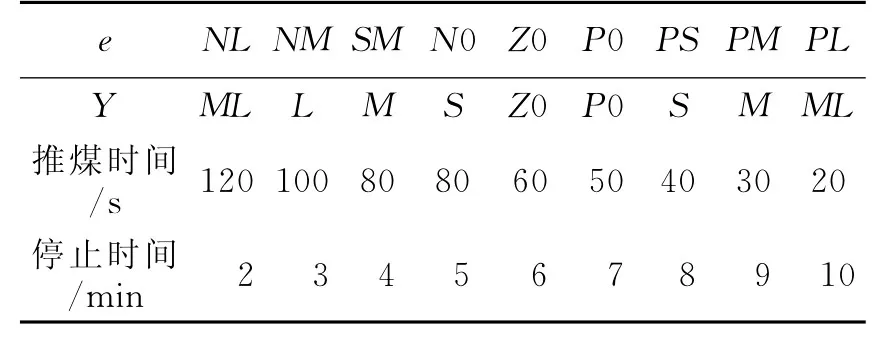
表2 模糊推理规则表
3)程序流程图 主程序流程图如图2所示,推煤电动机时间控制子程序流程图如图3所示.在图3中,根据模糊控制规律确定推煤时间和停止推煤时间,由模糊推理值确定推煤时间和停止推煤时间的常数入口地址.子程序结构采用循环方式,循环次数由地址中的数据确定.
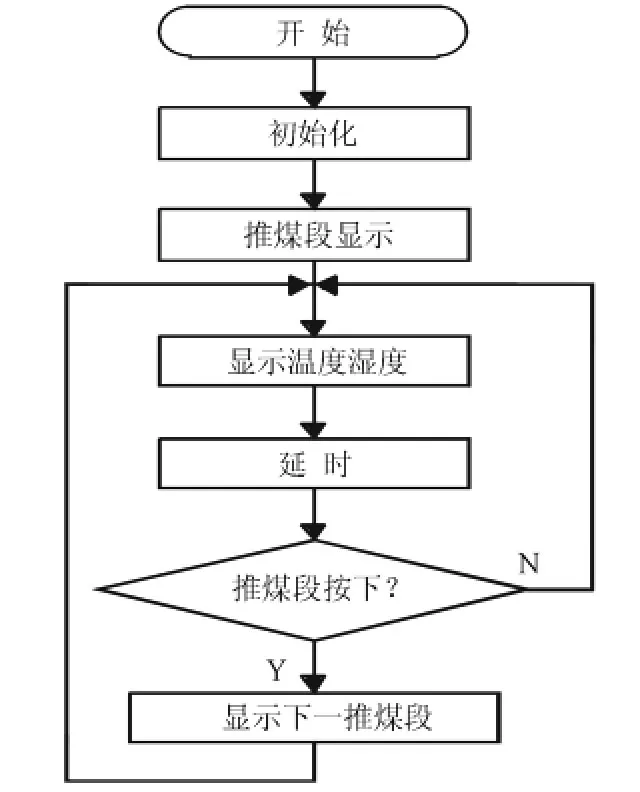
图2 主程序流程图

图3 推煤电动机时间控制子程序流程图
3 实验结果
实验采用宽×深×高(7 m×2.2 m×2.5 m)保温烘烤房对整个烘烤过程进行温度监测和对比实验.本文只画出42℃和56℃时开关量控制和模糊控制的对比曲线,如图4和图5所示.从图中可以看出:采用开关量控制时干温度波动最大,达到±5℃;采用模糊控制后,干温度波动最大为±2℃,满足了烘烤工艺的要求.通过现场实验还发现,本方法的耗煤量比之前减少了10%,有效地提高了热能利用率.
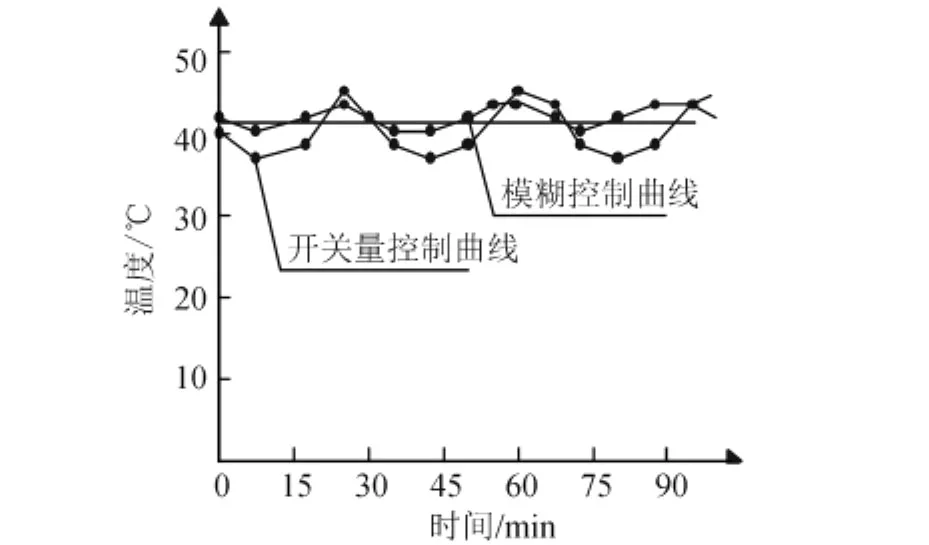
图4 设定值为42℃时控制曲线的对比
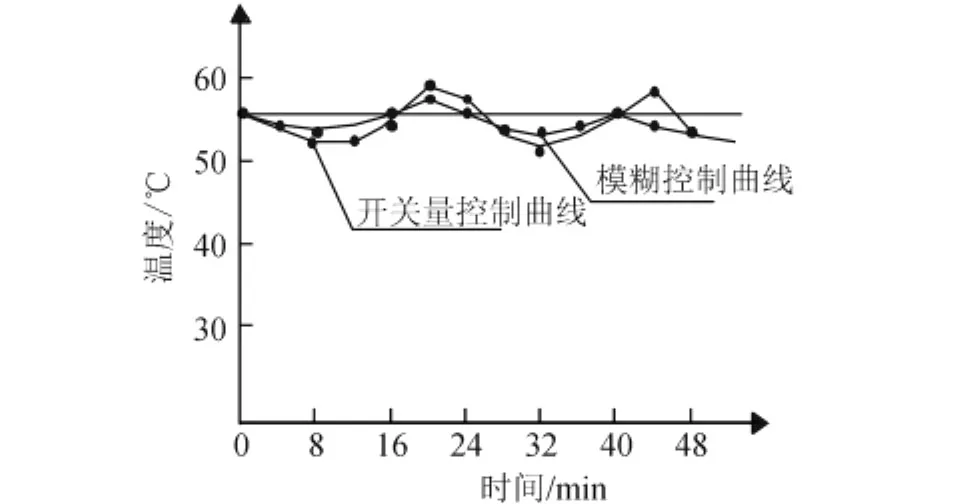
图5 设定值为56℃时控制曲线的对比
[1] 宋朝鹏,贺帆,王战义,等.提高烤房热能利用率的途径初探[J].安徽农业科学,2008,36(18):7743-7744,7751.
[2] 潘建斌,冯朝玲,王丽娟,等.烟叶烘烤自控专家系统的研究与应用[J].河南农业大学学报,2005,39(3):297-299,303.
[3] 许波,张培仁,张磊,等.模糊思想在多段注塑机温度控制中的应用[J].自动化与仪表,2007,22(6):43-45.
[4] 吴亮.DS18B20数字温度传感器在烟叶烤房监测仪中的应用[J].国外电子元器件,2005(10):19-21.
Improvement of Drying Temperature Control Method in Tobacco-Flue-Cured Barn
LI Ying-jun, JIN Guang-long
(Department of Electronic Information and Engineering,College of Engineering,Yanbian University,Yanji 133002,China)
To improve the precision of drying temperature control of tobacco-flue-cured barn and the quality of flue-cured tobacco,and to reduce coal consumption for flue-cured tobacco,the drying temperature control method for the flue-cured tobacco apparatus with reciprocating transport function was improved.The working time and halting time of a coal-transport electric motor were controlled by fuzzy control technology,with the technology above the real-time of the accuracy control of the drying temperature of tobacco flue-cured barn was realized.
drying temperature;reciprocating transport;fuzzy control;flue-cure technics
TP273.5
A
1004-4353(2011)03-0267-03
2011 -03 -27
李英俊(1963—),男,高级实验师,研究方向为自动化.
