空调检修流水作业的节拍与流程设计
2010-12-29马金友
中国市场 2010年35期
[摘要]本文讨论了空调检修的工艺过程中的问题,并针对日检修量要求,研究了检修工位时间分配、台位数与检修流程的配置问题。研究结果为当前列车空调检修工作提供了参考。
[关键词]空调检修;流水作业;节拍;流程设计
[中图分类号]TM925.12 [文献标识码]A [文章编号]1005-6432(2010)35-0122-02
1 空调检修的流程(或工艺台位)
在列车各类检修线中,空调机组检修线主要完成各种空调机组检修,包括空调机组分解作业区、机组清洗干燥区、组装作业区、试验区等。
依据列车空调检修线的要求,设计如下图所示空调机组检修线的流程:
各部分所承担的任务如下:
1.1 机组进库
机组从列车上卸下后,放置在空调机组转运设备(如叉车)上,送入检修库内,再由检修库内的行吊将空调机组待检品存放架上。
1.2 机组分解
用检修库内的行吊将空调机组从待检品存放架吊至电动转运小车,将机组送至分解作业区的分解升降台上,进行空调机组分解,包括拆卸盖板、边盖、通风机、冷凝风机、室外滤网、电热器等。
1.3 机组清洗及干燥
因空调机组清洗耗时较长,常常是检修的瓶颈,要满足各检修工艺时间需求和空调日检修量,必须确保清洗装置的功效。空调机组清洗装置采用机械清洗为主,人工清洗辅助的方式。配置了机械自动清洗系统、高压水清洗机(人工辅助清洗)和高温压缩空气气吹系统。完成空调机组的清洗和干燥。
1.4 组装
空调机组组装作业区安装了多套组装升降台。空调机组由电动转运小车运送至组装升降台,然后退出。在组装作业区,将已检修完的配件(包括风机、电机、加热器、盖板等)运送到空调机组组装升降台旁,再安装到机组内。
1.5 整机试验
空调机组组装完毕,用电动转运小车将空调机组运送至空调机组性能试验台的试验间。试验间配置了机组试验升降台架,试验时,电动转运小车可以移出试验间。在空调机组试验区能完成机组绝缘耐压试验、性能试验。
1.6 机组存放或出库装车
试验完毕,用电动转运小车把空调机组从试验间拖出,再由行吊把空调机组吊至修竣机组存放区的机组存放架上,或用行吊吊至机组转运设备(如叉车)上,移出检修库,完成整个检修过程。
2 日检修量的时间分配
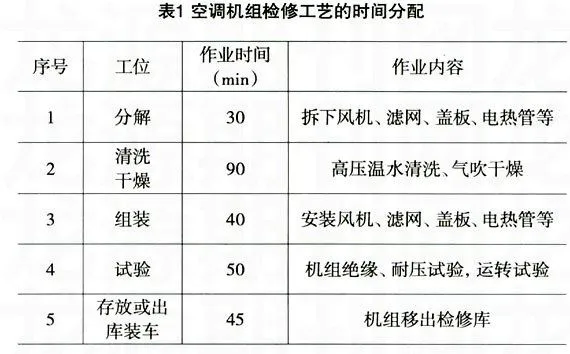
检修线采用单班制,检修空调机组的能力为8台,天。正常情况下1台空调机组总检修时间不超过360分钟。其检修工艺各工序所需时间如下表1所示。
3 节拍与台位数的安排
节拍与台位数安排遵循以下原则:空调机组置于专用的移动检修平台上,该检修平台在工位间的顺序传送,实现按工序节拍和工艺要求的检修。各检修工位按照检修节拍,配置数量不等的台位。节拍错乱时,检修线允许交叉操作,即后续台位的检修机组能越过前端台位机组而进入下步工艺检修区。通过移动检修平台重复使用,形成平面循环流水线。
检修线日单班工作时间为480分钟,按照上述原则空调检修线节拍与台位数安排如下:
(1)台位数和节拍一定时检修线最大检修能力:空调检修线工位布置如表1,假定每个工位检修台位数为单台,检修中瓶颈工位节拍为T分钟,空调检修线最大检修能力为G台,则空调检修线最大检修能力为:G=480/T。
(2)日工作时间和检修线检修能力一定时节拍与台位数的安排:日工作时间为8小时,假定空调检修线日检修量为M台,检修工位中节拍为7分钟,工位作业时间为t分钟,计算工位数为Ⅳ,实际工位数为N’,调整后的工位节拍为T,检修线总的作业时间为T’分钟,为保证在工作时间内完成日检修量的要求,则节拍与工位数的配置应该满足如下关系式:
节拍:T=480/M
计算工位数:N=t/T
调整后的工位节拍:T=f’/N’
其中实际工位数为N’为计算工位数四舍五人的取值。
(3)位数和检修线检修能力一定时节拍的控制:假定检修线某一工位的工位数为N,检修线检修能力为M台,检修线总的作业时间为盼钟,工位节拍为T分钟,则工位节拍为T=t/∑M,
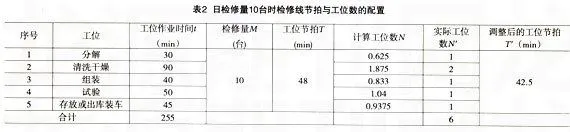
按照表1空调机组检修工艺的时间分配,以日检修量10台为例,给出了节拍与工位数配置的具体方案,如表2所不:
4 结论
(1)利用节拍与台位数安排方法的实例分析,阐明了如何配置节拍与台位数。设计计算了日检修量10台时,该检修线节拍与工位数的具体配置。首先按照关系式T=480,M计算工位节拍,依式N=t/T求得计算台位数,然后确定实际工位数(实际的工位数配置按计算工位数四舍五入的原则确定)后,依据关系式T’=f/N’重新调整的工位节拍,从而完成节拍与工位数的配置。
(2)空调检修线中跟节拍有关联的不得不考虑的一个问题就是瓶颈问题。我们通常把生产节拍最慢‘的环节称之为“瓶颈”(Bottleneck)。检修线中存在的瓶颈不仅限制了检修线的检修量,而且影响了其他工位检修能力的的发挥。在下面情况下,可能出现瓶颈问题,例如工位数配置不合理、某工序设备发生故障、某工位承担的工作任务较大等。空调检修过程中瓶颈制约着整个检修线的检修能力,因此在检修线流程设计,节拍与台位数配置时该问题都需引起足够的重视。在实际中若因某工位承担的工作任务较大可将该瓶颈工位的作业任务分担给其他任务教少的工位,总之,瓶颈问题并不是不可避免,针对不同的问题,有效解决可使瓶颈问题带来的危害尽量减少到最小。
(3)通过对列车空调检修线的深入研究,依据列车检修线的设计原则,设计出了工艺合理、流程恰当、操作方便的列车空调检修线,实际运用证明该检修线可以很好地解