成核母粒及螺杆组合对玻纤增强PET复合材料性能的影响
2010-12-04傅明连郑炳云陈彰旭
傅明连,郑炳云,陈彰旭
(莆田学院环境与生命科学系,福建莆田351100)
成核母粒及螺杆组合对玻纤增强PET复合材料性能的影响
傅明连,郑炳云,陈彰旭
(莆田学院环境与生命科学系,福建莆田351100)
采用熔融插层法制备了一种高效成核母粒,研究了该成核母粒对玻璃纤维(GF)增强聚对苯二甲酸乙二醇酯(PET)复合材料性能的影响。结果表明,加入6%(质量分数,下同)的成核母粒时,GF增强PET复合材料的起始结晶温度比纯PET高24.8℃,结晶温度范围比纯PET扩大了66.3℃,冷结晶峰基本消失,可在70℃的模温下进行注射成型;同时探讨了螺杆组合对 GF增强PET复合材料性能的影响,结果表明,螺杆前段的剪切太强会降低复合材料的冲击强度,通过优化螺杆组合,制备出综合性能优异的 GF增强PET复合材料,其热变形温度为228℃,拉伸强度159 MPa,弯曲强度235 MPa,冲击强度101 J/m。
聚对苯二甲酸乙二醇酯;成核母粒;复合材料;增强;玻璃纤维;螺杆组合
0 前言
由于PET在结晶过程中必须完成从顺式构型到反式构型的转化,故其结晶速度很慢,注射成型时需采用较高的模温和较长的成型周期。此外,PET在注射成型过程中还存在易流淌、制件的后收缩明显、产品韧性差等缺陷,严重限制了 PET在工程塑料中的应用。因此,只有提高其结晶速率,才能实现 PET树脂的正常注射成型。
目前已有很多关于提高PET结晶速率的研究报道[1-3],但能同时解决PET的结晶速度慢、断浇口和易流淌等问题,并使制品具有优异的力学性能及热性能的只有美国杜邦、美国通用电器公司及德国BTE公司等少数几家大公司,其核心技术是利用有机羧酸盐或高分子离聚物的成核作用,以提高 PET的结晶速率[4-5]。由于国外公司技术的高度保密和绝对垄断,使得PET工程塑料在国内的销售价格非常高,这也是造成国内PET工程塑料用量不能大幅增长的原因之一。本文采用熔融插层法制备了一种新型高效成核母粒,能大幅提高PET树脂的结晶速率,从而克服PET在注射成型过程中易流淌等缺点,为 PET的工程塑料化开辟了一条新的途径。
1 实验部分
1.1 主要原料
PET,有光切片,天津石化公司;
高黏聚对苯二甲酸丁二醇酯(PBT),1100-211M,中国台湾长春企业集团;
无碱 GF,巨石集团有限公司;
乙烯-正丁基丙烯酸酯-甲基丙烯酸缩水甘油酯共聚物(PTW),增韧剂-elvaloy-PTW,美国杜邦公司;
硫酸钡,Micro,上海贝亚进出口有限公司;
有机蒙脱土,J F-38,浙江丰虹粘土化工有限公司;
Rynite PET,FR530,美国杜邦公司;
成核剂、促进剂,自制。
1.2 主要设备及仪器
双螺杆挤出机,KS236,江苏昆山科信塑料机械有限公司;
塑料注塑机,T80,无锡格兰塑机制造有限公司;
差示扫描量热仪(DSC),SDT Q600,美国杜邦公司;
微机控制电子万能试验机,CMT4204-(1),深圳新三思材料检测有限公司;
简支梁冲击试验机,XJJ-5,泰安安太检测设备有限公司。
1.3 样品制备
将PBT于120℃真空干燥4 h,然后与成核剂、结晶促进剂和有机蒙脱土等按配比在高混机中混合均匀,在双螺杆挤出机中挤出造粒,得到成核母粒,PBT/成核剂/结晶促进剂/有机蒙脱土=60/20/10/10;
将PET于120℃真空干燥4 h,然后与成核母粒和填料改性硫酸钡等按配比在高混机中混合均匀,再加入双螺杆挤出机中与 GF熔融挤出造粒,PET/GF/成核母粒/填料基础配比为62/30/6/2,并用注射成型机注射成型标准试样,模具温度为70℃。
1.4 性能测试与结构表征
取少量试样在800℃马弗炉中灼烧30 min,测定GF含量;
DSC分析:从注射成型样条上剪下6~10 mg试样,装于DSC样品池中,在 N2保护下以10 ℃/min的升温速率升温到300℃,恒温5 min,再以10℃/min的速率降到室温,最后再以10℃/min的升温速率升温到300℃;
热变形温度的测试:取 125 mm×12.7 mm×6.4 mm的标准试样,按 ASTMD648进行测试,负载1.82 MPa;
按ASTM D638测试样品的拉伸性能,拉伸速度10 mm/min;
按ASTM D790测试样品的弯曲性能,弯曲速度2 mm/min;
按ASTM D256测试样品的悬臂梁缺口冲击性能,样条厚度3.2 mm,测试温度23℃。
2 结果与讨论
2.1 PET/GF复合材料的结晶性能
PET树脂加工时,模具温度太低会导致制品结晶慢,结晶不完全,后期易变形;温度太高会给工艺带来麻烦,通常将模温确定在冷结晶峰温(Tcc)附近。从图1可以看到,加入成核母粒后,复合材料的Tcc明显降低,这是由于成核母粒含有的聚醚多元醇结晶促进剂的结构单元是柔性基团,能提高 PET分子链的运动活性,从而促进PET分子链从熔体相向结晶生长界面的迁移。成核母粒的含量越多,复合材料的Tcc越低,当加入6%的成核母粒时,冷结晶峰基本消失,这说明该条件下的PET/GF复合材料可以在70℃左右的模具温度下进行注射成型。
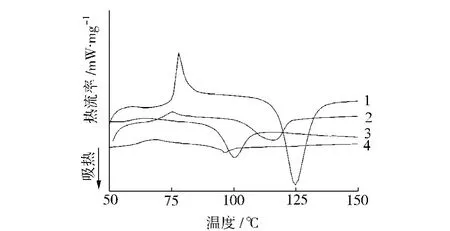
图1 PET/30%GF复合材料的DSC曲线Fig.1 DSC curves for the PET/30%GF composites
改善PET的加工性能除了要降低模具温度,即降低PET的Tcc外,还要提高 PET的结晶速率,扩大其结晶温度范围。从表1可以看出,不加成核母粒时,GF增强PET复合材料的起始结晶温度仅比纯 PET高8.1℃,而加入成核母粒后,GF增强 PET的起始结晶温度提高到224.5℃,比纯 PET提高了24.8℃,且其结晶范围比纯PET扩大了66.3℃。结晶温度范围即熔融结晶峰温与Tcc之差,结晶温度范围越大,越有利于成核和晶核的生长[5]。可见,成核母粒中成核剂NAV101和有机蒙脱土的复配对 PET在高温区间内(接近PET的熔点)成核速度的促进作用明显,同时促进剂的引入较好地提高了 PET晶体的生长速度。30%GF增强PET复合材料和 PBT具有相当的半结晶时间和总结晶时间,这说明其可以采用PBT的模具温度和注射成型周期进行注射成型。

表1 复合材料的结晶参数Tab.1 Crystallization parameters of the composites
2.2 PET/GF复合材料的力学性能和热性能
从表2可以看出,未加成核剂的 PET/GF复合材料在70℃模温下的结晶性不好,力学性能差。随着成核母粒用量的增大,PET/GF复合材料的结晶趋于完善,且流淌现象完全消失,加工性能与 PBT相当,故其力学性能和热性能得到较大的改善,当成核母粒用量增至6%时,PET/GF复合材料的力学性能和热变形温度优于美国杜邦公司的Rynite PET。

表2 PET/30%GF复合材料的力学性能Tab.2 Mechanical properties of the PET/30%GF composites
2.3 加工条件对PET/GF复合材料性能的影响
除了成核剂,GF在增强PET中也起到非常重要的作用,经过多次调节和试验,发现螺杆组合对 GF增强PET复合材料的力学性能有很大的影响。对于增强改性材料而言,塑化熔融段和 GF剪切段处的螺杆组合是相互影响的,当塑化熔融段组合的剪切偏弱时,GF经过 GF剪切段时很容易被剪得很碎,从而失去增强作用,但当塑化熔融段组合的剪切过强时,首先会导致树脂降解,其次会使 GF剪切段很难将 GF全部剪断。
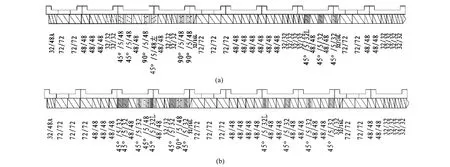
图2 螺杆组合图Fig.2 Screw configuration schematic
如图2所示,螺杆组合A的左端有3个90°/5/48,其剪切太强,会导致树脂降解和剪切过稀,从而使 GF在剪切段难以全部被剪断,这虽然对刚性有利,但却使冲击强度大大降低。螺杆组合B是在保证塑化良好的前提下对组合A进行了修改,把左端的2个90°/5/48的剪切块改成 45°/5/48,仅保留一个 90°/5/48,这样既可保证塑化,又有利于增韧剂的分散。此外,在螺杆组合A的右段加入了一个45°/5/32的剪切块和一个输送块,可防止剪切块过度集中,避免剪切过稀,同时还可起到平衡剪切的作用。改进螺杆组合后 GF增强PET复合材料的力学性能如表3所示。

表3 螺杆组合对 GF增强PET复合材料力学性能的影响Tab.3 The effect of screw configuration on the mechanical properties of the glass fiber reinforced PET composites
3 结论
(1)当成核母粒的用量为6%时,GF增强PET复合材料的起始结晶温度比纯PET高24.8℃,结晶温度范围比纯PET扩大66.3℃,冷结晶峰基本消失,可在70℃的模温下进行注射成型;
(2)螺杆组合对 GF增强 PET复合材料力学性能具有较大的影响,螺杆前段的剪切太强会降低复合材料的冲击强度,后段的剪切可以强些,但应注意避免剪切过稀现象。
[1] 王晓光,徐东东,余莹波,等.回收 PET的反应挤出增黏[J].塑料工业,2008,36(4):23-25.
[2] 陈 俊,陈剑玲,刘正英.PET结晶行为研究进展[J].高分子通讯,2005,(1):20-24.
[3] 张长安,黄关葆,尤维峰.工程塑料用 PET的结晶性能研究[J].合成技术及应用,2005,20(4):25-30.
[4] 金 建,刘伯林.复配型结晶成核剂对 PET结晶行为的影响[J].中国塑料,2006,20(7):43-46.
[5] 史学涛,张广成,项士新,等.成核剂对 PET结晶行为的影响[J].材料科学与工程学报,2005,23(3):397-400.
Effect of Nucleating Masterbatch and Screw Combination on the Properties of Glass Fiber Reinforced PET Composites
FU Minglian,ZHENG Bingyun,CHEN Zhangxu
(Department of Environment and Life Sciences,Putian University,Putian 351100,China)
High effective nucleating masterbatch was prepared by melt intercalation approach,and its effect on the properties of glass fiber reinforced PET composites was investigated.When the content of nucleating masterbatch was 6 wt%,the initiative crystallization temperature and crystallization range of the composite increased 24.8℃and 66.3℃compared to the neat PET,respectively.The addition of masterbatch essentially diminished the cooling crystallization and made it possible for the molding carried out at a mold temperature of 70℃.The effect of screw combination on the properties of glass fiber reinforced PET composites was also studied.It was found that if the shearing stress was too high,the impact strength of the composites would decline.Based on the optimized screw combination,the glass fiber reinforced PET composites with excellent comprehensive properties were prepared;the heat distortion temperature reached 228℃,and the tensile,flexural,and impact strengths obtained were 159 MPa,235 MPa,and 101 J/m,respectively.
poly(ethylene terephthalate);nucleating masterbatch;composite;reinforcement;glass fiber;screw combination
TQ323.4+1
B
1001-9278(2010)08-0060-04
2010-05-07
福建省教育厅A类资助项目(JA09199)
联系人,melia017@126.com