浆纱上浆率的主要影响因素及保证措施分析
2010-10-25梁秀娟牛建设
梁秀娟,牛建设
(中原工学院,郑州 450007)
浆纱上浆率的主要影响因素及保证措施分析
梁秀娟,牛建设
(中原工学院,郑州 450007)
探讨了影响上浆率的主要因素,分析得出了浆纱上浆率﹑压出加重率和浆液含固率三者之间的关系,提出了上浆率的设计依据以及保证上浆率的措施.
上浆率;压出加重率;浆液含固率;浆纱速度
经纱上浆是织造生产中的一道关键工序,常被纺织界称为“老虎口”.浆纱工作的细小疏忽,就会给织造生产带来严重的不良后果.随着各种合成纤维﹑再生纤维和新型纤维的出现及大量使用,再加上无梭织机的广泛采用,经纱上浆就显得更为重要.新型高速高压浆力浆纱机、新型浆料的普及使用,也给上浆工序提出了新的问题.
浆纱质量指标主要包括上浆率、回潮率、伸长率、增强和减伸率、浆纱耐磨指数、浆纱毛羽指数和毛羽降低率等,其中前三项为常规检验指标.随着细特高密织物的普及和高速织机的应用,后几项指标也显得越来越重要,逐渐被列入检验指标.适宜且稳定的上浆率是织造效率的重要保证.
影响浆纱上浆率的因素很多,譬如浆液浓度、黏度、温度、浆纱机的速度、压浆辊压力、浸没辊位置等.生产过程中,一般以这些因素为检测和控制对象,通过调整这些因素来实现稳定浆纱上浆率的目的.同时上浆率的大小与纤维材料、纱线线密度、织物组织和密度、所用浆料性能和织机类型等因素有关.上浆率的调节,一般通过改变浆液浓度和黏度加以调节[1].
1 上浆率的设计依据
1.1 纤维材料
不同纤维的纱线,由于其性能不同,上浆的目的不同,上浆率的大小也存在差异.从表1可以看出,不同种类纤维对不同浆料的粘附力是不同的.由于纺制纱线所用纤维的来源、质量不同,其成份差异较大.在这种情况下,尽管使用相同的浆料配方,但每批浆纱的上浆率也不可能均匀一致.
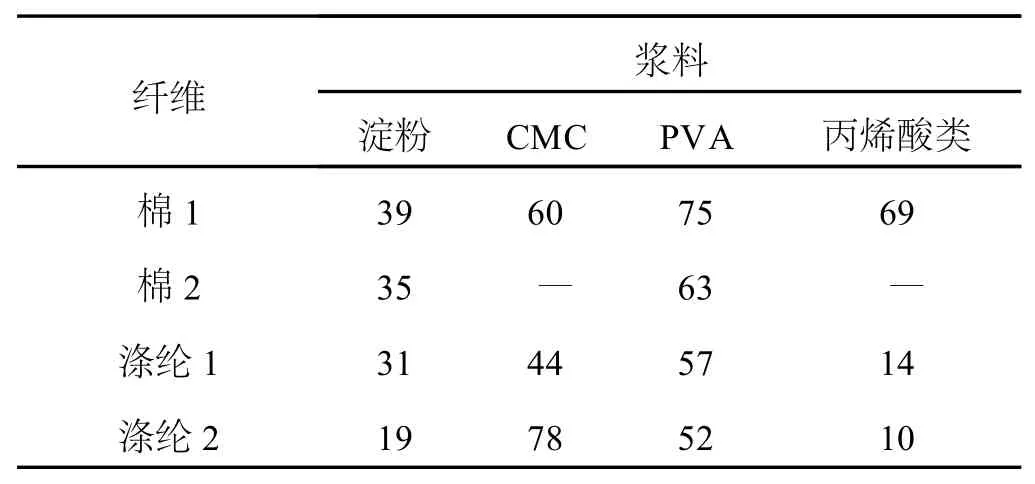
表1 不同纤维与浆料的特性粘着力(cN)
1.2 纱线结构
采用不同纺纱工艺生产出来的纱线,其纱线结构有很大的差别.气流纱与环锭纱相比,内部有较多空隙.转杯纱的纱条结构外松内紧,表面结构蓬松,纱条内外层密度不一,纤维弯钩多.环锭纱的纱条结构呈螺旋线排开,纤维伸度好,结构紧实,上浆困难.不同的气流纺纱机所纺制的纱线对上浆率的要求也不同.实际上各种不同的纱线都需要有相应的浆纱配方.纱线在纺制过程中若有任何结构变化,其上浆率也需做出相应的调整:纱线捻度降低时,必须提高上浆率;如果纱线中短纤维的比例增加,其上浆率也必须加以改变;股线一般不需要上浆,有时为了稳定捻度,使纱线表面毛羽贴伏,可以上些轻浆.
1.3 纱线的线密度和织物组织、密度
细特纱的纱线细,纤维排列紧密,纤维间空隙小,吸浆率少,不易上浆;细特纱表面光滑,单纱强力低,上浆的重点是浸透增强并兼顾被覆.纱线的上浆率比较高,可以增强纤维间的粘结力以及纱线抵御机械拉伸的能力.粗特纱的强力高,但表面毛羽多,上浆是以被覆为主,兼顾浸透,上浆率一般设计得比较低.高密品种织造时开口不易清晰,易于粘连,从而不利于引纬,产品纬向阻断造成停台多,影响织机效率和织物布面质量,这就要求浆纱时加大对纱线的毛羽贴伏.织制高密织物的经纱,由于经密大,会造成经纱之间、经纱与经停片、综丝和钢筘之间摩擦次数显著增加,因此纱线浆纱后表面应有足够的耐磨性能和抗屈曲性.细特高密织物一般上浆率设计得较高,约在12%~17%范围内[2].但高密织物,总经根数多,要避免由于上浆高而造成干分绞困难和毛羽增多的现象等.
织物组织不同,经纱之间的摩擦次数也不同,对经纱的要求以及经纱本身受到的机械作用不同,因此经纱上浆率的大小也不相同.平纹最大,斜纹约为平纹的85%,缎纹约为平纹的80%[3].
1.4 织机类型
织机类型不同,对上浆率的要求也有所差异.无梭织机由于车速高、上机张力较大,上浆率应适当高些,以保证浆纱有良好的耐磨性与抗屈曲性.若以有梭织机的上浆率为1,则喷气织机为1.2,剑杆织机为1.1,片梭织机为1.15[1].
2 影响上浆率的主要因素
2.1 压浆力
在同一浆液浓度下,压浆力与上浆率有着直接的关系,压浆力越大,则上浆率越小.浆液浓度是影响上浆率的最主要因素.在其他条件相同时,浆液浓度越大,则上浆率也越大;浆纱速度越高,则经纱在压浆区经过的时间越短,压去的浆液越少,上浆率也就越高.
压出加重率是指经纱通过浆槽,被压浆辊压榨,进入烘房前,浆纱内所含浆料和水分的总重量(即浆液重量)与经纱干重的百分比.压浆力与压出加重率有直接关系,压浆力的高低直接反映出压出加重率的大小.
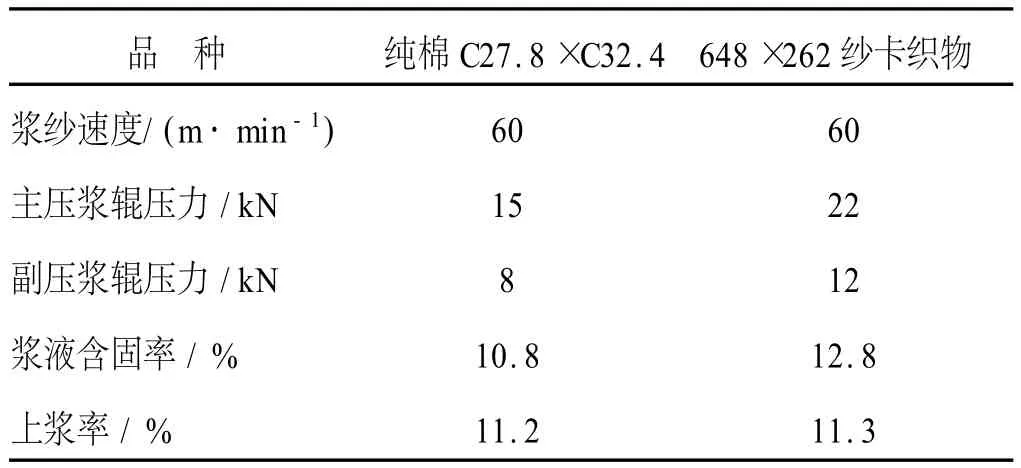
表2 不同压浆力作用下的经纱上浆率与浆液含固率
2.2 浆纱速度
浆纱速度对上浆率的影响由两方面因素决定:一方面,浆纱速度快,则压浆时间短,压浆辊加压效果减小,浆液液膜增厚,上浆率高;另一方面,浆纱速度快,纱线在挤压区中通过的时间短,浆液浸透距离小,浸透量少.两方面因素的综合结果是,浆纱速度高会使压出加重率偏高,上浆率大.反之亦然.为了使浆纱的上浆率稳定,浆纱机的速度不宜随意变化[3].而在生产中,压浆力与浆纱速度是相关的.只有确保压浆力与浆纱速度的匹配,才能保证浆纱压出加重率的稳定.通过对德国祖克浆纱机的测试得出,在浆纱速度为100 m/min,压浆力为40 kN时,压出加重率≤100%;如果浆纱速度下降到50 m/min,压浆力为26 kN时,同样压出加重率≤100%.这是由于浆纱速度的减慢,延长了压浆辊对纱线的挤压时间.所以,高速时加大压浆辊压力,低速时减小压浆辊压力,实现压浆力与浆纱速度的自动调整.在浆纱速度和压浆力的综合作用下,保证压出加重率的基本稳定.
2.3 浆液含固率
浆液含固率是经纱上浆的最重要指标之一,直接影响着上浆率的大小,同时浆液含固率决定了浆液的粘度,影响到浆纱时浆液对纱线的浸透和被覆.在上浆工作中合理设定和掌握浆液的含固量非常重要.
目前“高压﹑高浓﹑低粘”(即二高一低)上浆工艺已广泛应用.“二高一低”上浆工艺的核心,首先是提高压浆力,降低浆纱压出加重率.浆纱在提高压力的情况下,为了达到所需的上浆率,必须相应提高浆液的含固率.表2所示为纯棉C27.8×C32.4、648×262纱卡织物的2种上浆工艺对比.经测试,压出加重率从103.1%下降到 87.5%,上浆率基本相同(增加0.1%).
3 保证上浆率的主要措施
在上浆率确定之后,要根据压出加重率来调整浆液含固率.事实上,三者的关系可以用下式表示:
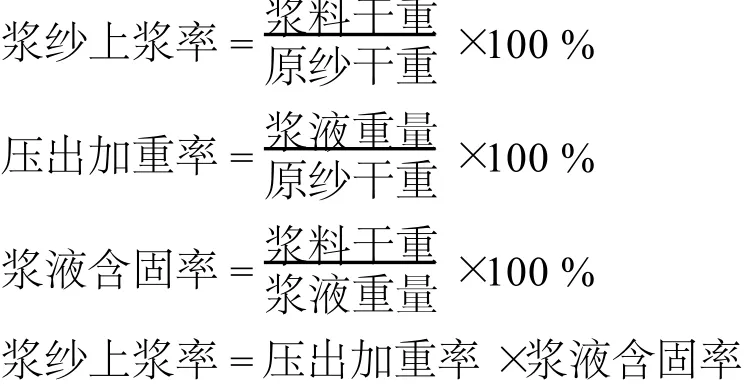
压出加重率主要取决于压浆力和浆纱速度,是由浆纱机的状态决定的.目前广泛采用的高压浆纱机,其压出加重率在100%以下.这样,浆液含固率必须相应增加,以保证上浆率的稳定.在浆纱过程中,根据浆纱机的条件和织物规格(纱线线密度、组织结构、经纬密度等)确定浆纱速度,应用“相当压浆力”的计算方法,确定在该浆纱速度下的压浆力.
浆液含固率是上浆的一个重要指标.在确定了浆纱上浆率和选择了压出加重率(选择适当的压浆力以及压浆力随浆纱速度自动调节)后,就可以得到浆液含固率指标.浆液含固率在浆纱过程中应该保持稳定.目前采用高压上浆(低压出加重率)时,浆液含固率将相应增加,会影响上浆的效果.应采用高浓低粘的浆料,确保浆纱效果.
4 结 语
浆纱是织造的关键工序,上浆率是考核浆纱质量的重要指标,浆纱上浆率与织物所用纱线原料、纱线线密度、织物组织、织物密度等因素有关.压出加重率与浆槽压浆力和浆纱速度有关,也就是与所用的浆纱机类型有关.织造生产中,要在确定了浆纱上浆率和压出加重率的情况下,合理确定浆液含固率,以达到保证上浆率的目的.目前,纺织厂根据市场的需求变化已改变了常年只织数个大品种的状况.品种多,变换快,使掌握和控制浆纱上浆率变得更加复杂和重要.本文给出了一种简便易行的方法,能够方便地确定以上参数,以方便指导生产.
[1] 朱苏康,高卫东.机织学[M].北京:中国纺织出版社,2008.
[2] 毛新华.纺织工艺与设备(下册)[M].北京:中国纺织出版社,2004.
[3] 周永元.纺织上浆疑难问题解答[M].北京:中国纺织出版社,2005.
Main Affect Factorsand Ensuring Measurement Analysis for Sizing Rate
L IANG Xiu-juan,N IU Jian-she
(Zhongyuan University of Technology,Zhengzhou 450007,China)
M ain affect factors are discussed.The relationship of sizing rate,extrusion weighting percentage and size solid contents rate are obtained and analyzed.The design basis and ensuring measurement fo r sizing rate are put forword.
sizing rate;extrusion w eighting percentage;size solid contents rate;sizing speed
TS105.213
A DO I:10.3969/j.issn.1671-6906.2010.04.019
1671-6906(2010)04-0073-03
2010-06-04
梁秀娟(1970-),女,河南鹤壁人,研究生.
