重整切尾油催化加氢生产优质溶剂油*
2010-09-30吴裕辉毕慧峰贾韧刃
万 海,高 云,吴裕辉,毕慧峰,贾韧刃
重整切尾油催化加氢生产优质溶剂油*
万 海1,2,高 云2,吴裕辉2,毕慧峰3,贾韧刃2
(1.中国石油大学(华东)化学化工学院,山东东营257061;2.中国石油抚顺石化公司石油三厂,辽宁抚顺113001;3.中国石油抚顺石化公司技术发展处,辽宁抚顺113001)
介绍了中国石油抚顺石化公司石油三厂以重整切尾油为原料,通过加氢微型试验装置,筛选出加氢精制催化剂3996与加氢脱芳催化剂FV-1,将上述2种催化剂按照体积比1︰1进行组合装填,在加氢微型试验装置进行一段加氢法生产塑胶溶剂油试验,并经过了工业生产运行。结果表明,在适宜的操作条件下,可以出合格的塑胶油产品,并获得较好的经济效益。
切尾油;加氢;溶剂油
溶剂油在医药、化工、高分子材料、橡胶工业及食品等行业有着广泛的应用。质量合格的塑胶溶剂油是塑胶行业的重要原料之一,主要用做塑胶制品的降粘剂和起皱剂,可降低树脂原料的粘度,提高塑胶制品的亮度,并增强弹性和可塑性。目前市场上供应的这类溶剂油绝大多数是直馏油经简单蒸馏切割后的产物,虽然馏程符合要求,但硫与芳烃等质量指标因原料来源不同而差别很大,其中的绝大部分不符合溶剂的质量标准。
抚顺石化公司石油三厂白油加氢装置加工能力为1.5万t/a,采用一段加氢法生产白油产品,2007年为适应公司生产方案调整,对装置后分馏系统减压塔进行了技术改造,使白油加氢装置增加了生产溶剂油产品的功能,适应了灵活调整产品的需要。2008年4月采用重整切尾油为原料,在微型装置成功生产出塑胶溶剂油,并在白油加氢装置进行了塑胶溶剂油产品的工业化试生产,工业化试生产取得了成功。
1 试验部分
1.1 催化剂
所用催化剂一种是抚顺石化公司催化剂厂生产的,以Al2O3为载体,以Mo-Ni-P为活性组分的3996加氢精制催化剂[1],另一种是抚顺石油化工研究院生产的以W-Ni为活性组分的FV-1加氢脱芳催化剂。上述2种催化剂具有加氢活性好,液体收率高,稳定性好的特点。催化剂的主要物化性质见表1。

表1 催化剂主要性质Table 1 Main properties of the catalyst
1.2 试验装置
微型加氢试验装置采用原料油和氢气一次通过流程,氢气为重整氢,纯度>90%。反应温度、压力、进油量、氢气量均智能化仪表控制。温度控制误差为1℃,压力控制误差为0.1 MPa。催化剂装填量为200 mL。
1.3 原料油性质
试验原料油取自抚顺石化公司石油三厂重整装置,主要性质见表2。可以看出,芳烃、硫含量较高,并且有刺激性气味,其硫质量分数为427 μg/g,芳烃质量分数为5.3%,原料性质较差。
1.4 试验研究
根据切尾油硫、芳烃含量和色度等性质,先后使用加氢精制催化剂FV-1和加氢精制催化剂399 6对切尾油进行加氢精制[2],在试验过程中,对上述催化剂进行不同比例的组合装填,最终筛选出合适的催化剂种类和装填比例。切尾油试验条件及结果见表3。

表2 切尾油性质Table 2 The quality of tail oil

表3 试验条件及结果Table 3 Test condition and results
从表3可看出,第1期试验中当3996与FV 2种催化剂的体积空速为1.2与0.8 h-1,反应温度为190~200℃时,加氢生成油硫含量较高,油品有异味,而其它分析项目达到塑胶溶剂油标准,油品硫含量较高说明加氢脱硫精制深度不够,需增加氢脱硫催化剂3996的装填比例[3]。
在第2期试验中,将催化剂的装填比例由φ(3996)/φ(FV-1)=2︰3 调整到 φ(3996)/φ(FV-1)=1︰1;同时将反应温度提高了10℃时,加氢生成油硫质量分数由8 μg/g降为5 μg/g,芳烃质量分数由1.5%降低到1.4%,产品无任何异味,且其它各项分析数据达到了塑胶溶剂油产品标准;在第3期试验中将反应温度再提高10℃,硫质量分数达到了1 μg/g,满足了溶剂油的环保要求[4]。综合切尾油试验条件及分析数据,最后确定以切尾油为原料,催化剂组合装填体积比为 φ(3996)/φ(FV-1)=1︰1,可以生产出合格的塑胶溶剂油产品。
2 工业试生产
2.1 工艺流程简述
白油加氢装置生产塑胶溶剂油工艺路线如下:原料经喂料泵抽出、高压泵升压及换热后进入白油加氢单元第一反应器R-201上部(3996)进行加氢脱硫精制,在下部(FV-1)进行脱芳精制[5],反应压力为10 MPa,生成油靠低分V-202压力进入分馏单元进行蒸馏,低分气由入瓦斯管网改入石油三厂火炬系统,加氢低压分离器来的生成油通过加热炉H-601加热至(108±3)℃入减压塔 T-604,在真空度为90 kPa工况条件下进行闪蒸,减顶生产精制油,塔底生产塑胶溶剂油入北油库产品储罐。白油装置生产塑胶溶剂油工艺流程图见图1。

图1 塑胶溶剂油生产工艺流程图Fig.1 Flow chart of producing plastic solvent naphtha
2.2 工业试生产
2008年4月初白油装置开始试生产塑胶溶剂油,加油量为2.5 m3/h,加氢进料温度为174℃,加氢单元一反平均温度225℃,加氢生成油颜色达到赛氏+30,硫质量分数为3 μg/g,芳烃质量分数为1.1%,满足了加氢生成油质量标准。
分馏系统减压塔进料温度控制为109℃,减压塔底温度控制为101℃,真空度89 kPa,减底塑胶溶剂油产品各项分析数据完全符合速胶溶剂油产品企业标准[5]。至此塑胶溶剂油产品开发取得了成功。
2.3 主要操作条件
主要操作条件见表4、5。
从操作条件来看,反应操作条件与试验条件相比变化不大,原料处理量为4 m3/h,比生产初期的加工量提高了60%,反应器平均温度为222℃,比小试反应温度低3℃,空速1.6 h-1,比试验空速高60%,而产品质量完全合格,可见,实际生产中加氢精制的效果比较好。
2.4 物料平衡及产品性质
物料平衡及产品性质见表6、7。
从表7可看出,塑胶溶剂油的收率达到91%,精制油的收率达到9.8%,塑胶溶剂油硫质量分数<1 μg/g,脱硫率达到99.53%;芳烃质量分数为1.02%,脱芳率达到81%,说明加氢精制的效果比较好,满足了塑胶产品质量要求,以切尾油为原料生产速胶溶剂油取得了成功。

表4 反应操作参数Table 4 Operation parameters of reaction

表5 分馏主要操作参数Table 5 Operation parameters of fractionation

表6 产品物料平衡Table 6 Material balance
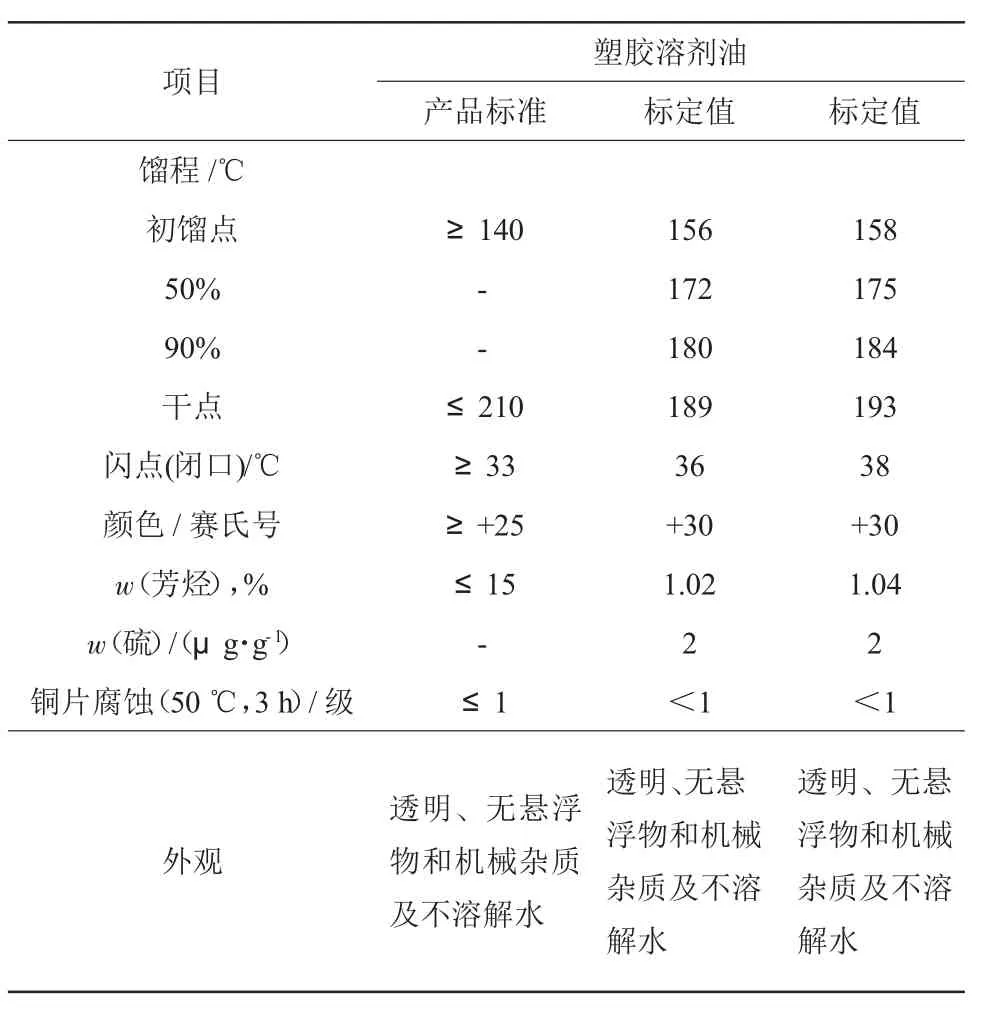
表7 产品性质Table 7 Properties of product
3 结论
(1)以重整装置切尾油为原料,采用加氢生产工艺技术,可生产出合格的溶剂油产品。
(2)在实际生产中,适当降低反应空速,可提高塑胶溶剂油的收率,从而提高产品的综合效益。
(3)切尾油一直以来大部分被做为柴油调和的组份油使用,柴油与溶剂油的销售价格相差1 000元/t(2009年),2009年重整装置生产切尾油70 191 t,如全部加工为溶剂油出售,可增加销售收入7 019万元/a。
[1]孙殿成,张庆宇,左铁.溶剂油深度脱硫脱芳烃及其工业应用[J].炼油技术与工程,2008,38(4):14-16.
[2]何胜,罗文国,张庆应.两段中压加氢工艺生产特种溶剂油[J].石油炼制与化工,2005,36(3):15-18.
[3]何美琴,苏勇,邓诗峰,等.芳烃抽余油催化加氢制优质溶剂油[J].石油化工高等学校学报,1998,11(2):37-39.
[4]张孔远,周然然,燕京,等.LH-02加氢精制催化剂用于重整石脑油加氢[J].炼油技术与工程,2004,34(7):49-51.
[5]王先国.分子筛加氢及后加氢生产D40溶剂油和3#白油[J].工业催化,2006,14(7):26-28.
Production of High-Quality Solvent Naphtha From Reforming Tail Oil by Catalytic Hydrogenation
WAN Hai1,2,GAO Yun2,WU Yu-hui2,BI Hui-feng3,JIA Ren-ren2
(1.China university of petroleum(Huadong)chemistry and chemical engineering college,Shandong Dongying 257061,China;2.No.3 refinery of Fushun petrochemical Co.CNPC,Liaoning Fushun 113001,China;3.technology development department of Fushun petrochemical Co.CNPC,Liaoning Fushun 113001,China)
Hydrofining catalyst 3996 and hydro-dearomatization catalyst FV-1 were selected out by hydrogenation test equipment with reforming tail oil as raw material in No.3 refinery of Fushun petrochemical company.After these two catalysts were loaded at the ratio of 1 to 1,plastic solvent naphtha was successfully produced by one stage hydrogenation process in a pilot equipment,then industrial production was carried out.The results show that qualified plastic solvent naphtha can be produced under suitable conditions.
Tail oil;Hydrogenation;Solvent naphtha
TE 624.4+3
A
1671-0460(2010)05-0528-04
2010-09-29
万 海(1974-),男,辽宁清原人,高级工程师,博士研究生,研究方向为石油化工及新型催化材料。电话:0413-2993111-338655,E-mail:sea3215@126.com。