颗粒食品定量分装机控制系统设计
2010-09-29陈富安李攀峰苏宝平
陈富安,李攀峰,苏宝平
(河南工业大学电气工程学院,河南郑州 450007)
颗粒食品定量分装机控制系统设计
陈富安,李攀峰,苏宝平
(河南工业大学电气工程学院,河南郑州 450007)
根据市场对颗粒食品分装精度和分装速度的要求,提出了粗、精两级定量并行工作,流水式分装的设计思想,并以 C8051F350单片机为核心设计了颗粒食品定量分装机控制系统.系统利用单片机内部高精度A/D转换器,实现了称重信号的转换和数据采集;采用单片机控制晶闸管的导通时刻,从而准确控制电磁振动给料器的振幅和振动次数,使给料均匀、准确;采用多道程序设计,实现了粗、精定量并行执行,流水式作业,既保障了定量精度又提高了分装速度.系统经过安装调试和生产试验,运行稳定可靠,取得了良好的应用效果.
颗粒食品;定量分装;C8051F350;振动控制器
0 前言
定量分装是食品生产过程中的一个重要环节,定量精度和分装速度直接影响企业的产品质量和生产效率,以往采用的人工称量、手工分装的方式已经不能适应现代化生产的要求,市场迫切需要动态称重、自动定量的分装机产品实现食品分装生产过程的自动化.
经过近几年的发展,我国的食品分装技术取得了很大的进步,出现了很多专门生产分装机产品的企业,研制生产了一系列分装机产品,但产品质量和性能还不够理想.尤其是在颗粒食品的分装方面,目前的分装速度和定量精度与市场要求还有一定差距[1].为此,笔者设计了振动给料、动态称重自动定量的颗粒食品定量分装机控制系统,取得了较为理想的效果.
1 颗粒食品定量分装机结构及工艺分析
1.1 颗粒食品定量分装机组成结构
颗粒食品定量分装机的机械结构如图 1所示,由储料仓、振动式给料槽、称重斗、下料仓等几部分组成.其中,储料仓用来存放待分装的颗粒类食品,给料槽在振动电磁铁的带动下向称重斗加料,称重斗固定在称重传感器上,实现对颗粒食品的动态称重,下料仓用来汇集称重斗放出的物料,方便用食品包装袋接料.
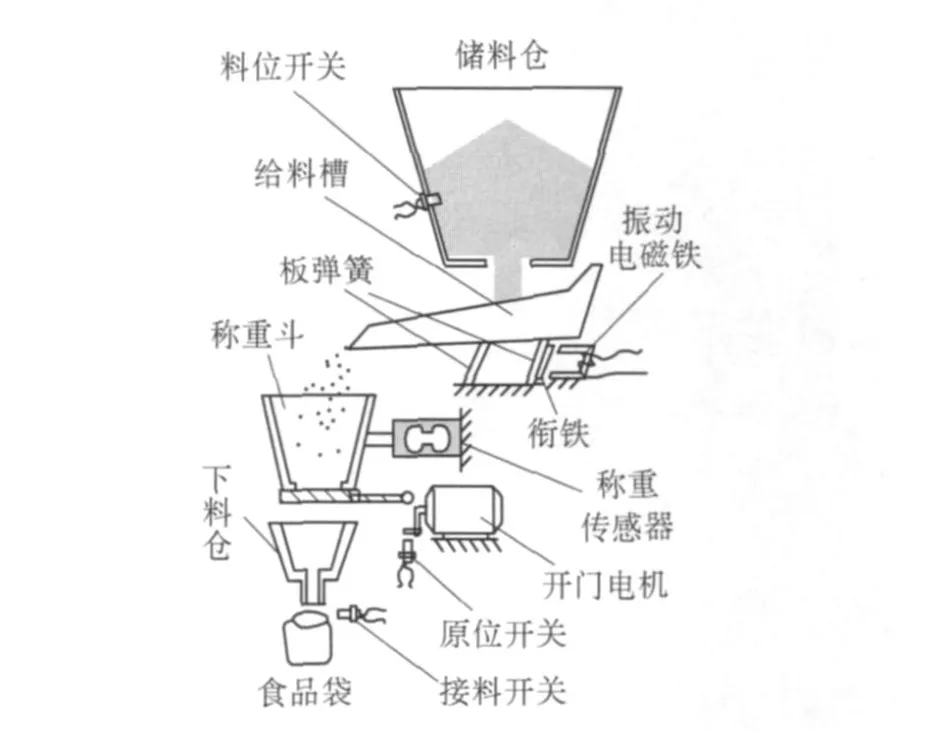
图1 颗粒食品定量分装机结构示意图
为提高分装速度和定量精度,本设计采用粗、精两套给料、称重定量机构.其中,粗定量的给料槽宽,料层厚,振动幅度大,每个振动脉冲给料量为 10~15 g,称重斗容积也较大,用来完成 90%以上的称重定量;精定量的给料槽窄,料层薄,振动幅度小,每个振动脉冲给料量为 0.2~0.5 g,称重斗容积也较小,用来完成每袋粗定量后剩余量(20~30 g)的精确定量.
1.2 流水式定量分装工作过程
一般的定量分装过程分为“粗给料、粗称重、精给料、精称重”4个节拍,顺序执行 4个节拍,分装速度低,精给料量不易控制,定量精度有限.如果用两套机构并行工作[2],每套机构顺序执行 4个节拍,分装速度将明显提高,但是由于料槽宽度固定,单次振动加料量较大,定量精度仍无法保证.因此,本设计采用两套机构并行工作,每套机构仅执行 2个节拍的方案.粗定量机构负责前 2个节拍,料槽宽,速度快;精定量机构负责后 2个节拍,料槽窄,精度高.在进行本袋“精定量”的同时,开始下一袋的“粗定量”,两套机构流水式作业,既提高了分装速度,又保证了定量精度.
2 控制系统硬件设计
根据控制要求,颗粒食品定量分装机控制系统硬件结构如图 2所示.系统采用双 CPU结构,主 CPU主要负责系统的 LCD显示、对从机的管理和通信、粗定量的给料与称重等控制任务;从CPU主要负责系统的键盘管理、精定量的给料与称重等控制任务.主从 CPU之间,通过串行通信的方式交换信息,协调工作.

图2 控制系统硬件电路结构框图
2.1 单片机的选择与称重数据采集的实现
根据分装范围的要求,本系统选用量程为 3 kg的 L6C型铝合金电阻应变式称重传感器,其灵敏度为 2 mV/V,精度为 0.02%F.S..当采用 5 V电源供电时,满量程输出为 10 mV,最小分辨率为3μV.为采集如此微弱的信号,选用了美国 Silicon Labs生产的 C8051F350型高性能 8位单片机[3].
C8051F350单片机是一种混合信号系统级芯片,其内核兼容 8051,内含一个极低噪声的可编程增益放大器 (PGA)和一个 24位的△-∑型A/D转换器.该单片机内含的 PGA放大器的增益可达 128倍,24位的 A/D转换器在 10SPS(Sample Per Second)时可以取得 1/100 000的分辨率,并具有在片校准功能,自带内部基准电压.选择C8051F350作为本系统的 CPU,可以充分利用其内部的信号放大器和A/D转换器功能,从而省去外加专用 A/D转换芯片,有效降低噪声干扰,降低开发成本,提高系统稳定性.称重传感器与单片机的接口电路如图 3所示.传感器的输出信号经过滤波电路,消除信号中的串模、共模干扰以及高频干扰后进入单片机的模拟输入端,进行信号放大和A/D转换[4].
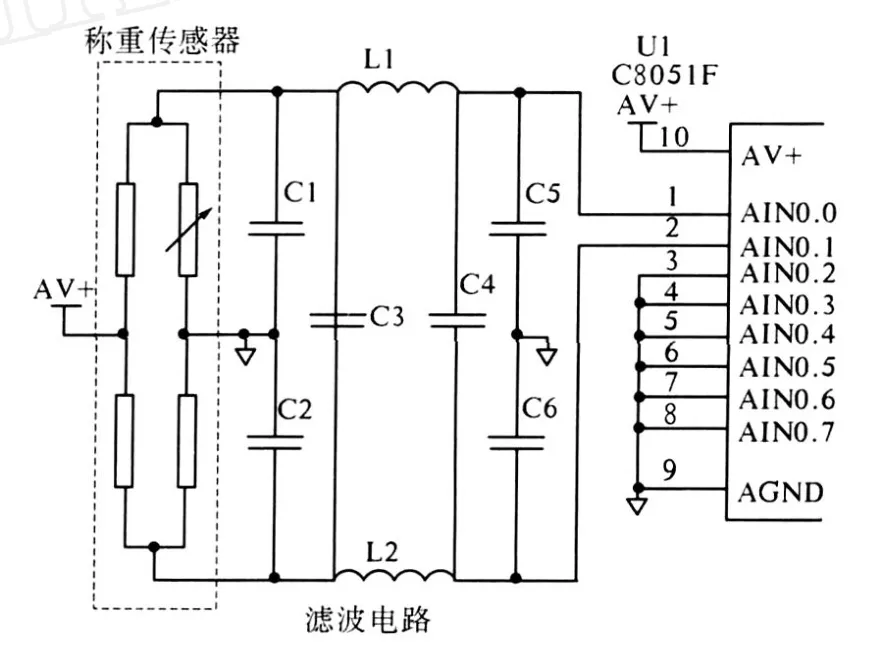
图3 称重传感器与 C8051F350接口电路
此外,为了缩短 A/D转换时间,提高数据采集实时性,以及为满足系统对 I/O端口数量的要求,本系统采用了双 CPU结构.用两个C8051F350芯片分别对两路称重传感器信号同时进行放大和 A/D转换,使称重数据采集更加稳定、快速.
2.2 振动控制器电路
给料槽由两个板弹簧支撑,在其中一个板弹簧上安装有电磁铁的衔铁,电磁铁的铁心及线圈固定在机架上,给电磁铁线圈施加脉动电压,电磁铁产生脉动电磁吸力,通过衔铁带动给料槽作往复振动,即可实现颗粒类食品的振动式给料[5].调节线圈上电压的大小,可控制给料槽的振动幅度,从而调节给料快慢.
为控制给料槽的振动幅度和振动次数,设计了如图 4所示的振动控制器电路.电路采用 220 V交流 50 Hz电源供电,由晶闸管 VT1实现单向半波可控整流,输出 50 Hz脉动电压,向电磁铁线圈供电.通过调节晶闸管的触发时刻 t1,改变晶闸管导通角θ,即可调节加到电磁铁线圈上的电压,进而改变电磁吸力的大小,从而调节给料槽的振幅,电压波形如图 5所示.
图 4中 R1、R2、VD1、U1、U2构成过零检测电路,220 V电源电压经过 R1降压后加到电压比较器U1(LM393)的输入端,U1输出脉冲经过光耦U2隔离后加到单片机的 P0.0(I NT0)端.这样,在交流电每周期的正半周开始,P0.0端脉冲信号下降沿引起单片机 I NT0中断,单片机中断服务程序开始定时,定时 t1时间后在 P0.1端输出低电平,经过光耦 U3隔离后接通晶闸管 VT1的门极触发电路,由 R4和 C3向晶闸管提供触发电流,晶闸管导通.

此外,图 4中 C1和 R3串联降压,由 VD2、VD3整流,经过 V1稳压后获得 6 V直流稳定电压,为过零检测和触发电路提供电源.
3 控制系统软件设计
系统采用双 CPU结构,两个 CPU分别执行各自的控制程序,通过串行通信交换信息,协调配和完成定量分装控制任务.
3.1 主程序流程
主程序流程如图 6所示.系统上电后,两个CPU首先执行各自的初始化程序,然后进入主循环.其中,主 CPU的初始化程序包括初始化 LCD显示器、装载系统参数、初始化 PGA和 A/D转换器、初始化定时器和外部中断、预置各个标志和变量、启动粗称重 A/D转换等;从 CPU的初始化程序包括初始化 PGA和 A/D转换器、初始化定时器和外部中断、启动粗称重 A/D转换等.
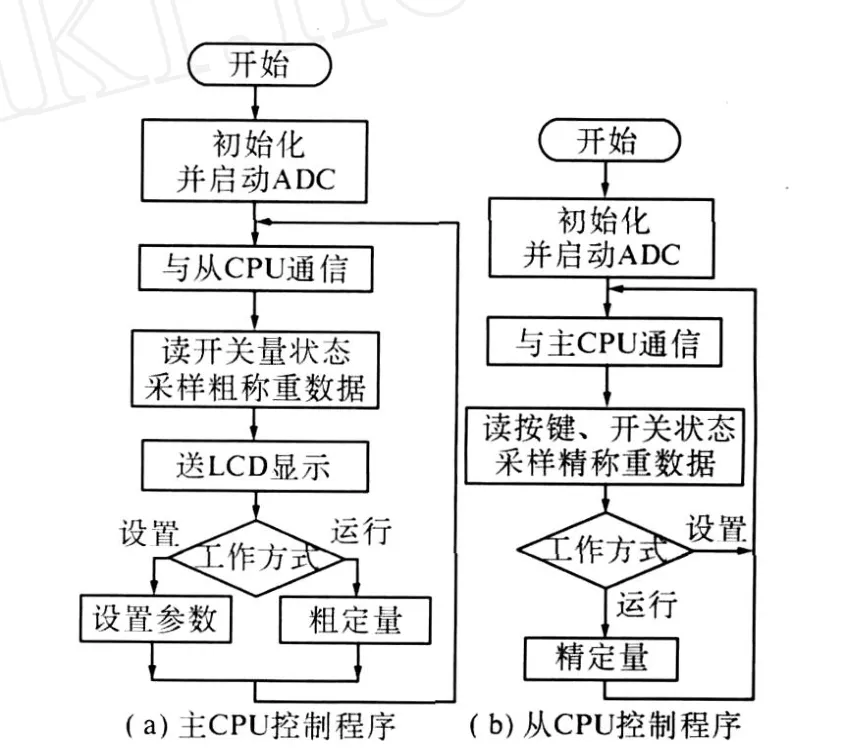
在主 CPU的主循环程序中,首先执行通信程序,与从 CPU交换信息,然后读取开关状态并采集粗称重数据,在 LCD上显示粗称重数据、精称重数据和总重量等信息;最后,根据工作方式选择执行系统参数设定程序或粗定量程序.从 CPU的主循环程序中,通过执行通信程序,与主 CPU交换信息,然后读取按键和开关状态,并采集精称重数据;如果工作方式为运行状态,则执行精定量程序.
3.2 定量程序流程
为实现粗定量和精定量的并行执行,流水线作业,设计定量子程序如图 7所示.两个子程序通过对“粗定量结束”、“精定量结束”标志的置位和清零,实现了粗、精两个并行子程序的互锁与同步.
在图 7(a)所示的粗定量子程序中,当第 n袋粗给料到达预定值后,粗给料停止,通过“精定量结束”标志判断第 n-1袋精定量是否结束,如果结束则说明第 n-1袋分装已经结束,可进行第 n袋分装的粗定量放料,然后启动第 n+1袋粗定量加料.
在图 7(b)所示的精定量子程序中,当精给料到达预定值后,精给料停止,进行第 n袋精定量放料;通过“粗定量结束”标志判断第 n+1袋粗定量是否结束,如果结束则启动第 n+1袋精定量加料.
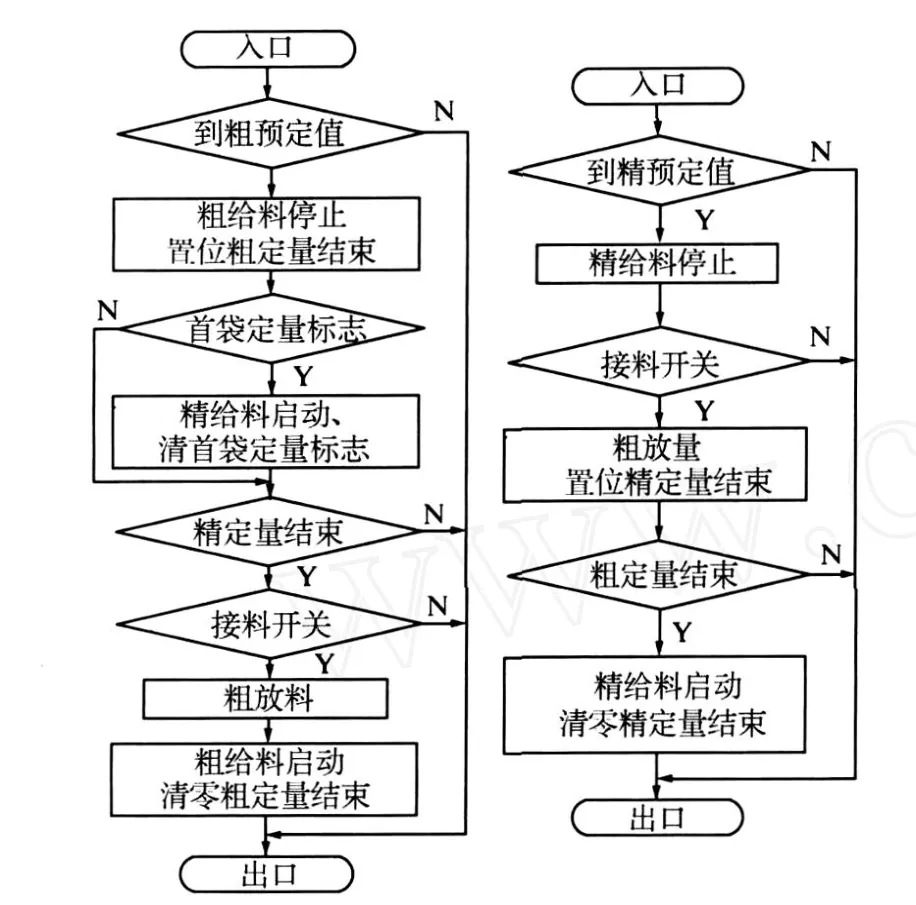
图7 定量程度流程图
3.3 定量作业时序
两个子程序的流水线式作业时序如图 8所示,在进行第 n袋余量的慢加料、精定量的同时进行着第 n+1袋的快加料、粗定量.
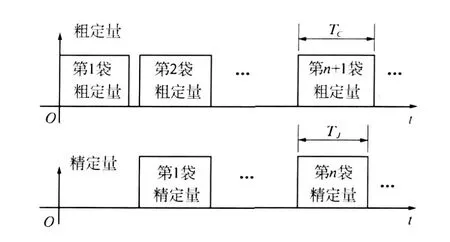
图8 流水线式定量分装时序图
本设计中电磁铁的振动频率 f=50 Hz,周期T=0.02 s,振幅随设定分装重量不同而不同,设定重量大则振幅大,否则振幅小.大振幅时,粗给料每个振动周期 (一次振动)给料量为WC=15 g,精给料每个振动周期给料量为WJ=0.5 g;小振幅时,粗给料每个振动周期给料量为WC=10 g,精给料每个振动周期给料量为WJ=0.2 g;分装范围 50~2 000 g.
当设定重量为W=2 000 g时,粗定量预定值W1=1 970 g,精定量预定值W2=30 g,则粗定量周期 TC精定量周期 TJ分别为:
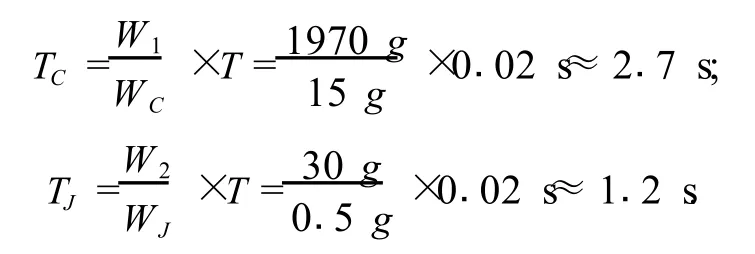
由于系统采用流水线作业,粗定量和精定量在时间上重叠进行,所以总的定量周期 TD应取TC、TJ之最大值与开门时间 (取 0.2 s)之和,即
TD=max(Tc,Tj)+0.02 s=2.9 s.
由此推得分装速度下限为 20袋 /min.同理,当设定重量 W=50 g时,粗定量预定值 W1=30 g,精定量预定值W2=20 g,此时电磁铁以较小的幅度振动,则可算出此时的粗定量周期 TC=0.1 s,精定量周期 TJ=1 s,由此推得分装速度上限为 50袋 /min.由此可以看出,由于采用粗定量和精定量并行的程序设计,分装周期短,分装速度高.
4 结论
为满足市场对颗粒定量分装机定量精度和分装速度的要求,设计了颗粒食品定量分装机控制系统.系统采用两片 C8051F350单片机构成双CPU结构,利用 C8051F350内部信号放大器和 24位的△-∑型 A/D转换器,实现了对微弱称重信号的放大和数据采集,有效降低了零点漂移和噪声干扰;用电阻降压和 LM393比较器构成正弦波信号的精密过零检测电路,采用单片机控制晶闸管的导通时刻,从而准确控制电磁振动器的振动幅度和振动次数,保障了给料的均匀性和准确性,为实现精确定量奠定了基础;采用粗精两级定量并行工作、流水线作业的方式,有效提高了分装速度.经过长时间的调试和生产试验,系统运行稳定可靠,定量精度 ±1 g,分装速度 20~50袋 /min,应用效果良好.
[1] 孙兵.国产颗粒袋包装机与进口袋包装机的比较 [J].中国制药装备,2008(4):44-46.
[2] 佘勃,宋迎法,袁梦,等.包装机混合式自动定量控制系统的设计[J].包装工程,2008,29(8):74-76.
[3] Silicon Lab C8051F350 Data Sheet[Z].2007:62-64.
[4] 李乐,程刚.C8051F350高精度数字称重模块中的应用[J].仪表技术与传感器,2009(3):115-117.
[5] 张凤滨,王健.浅析高精度自动称重系统在包装机中的应用 [J].衡器,2009,38(6):8-14.
DESIGN OF CONTROL SYSTEM OF QUANTITATI VE GRANULAR FOOD PACKER
CHEN Fu-an,L I Pan-feng,SU Bao-ping
(School of Electrical Engineering,Henan University of Technology,Zhengzhou450007,China)
To meet the demand for high packing precision and packing speed for granular food,the article proposed the idea of parallel operation of coarse quantitative packing and fine quantitative packing and the idea of assembly-line packing operation,and designed the control system of a quantitative granular food packer by use of a C8051F350 singlechip as the kernel.The system could achieveweighing signal conversion and data acquisition by high-accuracy 24-bitA/D converters in the singlechip;the singlechip was used to control the conduction time of a thyristor so as to accurately control the amplitude and the vibration frequency of an electromagnetic vibration feeder,thereby achieving unifor m and accurate feeding;and the article adopted the multiprogramming design to achieve parallel operation of coarse quantitative packing and fine quantitative packing as well as the assembly-line operation,which ensured the quantitative precision and improved the packing speed.After installation,debugging,production and tests,it was proved that the system was stable and reliable in operation and had good application effect.
granular food;quantitative packing;C8051F350;electromagnetic vibrator
TS203
B
1673-2383(2010)05-0081-05
2010-06-28
陈富安 (1962-),男,河南西平人,副教授,硕士生导师,主要从事工业自动化控制方面的教学和科研工作.