VC辊平整机板形调控性能的研究
2010-09-14魏圣明
魏圣明
(宝山钢铁股份有限公司冷轧厂,上海,200941)
VC辊平整机板形调控性能的研究
魏圣明
(宝山钢铁股份有限公司冷轧厂,上海,200941)
以某厂连续退火平整机为研究对象,利用ANSYS有限元软件建立VC辊系静力学仿真模型,并研究了弯辊力、VC辊油压、轧辊辊径和辊套厚度对连续退火平整机板形控制能力的影响。结果表明,无论内、外弯辊如何配合,都不能达到只改变四次凸度的目的,不可能只通过内、外弯辊的配合来消除高次浪形;外弯辊的调控功效比内弯辊增大42%;VC辊油压的调控效果主要体现在二次凸度的改变上,改变油压后对四次凸度的影响不大;当VC辊承载时,油压不能始终保持辊套向外涨,承载时辊套可能发生反弯,向芯辊内凹陷;与大辊径相比,小辊径弯辊和油压的调控效果会增加,但辊缝横向刚度会降低;辊套壁厚的减小会使VC辊油压的调控能力有所提高。
VC辊;平整机;板形调控
某厂连续退火平整机采用单机架四辊干式平整机,其上、下支撑辊采用VC辊。VC辊技术是将平整机支撑辊设计成辊套式,在轧辊辊套与轧辊芯辊之间留有环行空腔,以便空腔与高压液压系统相连[1]。该平整机VC辊系统设计压力最大为49 M Pa,工作辊带设有内、外弯辊,与VC辊配合对板形进行控制,内外弯辊力最大均为1 200 kN。通过对液压系统压力的改变(改变辊身凸度),使低压油进入轴颈部位,可用来冷却和润滑旋转接头的轴承[2]。已有采用数学模型研究不同辊形下的板形控制水平,但对VC辊平整机板形调控性能的研究少见报道。为此,本文利用ANSYS有限元软件建立VC辊系静力学仿真模型,并研究了弯辊力、VC辊油压、轧辊辊径和辊套厚度对VC辊平整机板形控制能力的影响,以期为现场VC辊平整机工艺参数的设定提供理论依据。
1 静力学仿真模型
图1为VC辊系的上半部弹性变形有限元模型。由图1可看出,轧辊内部网格划分稀疏,轧辊表层与辊之间接触区域网格则划分细密[3],实体为SOL ID45单元。接触对设置的三维实体面-面接触分为CON TA 17单元和 TARGE170单元。将轧辊辊套与轧辊芯辊作为一个整体来考虑,之间留有环形空腔,其中液压油对辊套的作用简化为环形空腔表面的面载荷,用指定的刚度杆单元反映轧件实体的存在[4],杆单元选取Link1。轧制力和弯辊力均施加到等效的节点位置上。
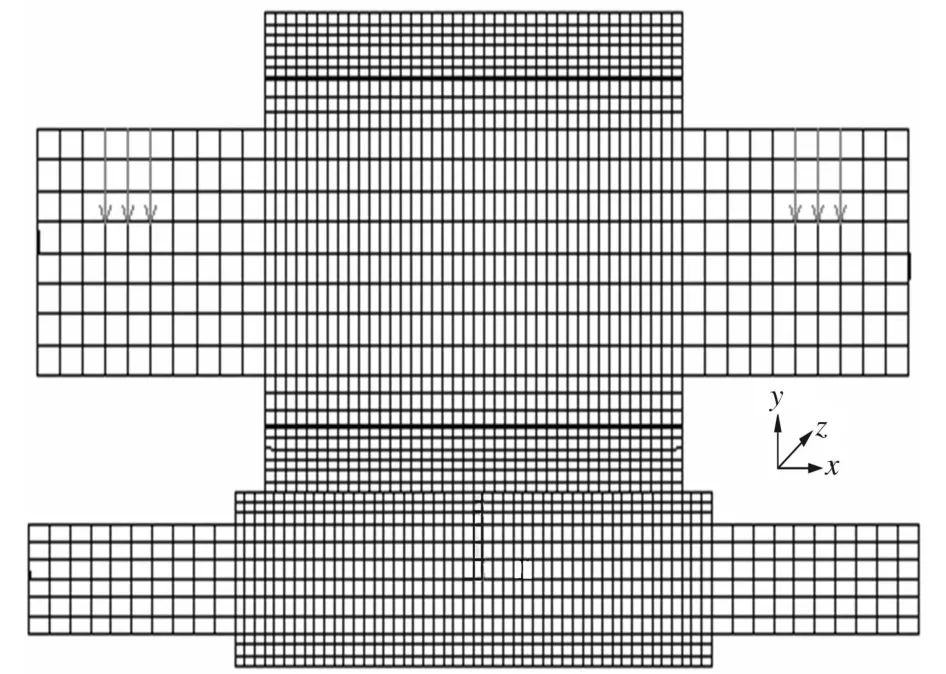
图1 VC辊系的有限元模型Fig.1 Fin ite elementmodel of VC roll
1.2 工况仿真
通过对工况进行仿真,计算得到不同因素下带钢板形的大小和控制能力的数值。这些因素包括几何因素和工艺条件。几何因素有辊径、辊套壁厚和带钢宽度;工艺条件有轧制力、弯辊力和VC辊油压。表1为不同因素组合下的工况参数。由表1可看出,采用有限元方法计算的承载辊缝为离散值,把它们拟合为一条曲线后,再计算承载辊缝的二次凸度 Cw和四次凸度 Cw[5]。
24
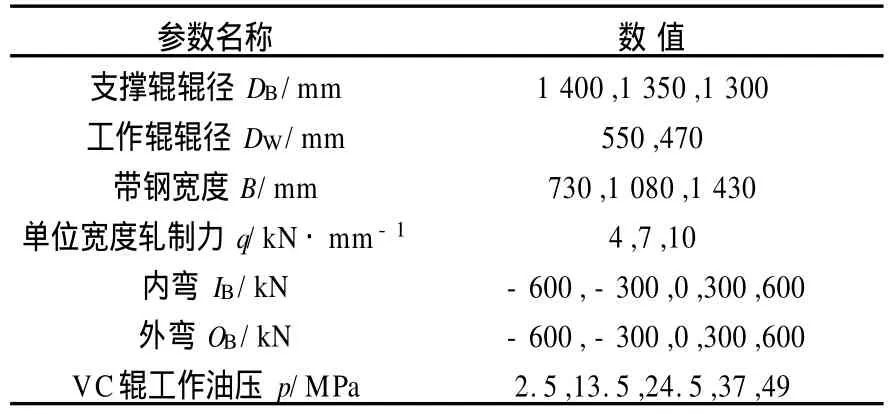
表1 不同因素组合下的工况参数Table 1 Operation condition parametersunder different factor combinations
2 工作辊弯辊力板形调控能力分析
2.1 承载辊缝的调节域
图2为VC辊平整机内、外弯辊的承载辊缝调节域(图中:DB=1 400 mm;DW=550 mm;B= 1 080 mm;q=7 kN/mm;p=24.5 M Pa)。由图2可看出,承载辊缝调节域反映了VC辊平整机内、外弯辊配合使用的调控范围与调控特性。
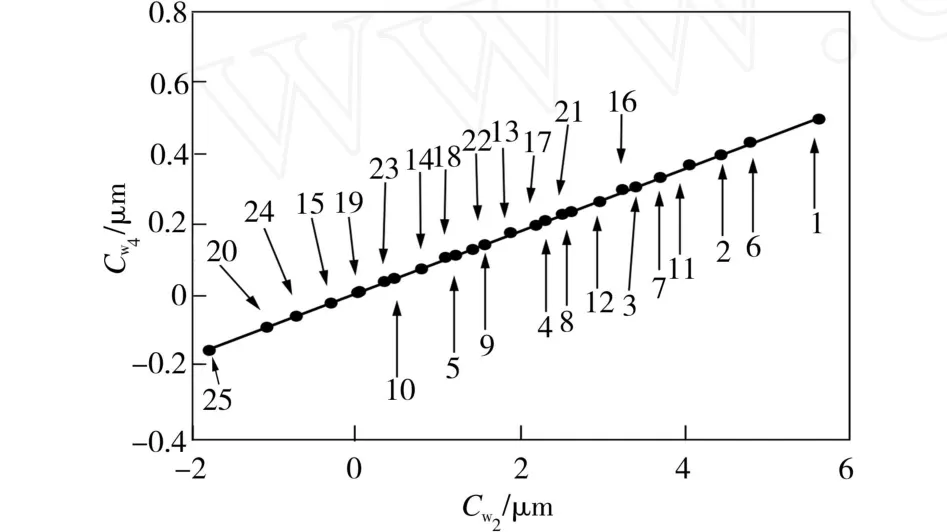
图2 承载辊缝的调节域Fig.2 Adjustment domain of load-bearing roll
2.2 弯辊力的调控功效
图3为弯辊力调控功效的三维曲面图。由图3可看出,辊缝凸度反映了内、外弯辊配合下的弯辊调控路径和调控能力。
骨肿瘤占全身肿瘤的2%左右,发生与骨骼或邻近组织中,在临床表现上良性骨肿瘤与恶性骨肿瘤较为相似,增加临床诊断难度,而传统的X摄片,CT平扫等影像学局限性较大[7-8]。螺旋CT扫描能够准确显示骨质的破坏、增生、硬化,而MRI无电离辐射,对患者损伤较小,且可准确显示肿瘤边缘,及周围软组织[9]。以往研究表明,骨肿瘤病灶边缘状态,可反应骨反应和骨细胞生长速度,良性肿瘤细胞的生物学活性显著低于恶性肿瘤,所以一般良性肿瘤病灶边缘较清晰,与周围组织有明显界限;而恶性肿瘤病灶边缘相对比较模糊[10]。
弯辊力调控功效系数(见表2)反映了弯辊力的调节能力或调节效率,其表达式为
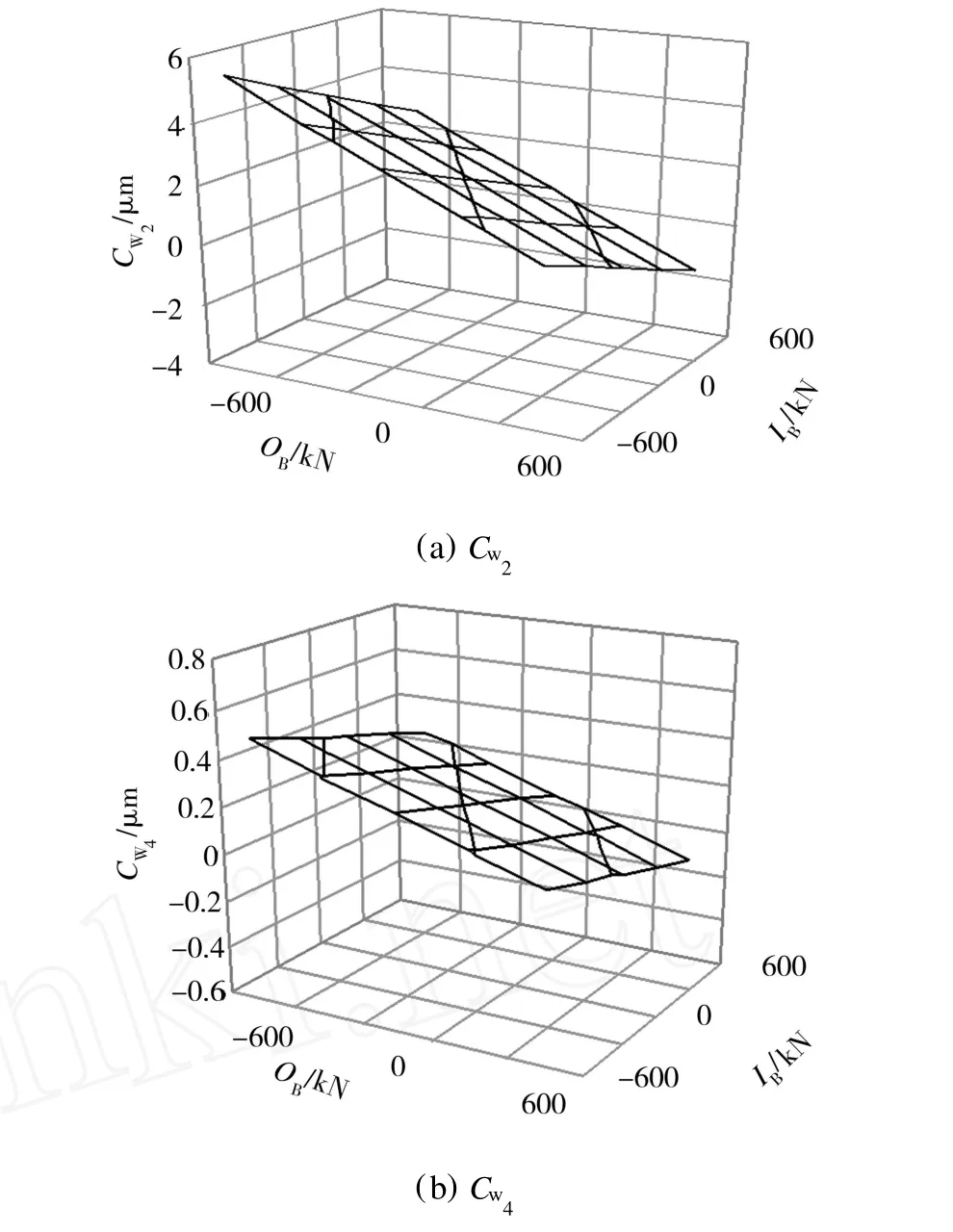
图3 弯辊力调控功效的三维曲面图Fig.3 3D curved surface drawing of roll bending force control efficacy

式中:KIB2、KIB4为内弯辊力二次、四次调控功效系数,μm/kN;KOB2、KOB4为外弯辊力二次、四次调控功效系数,μm/kN;ΔIB、ΔOB为内、外弯辊力的变化量,kN;ΔCw2、ΔCw4为承载辊缝二次、四次凸度变化量,μm。

表2 弯辊力调控功效系数Tabl 2 Roll-bending force con trol efficacy coefficien t
2.3 弯辊力板形的调控能力
弯辊力的调控功效越大,表明弯辊力改变承载辊缝的能力越大;当要改变的承载辊缝量一定时,所需弯辊力越小,增大弯辊力调控,实际上增大了平整机的调节柔性,使得弯辊力调节板形的能力增强。通过计算分析可以得出:①在不考虑压靠的情况下,内、外弯辊的调节路径均近似为直线,弯辊力变化所提供的辊缝二次凸度与四次凸度的变化量与弯辊力的变化量呈正比;②外弯的效果比内弯明显,前者的调控功效比后者平均提高44%左右,100 kN的内弯效果等效于70 kN的外弯效果;③带钢越宽,弯辊的调控功效越大;④由图3可看出,不同内、外弯辊配合的几种工况计算结果在图中基本上落在一条直线上,无论内、外弯辊如何配合,都不能达到只改变四次凸度(二次凸度基本上不变)的目的。在板形控制上,若出现高次浪形(边中浪或四分浪),则不可能只通过内、外弯辊的配合来消除高次浪形,必须通过弯辊与其他调节手段(VC辊油压、轧制力)的配合才能达到消除高次浪形的目的;⑤内、外弯辊的效果是可以线性叠加的,内弯-600 kN、外弯600 kN的弯辊效果与内弯辊0 kN、外弯180 kN的弯辊效果相同,一正一负的弯辊效果自动抵消。
3 VC辊油压的板形调控能力分析
3.1 VC油压的调控功效
图4为VC辊油压调控功效随油压的变化曲线(图中:DB=1 400 mm;DW=550 mm;q=7 kN;IB=0 kN;OB=0 kN)。由图4可看出,辊缝凸度反映了VC辊油压的调节路径与调节能力。辊缝凸度大小随VC辊油压大小变化的规律,其表达式为
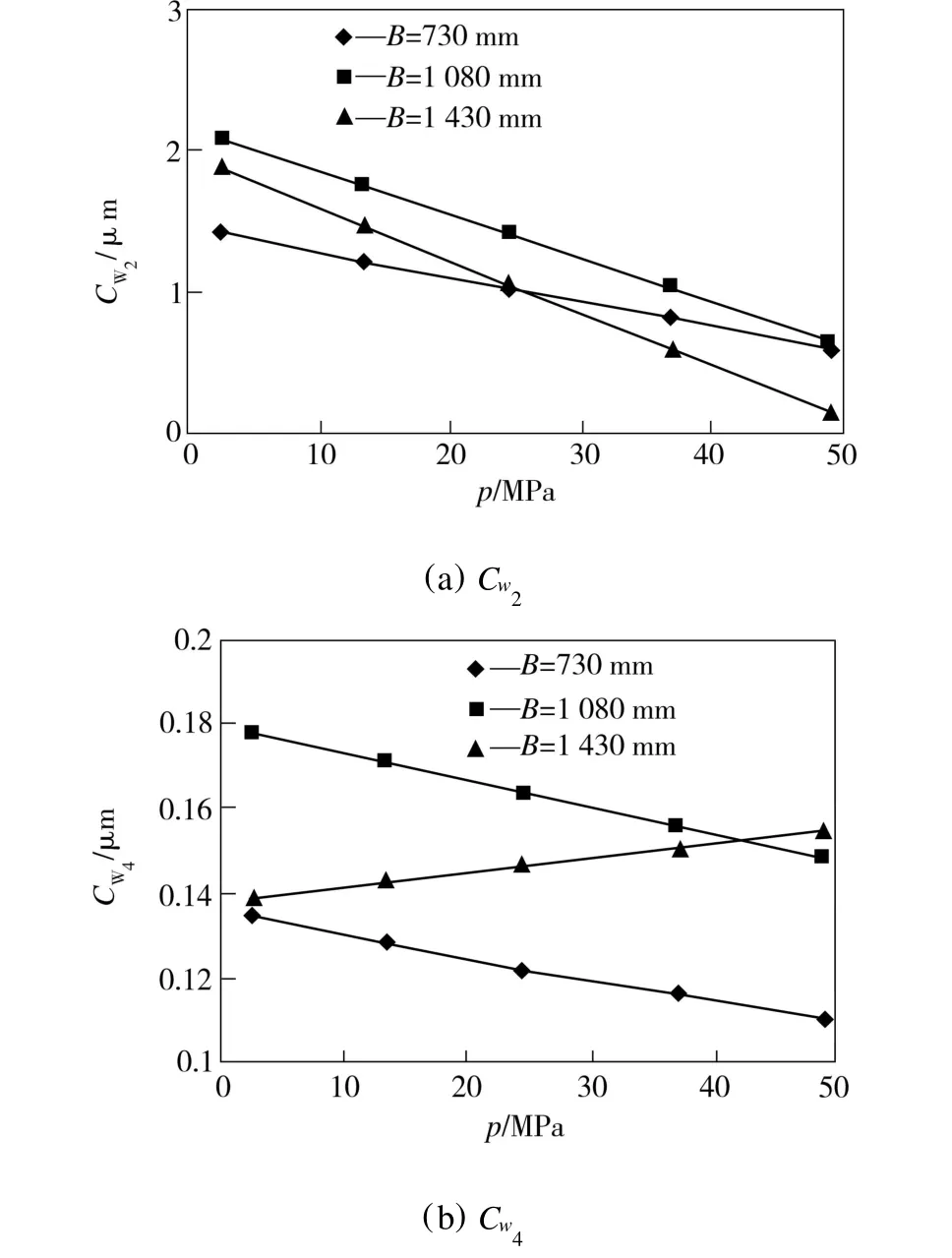
图4 VC辊油压调控功效油压的变化曲线Fig.4 Variation of the hydraulic control efficacy of VC roll with oil pressure

式中:KV2、KV4为VC辊油压二次、四次调控功效系数,μm/M Pa;Δp为VC辊油压变化量,M Pa; ΔCw2、ΔCw4为承载辊缝二次、四次凸度变化量, μm。
3.2 VC辊油压板形的调控能力
VC辊油压调控功效系数(见表3)越大,表明VC辊油压改变承载辊缝的能力越大。通过计算可以得出:①由图4可看出,VC辊油压的调节路径均为直线,VC辊油压变化所提供的辊缝二次凸度与四次凸度的变化量与VC辊油压的变化量呈正比;②VC辊油压的调控效果主要体现二次凸度的改变,改变油压后对四次凸度的影响不大;③带钢宽度越大,VC辊油压的调控效果越强;④当VC辊不受轧制力时,VC辊油压使支撑辊产生一定凸度;当VC辊承载时,油压不能始终保持辊套向外涨,在低油压情况下工作,承载时辊套可能发生反弯,向芯辊内凹陷,如图5所示(图中:q =7 kN/mm;DB=1 400 mm;IB=0 kN;Dw=550 mm;OB=0 kN;B=1 080 mm)。

表3 不同带钢宽度下VC辊油压调控功效系数Table 3 Hydraulic control efficacy coefficien t of VC roll at different steel strip widths
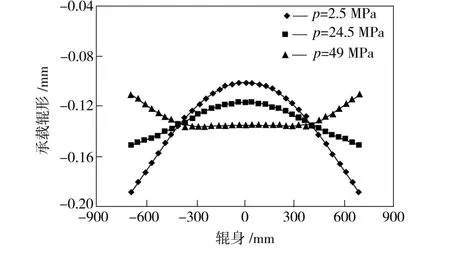
图5 不同油压下支撑辊承载辊形曲线(下部)Fig.5 Roll shape curves of different hydraulic VC roll (lower)
4 辊径对板形调控能力的影响
4.1 不同辊径下的计算结果
承载辊缝横向刚度[5]反映了平整机承载辊缝凸度大小随轧制力大小变化的规律,其表达式为
式中:Kg为承载辊缝横向刚度,kN/(mm·μm); Δq为单位板宽轧制力的变化量,kN/mm;ΔCw2为承载辊缝二次凸度的变化量,μm。
各种调控指标的计算结果如表4所示。
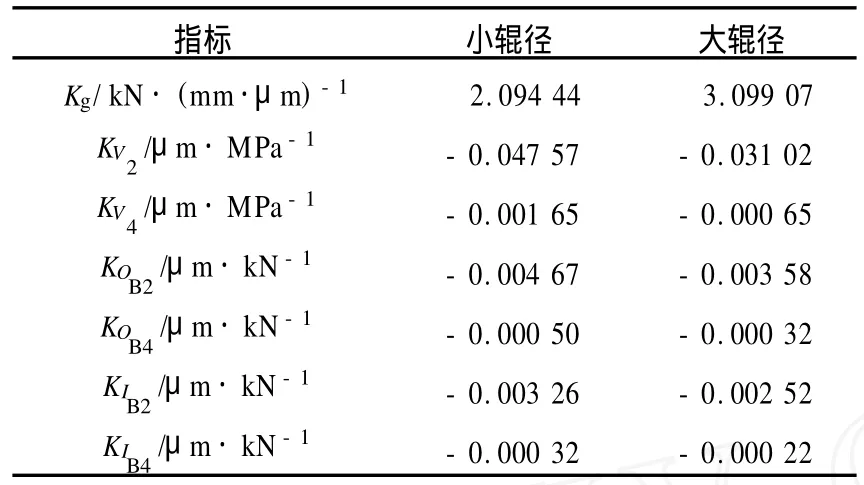
表4 不同辊径下VC辊油压的调控功效系数Table 4 Hydraulic control efficacy coefficient of VC roll at different roll diameters
4.2 不同辊径下板形的调控能力
与大辊径相比,小辊径辊缝横向刚度降低了32%左右,辊径的减小造成辊缝横向刚度的降低,轧制力的变化易引起辊缝凸度的变化。与大辊径相比,小辊径VC辊油压调控功效系数、弯辊调控功效系数均有不同程度的提高。总之,小辊径较大辊径有利有弊,一方面弯辊和油压的调控效果会增加,另一方面辊缝横向刚度会降低。另外,小辊径比大辊径更易发生压靠,因为小辊径的辊系刚度降低了,辊系易发生挠曲,工作辊两侧不与带钢接触的部分也易产生弯曲变形,造成小辊径的辊系易发生压靠。
5 辊套壁厚对VC辊油压调控功效的影响
支撑辊辊径的变化除了影响辊系的刚度特性外,还会使VC辊辊套壁厚减小,进而影响VC辊油压的调控性能。为分析辊套壁厚对VC辊油压调控功效的影响,可分3种情况进行计算:①D W =550 mm、DB=1 300 mm(壁厚为177 mm);②DW=550 mm、DB=1 350 mm(壁厚为202 mm);③DW=550 mm、DB=1 400 mm(壁厚为 227 mm)。
VC支撑辊的辊径减小,会使辊套壁厚减小。表5为VC辊油压的调控功效系数。由表5可看出,辊套壁厚越小,VC辊油压的二次调控功效系数越大,壁厚最小时(177 mm)的调控功效系数比壁厚最大时(227mm)的相应系数增加15%左右。总之,辊套壁厚的减小会使VC辊油压的调控能力有所提高。
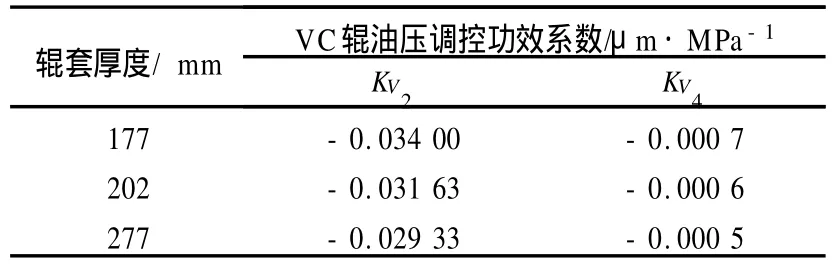
表5 VC辊油压的调控功效系数Table 5 Hydraulic control efficacy coefficient of VC roll
6 结论
(1)外弯辊的调控功效比内弯辊平均增大44%左右;无论内、外弯辊如何配合,都不能达到只改变四次凸度的目的,不可能只通过内、外弯辊的配合来消除高次浪形;内、外弯辊的效果是可以线性叠加的。
(2)VC辊油压的调控效果主要体现在二次凸度的改变上,改变油压后对四次凸度的影响不大;当VC辊承载时,油压不能始终保持辊套向外涨,承载时辊套可能发生反弯,向芯辊内凹陷。
(3)与大辊径相比,小辊径弯辊和油压的调控效果会增加,但辊缝横向刚度会降低。
(4)辊套壁厚的减小会使VC辊油压的调控能力有所提高。
[1] 白振华,连家创,杨杰.1 550 mm CAL VC辊平整机板形控制技术研究[J].轧钢,2003,20(1):8-10.
[2] 刘华鹏,康贵信.可变凸度轧辊(VC辊)在不同油压下的应力和变形分析[J].天津冶金,1994(3):30-33.
[3] 孙向明,张清东,白剑,等.六辊CVC冷连轧机支持辊磨损和热凸度对板形控制性能的影响[C]//2005中国钢铁年会论文集.北京:冶金工业出版社, 2005:526-529.
[4] 魏钢城,张清东,陈先霖.2 250 mm带钢热连轧机板形调控性能改善与提高[J].钢铁,2007,42(4):46-49.
[5] 周西康.DSR冷轧宽带钢轧机板形控制性能研究[D].北京:北京科技大学,2005.
Shape con trol properties of VC m ills
W ei Shengm ing
(Cold Rolling M ill,Baoshan Iron and Steel Co.,L td.,Shanghai 200941,China)
In order to study VC mill shape control characteristics,a continuous annealing line of a certain factory w as studied.ANSYS finite element software was used to build the simulation modelof the static VC roll system,and the influence of such factors as roller diameter,roller thickness,bending fo rce,and oil p ressure on m ill shape control ability was investigated.The results show that,no matter how the outside and inside bending rollers cooperate,it is impossible to achieve the goal of changing the fourth crow n only and it is impossible to eliminate high-order shape wave.It is also found that,the outside bending rollers are more effective than the inside bending rollers in regulation;the regulation effect of the VC roll oil p ressure ismainly found on the second crow n w hile the effect on the fourth one is insignificant.When VC rollersare under load,the oil p ressure cannot guarantee the constant outw ard rising of the roller shellsw hich may bend tow ards the roller co re.Compared w ith largediameter rollers,small-diameter rollersw ith oil p ressure have better regulation effect yet the horizontal stiffnessof the rollersw ill decrease.The reduced w all thicknessof the rollersw ill p romo te the hydraulic capacity of the rollers.
VC ro ll;m ills;shape control
TG335.21
A
1674-3644(2010)06-0580-05
[责任编辑 徐前进]
2010-03-23
魏圣明(1980-),男,宝山钢铁股份有限公司工程师.E-mail:w smcsu@sohu.com
