六辊可逆轧机板形闭环反馈控制系统开发
2017-06-01武维凯石晓东朱殿瑞太原重工轧钢设备分公司山西太原030024
武维凯,梁 飞,石晓东,朱殿瑞(太原重工轧钢设备分公司,山西 太原 030024)
六辊可逆轧机板形闭环反馈控制系统开发
武维凯,梁 飞,石晓东,朱殿瑞
(太原重工轧钢设备分公司,山西 太原 030024)
对于高等级冷轧薄板的板形质量控制问题,本文在对六辊可逆轧机的设备组成、板形控制原理等进行分析基础上,对目标板形曲线制定、板形控制策略和板形反馈控制数学模型等进行了充分研究,并编制了六辊可逆轧机板形闭环反馈的二级系统监控软件,软件应用效果良好,同时本文研究成果可为同类型轧机的板形控制设计提供参考。
六辊可逆轧机;板形;闭环反馈;控制
近年来,我国钢铁工业发展迅猛,粗钢产量已严重过剩,而高等级汽车板等精度和强度要求较高的薄板仍大量依赖进口。同时,高精度板轧设备的设计和生产也尚未完全独立,多与日立、西马克等国外厂家联合制造。因此,切实提高我国高端轧钢装备的制造能力,以及提升高等级、高精度薄板的生产能力,已成为我国装备制造业和钢铁工业转型发展过程中面临的重大机遇和挑战。
由于单机架六辊可逆轧机设备成本低、投资见效快、故障率低,因此备受中小企业青睐,主要用于对原料热轧卷进行多道次可逆轧制,从而为制罐、家电等行业提供包装原材料。为进一步提高冷轧薄板的板厚、板形和粗糙度等加工质量,需在测厚仪、板形仪等设备配置基础上,通过基础自动化系统实现板厚、板形的闭合反馈控制[1-3]。本文将对1420六辊可逆轧机板形反馈系统的构建过程进行研究,为同类型机组的自动化设计提供参考。
1 六辊可逆轧机组成
如图1所示,单机架六辊可逆轧机设备结构紧凑,具体包括开卷机、夹送辊、出入口卷取机、入口测厚仪、轧机本体、乳化液喷射装置、出口测厚及板形仪等辅助设备。热轧来料在夹送辊辅助下,从开卷机打开并送入轧机辊缝,随后带卷在轧机两侧卷取机的张力作用下,进行奇数次的往复轧制,直到轧至设定厚度。在此过程中,轧机辊缝按照程序设定,在每道次轧制中调整辊缝开口度,完成压下操作;而出入口卷取机则负责建立轧制张力,减小带钢变形抗力。由于轧制速度较高,各处设备需紧密配合,而人工操作无法保证控制的精准和及时,因此为使冷轧带钢具有稳定的板形质量,需在以上机械设备基础上,建立一套反应迅速、准确可靠的板形闭环反馈控制系统。

图1 单机架六辊可逆轧机主要设备组成
2 板形控制原理
带钢板形也称为平直度,是对带钢纵向相对变形程度的衡量。板形的产生是由于带钢在轧制过程中,来料截面形状和实际辊缝形状不相匹配,导致带钢纵向各条元的延伸率出现差异,进而使其内部出现横向不均匀分布的残余内应力,该内应力超过一定数值时,对带钢外观最直接的影响即是产生中浪、边浪等宏观可见的板形缺陷,严重影响产品质量。
板形控制方法一般分为前馈控制和反馈控制两种,其中,前馈控制适合于对轧制参数的初始化;反馈控制则适用于在轧制过程中对板形相关轧制参数的实时调控。板形反馈的目的是消除实际板形测量值与板形目标曲线值之间的偏差,其控制原理是:首先,收集出口侧板形仪测量数据,然后在设定的数学模型下将该数据与目标板形进行对比分析,并根据系统板形控制策略分别对倾辊、弯辊、分段冷却等调控手段进行指令下发,辊缝形状发生相应变化。该过程不断往复循环,保证对带钢板形的连续、动态和实时反馈控制,最终获得与目标板形接近的冷轧带钢[4,5]。
3 板形闭环反馈控制系统设计方案
3.1 目标板形曲线制定
目标板形曲线是指连轧或可逆轧制中,每道次轧制后所希望获得的在线板形分布曲线。由于目标曲线是系统反馈计算中的参考标准,因此其参数制定的优劣直接影响带钢的板形质量。以往板形设定认为,轧后带材残余应力横向分布为一条零直线即为板形良好,实际上,随着板形控制思想的发展,获得一定形状的在线板形已成为实际生产中的最优选择,主要因为以下三点:
(1)补偿板形离线变化。一方面,在线轧制时,带钢横向温度分布不均,存在热应力;另一方面,带钢凸度对卷曲过程产生影响,造成卷曲内应力,开卷后无法卸除,从而发生叠加变化;通过控制获得相反的在线板形可对离线板形变化进行补偿。
(2)满足后续工序对板形的特殊要求。若冷轧后的带卷需要进行罩式退火,为避免带钢层间粘接,一般要求冷轧后的带钢具有微双边浪;而需要进行连续退火的带钢,为避免带钢中部与炉辊接触过热,则要求冷轧带钢具有微中浪。
(3)满足各道次轧制的不同控制目标。在多道次轧制中,一般前两道次主要控制带钢的板凸度,因此选择对凸度控制有益,而对板形控制无大害的目标曲线;其后各道次则正好相反,尤其最末两道次,以获得最优板形为目标。
在此基础上,根据以往生产经验,为达到板形的快速分析和控制,一般采用偶数次幂函数来设定目标曲线,如式(1)所示:

3.2 板形控制策略制定
板形控制策略是指将板形仪测得的数据与目标曲线对比后,通过怎样的调节手段进行反馈控制。六辊可逆轧机常用的板形控制手段包括倾辊、弯辊、分段冷却等,每种方法对辊缝形状和轧后带钢板形具有不同方面和强度的影响。如图2所示,倾辊的主要作用是调节带钢的一次板形分量,即通过分别调整两侧AGC液压缸的压上量来消除带钢的单边浪等一次板形缺陷;弯辊包括中间辊弯辊和工作辊弯辊,对于两种能力均配备的轧机,一般使用中间辊弯辊消除近带钢中部的中间浪等二次板形缺陷,而用工作辊弯辊消除靠近带钢边部的二次双边浪或四次肋浪等板形缺陷;由于弯辊功能对四次及更高次板形的控制能力有限,因此增加了工作辊精密分段冷却功能,可使工作辊产生特定的复杂形式的热凸度,从而对高次板形缺陷进行调控。

图2 板形调控策略
另外,实际生产中,以上三种板形调控手段与板凸度调节的中间辊窜辊功能联合使用,对板形和板凸度进行有目的的综合控制。
3.3 板形闭环反馈控制数学模型
六辊可逆轧机的板形控制一般采用PI比例积分反馈控制系统,配合轧机两侧的AGC伺服液压缸和轧辊轴承座两侧的弯辊缸的动作来实现。
其中倾辊值计算公式如式(2)所示:

式中:△S*——倾辊值;
KSP——倾辊系统PI基本增益;
TSI——倾辊积分增益;
αs——非对称板形优化增益;
S——倾辊传递函数计算符;
Ai——非对称目标板形分量,i=1,3。
对二次和四次板形控制的弯辊计算值如式(3)所示:
式中:△F*——弯辊值;
KFP——弯辊系统PI基本增益;
TFI——弯辊积分增益;
αF——对称板形优化增益;
F——弯辊传递函数计算符;
Ai——对称目标板形分量,i=2,4。
4 二级系统板形监控软件开发
在此研究基础上,利用VB和C++混合编制完成了“六辊可逆轧机板形闭环反馈控制”的二级系统监控软件开发,如图3所示,可实现对带钢目标板形曲线的设定、板形实时跟踪监测和历史数据回访等功能。
5 实践与应用
结合生产实际,该套系统在国内1420六辊可逆轧机板形控制系统中应用,如图4所示,经过调试已投入生产,效果良好,板形精度≤10I达到95%以上,完全满足其制罐带钢精度要求,同时极大提高了金属收得率,为企业带来较大经济效益。

图3 板形监控软件工作界面
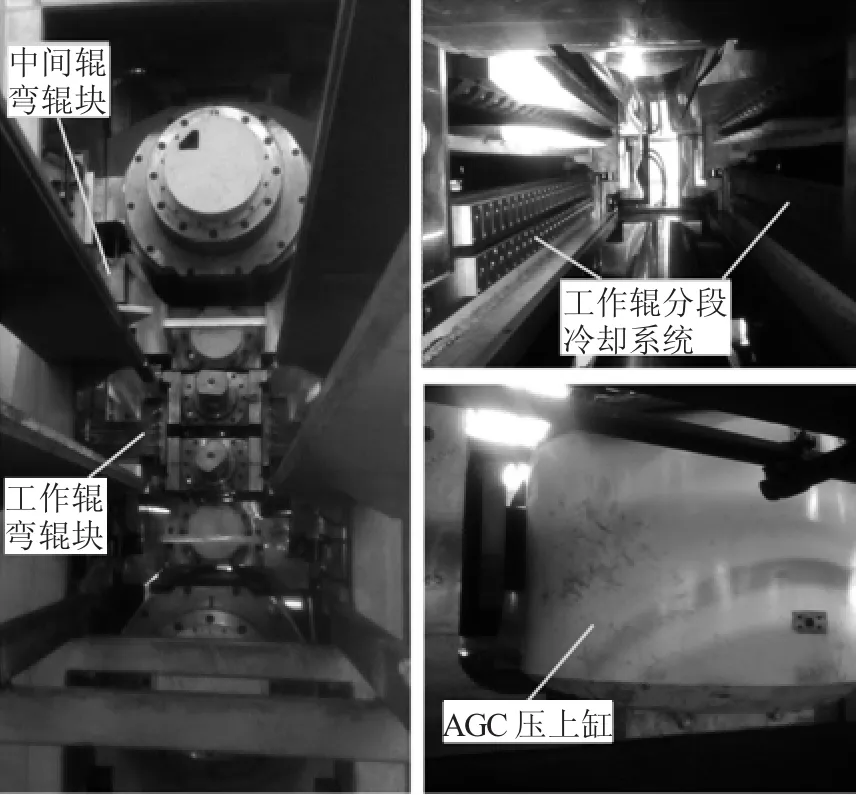
图4 1420六辊可逆轧机板形控制系统组成及调试
6 结论
结合国内高等级冷轧薄板的生产现状,本文在对六辊可逆轧机的设备组成、板形控制原理等进行分析基础上,对目标板形曲线制定、板形控制策略和板形反馈控制数学模型等进行了充分研究,并编制了六辊可逆轧机板形闭环反馈的二级系统监控软件,软件应用效果良好,为企业带来较大经济效益。
[1]王晓晨,杨 荃,孙友昭.六辊冷轧机的弯辊力组合板形控制策略[J].北京科技大学学报,2014,(6):824-829.
[2]马 静,黄景冬,商玉华,等.莱钢1500 mm六辊可逆式冷轧机的板形控制技术[J].山东冶金,2008,(1):36-38.
[3]宋晓云,马 净.莱钢1500mm六辊可逆冷轧机的板形控制技术[J].一重技术,2008,(3):34-36.
[4]闫沁太,张 杰,贾生晖,等.冷轧机板形调节能力分析方法的研究与应用[J].机械工程学报,2011,(4):77-81.
[5]刘佳伟.冷轧带钢板形控制系统的研究与开发[D].沈阳:东北大学,2010.
Development of closed loop feedback control system of plate flatness for six-high reversible rolling mill
WU Weikai,LIANG Fei,SHI Xiaodong,ZHU Dianrui
(Taiyuan Heavy Industry Steel Rolling Equipment Branch,Taiyuan 030024,Shanxi China)
Aiming at the flatness quality control issue of high-grade cold-rolled sheet,the equipment composition and the flatness control principle of the six-high reversible rolling mill have been analyzed in the text.The curve formulation of the target shape,the shape control strategy and control mathematical model of the shape control feedback have been fully studied.The secondary systemmonitoring software of plate-shaped closed-loop feedback for six-roller reversing rolling mill has been established.The effect of software application is good,and the research results can provide reference for the flatness control design of the same type rolling mill.
six-high reversible rolling mill;plateflatness;closed loop feedback;control
TG333.11
B
10.16316/j.issn.1672-0121.2017.02.017
1672-0121(2017)02-0055-03
2016-11-09;
2017-01-20
武维凯(1989-),男,助工,从事轧钢设备经销工作。
朱殿瑞(1985-),男,硕士,工程师,从事轧钢设备制造研究。
E-mail:592652621@qq.com
