时速350km 高速客运专线无砟道岔铺设质量控制
2010-09-07张天放刘忠波
张天放 刘忠波
(1、中铁二十三局第二集团有限责任公司,黑龙江 齐齐哈尔 161000 2、哈尔滨铁路局工程管理所,黑龙江 哈尔滨 150006)
1 工程概况
武广客运专线是连通武汉至广州间新建高时速的铁路客运专线。所指的高时速,是它按着350km/h的速度进行设计并施工。我局的施工地点位于新建咸宁站内,承担南北两咽喉区共10组无砟道岔的施工。道岔采用德国BWG 公司技术生产的18号道岔。此10 组18号BWG 无砟道岔是国内继京津城际铁路使用后,第二次用于武广客运专线,该种道岔技术含量高、价格昂贵,要求铺设精度高等特点,且国内对这种高速道岔的施工经验溃乏。
2 工程意义
武广客运专线是国家、铁道部的重点建设项目,它对中国迈进高速铁路时代有着深远的意义。我局首次施工此种道岔,更是武广客运专线首家施工BWG 高速道岔企业。成功攻克道岔施工技术难题,不仅我局在高速无砟道岔施工上胜于其它企业,而且在高速铁路市场上取得无法估量的重大意义。
3 工程施工
3.1 工程测量
工程测量的目的,就是对道岔进行精确的定位,高速无砟道岔对定位的要求精度非常高。
3.1.1 CPⅢ控制网的建立与交接
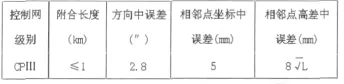
CPⅢ控制点建立的密度为150~200m,我国客运专线无砟轨道测量控制网标准如下表:
?
CPⅢ控制基桩点复测的内容、方法与各项限差应满足:1)复测控制点间夹角时,方向观测应不少于两测回,距离往返观测各两测回。2)控制点间的距离允许偏差为1/20000,直线段控制点间夹角与180度较差应小于8″,曲线段控制点间夹角与设计值较差计算出的线路横向偏差应小于1.5mm,弦长测量值与设计值较差应小于2mm。
测量仪器的选择也非常重要,对于高精度的无碴道岔,必须选用高精度的测量仪器。
3.1.2 道岔的铺设定位
道岔采用工厂预组装,经厂家自检合格后,铁路分节段运输到施工现场,在用吊装设备安装到位的方案。所以,在道岔就位之前,必须依据坐标定出道岔岔首、岔心、岔尾等主要控制点的位置。道岔控制点及道岔安放就位过程中力求精确,减少后序调整工作量。
3.2 道岔安装及调整
3.2.1 道岔的粗调
按照设计图纸及标准检查道岔各部件的完整性,调整轨距及岔枕位置,调整道岔中心线与设计中心线相符。
在两侧钢轨外侧对称安装竖向调节器,使道岔抬起,在岔枕端头安装丝杠,配合竖向调节器调整标高,标高略低于设计标高5mm。每个丝杠受力均匀后可以撤掉调节器。避免直接用丝杠升降道岔,受力集中有时会造成岔枕的损坏。
避雨拱棚搭建方法:在原葡萄架水泥立柱顶端加固1根长0.8 m的支柱,使其高度达到2.5 m,水泥立柱顶端加固1根1.5~1.7 m的横梁,横梁两端和立柱顶端各拉1道10#铁丝,用竹片做拱,跨度1.6 m,竹拱两端固定在铁丝上,竹拱间距0.6~1.2 m。竹拱与竹拱间用铁丝连接并扶正,每亩需碗口粗的竹竿10根,用于地两头水泥柱的固定。两头用地锚拉紧固定。薄膜用竹片加压以及拉绳固定在搭架的竹拱上,膜的两侧卷细竹竿捆在拉紧的铁丝上。每间隔7 m,用布条将棚膜固定在葡萄老藤蔓上,防止风大揭棚。搭建完成后,行与行的空隙为30 cm,这样可保证东西向的阳光照到葡萄树。
3.2.2 钢筋绑扎
由于我局只施工支承层上部结构,故支承层施工不在详细论述。为了避免在道岔安放过程中,损坏道床板钢筋,故采取先铺设道岔,后进行钢筋的绑扎。
钢筋的规格、材质应符合设计及验标要求,并做二次检验方可使用。按照设计要求,钢筋绑扎纵、横向筋交叉处设置绝缘卡。
3.2.3 安装模板及侧向调节支架
为了保证混凝土道床板的几何尺寸,模板必须选用钢模,模板设计要牢固,并自身能很好地固定。模板设计为三角形支架,支架底用膨胀螺栓与支承层混凝土牢牢结合在一起。
模板支立完成后,安装侧向调节支架。安装的目地就是为了能够调节道岔的平面位置。
3.2.4 道岔的第一次精调
此次精调的目的就是使道岔基本符合标准要求,调整道岔的高程、平面位置、各部件安装及密贴情况。精调采用高精度瑞士徕卡全站仪2003 进行调整平面位置,高精度数显水准仪DNA03 调整标高(数显水准仪的精确可达0.01mm)。
先用侧向调节支架调整平面位置,等平面位置符合要求后,再调节丝框使高程满足设计要求。
3.2.5 FAKOP 结构的调整
FAKOP 是德语的缩写,其意思是动态轨距优化。由于本工程采用德国BWG 公司技术生产的道岔,故这种道岔的转辙器是带有动态轨距优化的转辙器。这也是此种高速无砟道岔最重要的特点之一。此部位检查非常重要,FAKOP结构的转辙器基本轨向外弯曲加宽轨距,最大轨距加宽为15mm,主线基本轨也不再是一条直线,而是一种特殊的轨道曲线,直基本轨向外凸起。在直基本轨轨头外侧加工了一凹槽作为测量基准,检查方法是用一弦线平行于轨道中心线,量测弦线到轨头凹槽的距离。
3.2.6 道岔的第二次精调
此次精调是施工当中非常重要的一次,它是浇筑岔区道床板混凝土前最后的一次调整,直接关系到道岔的铺设质量。
为满足德国BWG 道岔铺设时的高精度测量要求,从瑞士安伯格技术公司引进GRP1000轨道检测车,用该检查车检测道岔方向、高低、水平、轨距等几何形位指标,并能够自动存储、导出数据、计算偏差,精度可达0.1mm。通过调节丝框及侧向调节支架使道岔处于精确位置。
3.2.7 道岔浇筑混凝土前的其它检查
通过多次轨检小车的检测、调整,使道岔几何形态完全符合设计及标准要求。并根据《客运专线无砟轨道铁路工程施工质量验收暂行标准》进行检查密贴及缝隙等各项指标。待各项全部合格后,准备浇筑混凝土。浇筑前用塑料布对钢轨及扣件系统进行包裹,避免沾污。
3.3 岔区混凝土的浇筑
岔区道床板按设计要求采用C30 混凝土浇筑,浇筑采用厂拌混凝土,罐车运输,汽车泵浇筑的方法,混凝土浇筑应由一端向另一端逐段推进,掌握浇筑速度,避免向灰枕及钢轨上倾倒混凝土,以免造成污染及挤压偏移。随时灌注,设专人随时检查道岔的线性偏差。
混凝土初凝后,对混凝土表面压光抹面,设置1%排水坡。并注意拆出丝杠。混凝土终凝后,拆除模板及侧向调节支架。
4 道岔钢轨的焊接与锁定
本工程钢轨接头焊接采用德国斯密特铝热焊施工技术,道岔内钢轨焊接原则为辙叉轨排与导轨连接部,先直股,后曲股;导轨与导轨之间,先直股,后曲股;导轨与基本轨跟部,先基本轨,后尖轨;道岔前后焊接顺序为先岔前,再岔后;先直股,后曲股。轨缝焊接完成后进行粗磨、精磨等工序,最后进行焊缝探伤检测。
5 道岔线性的调整
混凝土成型后,利用GRP1000 轨检小车再次对道岔水平、高低、轨距、轨向等进行采集,使用道岔扣件系统对轨道线性进行精密调整,以消除混凝土浇筑过程中及其它自然因素对道岔产生的干扰偏差,使道岔线性符合要求。
6 施工总结
高速无砟道岔在我国正在不断地改进与拓新,所得的施工经验也在不断地进行积累。本文仅就国内新引进的德国BWG 高速无砟道岔施工工艺做一简单的论述,还有许多技术含量高的工艺需要大家去研究探索,只有这样,中国高速铁路的发展也会迅速腾飞。
7 创造的经济价值及社会效益
武广客运专线无砟道岔的成功铺设,标志着我局已经具备了高速道岔的铺设技术。做为首家施工成功的企业,在道岔铺设完毕后,武广客运专线有限公司、德国海特坎普咨询公司、新铁德奥道岔有限公司CNTT 等单位给予我局高度的评价,并组织其它施工企业纷纷来我局进行现场观摩,学习施工经验。为此我局取得的经济价值及社会效益无可估量,为我局进入高速铁路建筑市场奠定了坚实的基础。
[1]铁道部工程管理中心客运专线道岔技术资料.
[2]新铁德奥道岔有限公司客运专线道岔资料.
