圆锥滚子轴承片状保持架支柱孔中心径测量误差的修正
2010-07-25李国庆林淑芹
李国庆,林淑芹
(西北轴承股份有限公司,银川 750021)
特大型片状保持架圆锥滚子轴承在装配检验时,有时出现轴承外圈端面对滚道的跳动(Sia)超差、回转灵活性差等质量问题。通过对轴承的解体检验和反复试验验证发现,保持架大片支柱孔中心径尺寸误差是影响轴承成品回转和Sia的关键因素。为保证轴承成品质量、提高装配合套率,解决保持架大片支柱孔中心径尺寸误差显得尤为重要。
1 误差分析
保持架装配工作状态如图1所示。
图1 保持架装配图
图2保持架钻孔状态
1.1 保持架支柱孔加工方法
如图2所示,保持架小片以凸面定位,由凹面方向钻支柱孔,要求控制凸面支柱孔中心径尺寸d′;保持架大片以凹面定位,由凸面方向钻支柱孔,要求控制凹面支柱孔中心径尺寸d。此加工方法充分考虑了保持架的装配工作状态,保证保持架加工基准面与装配基准面的统一、加工控制尺寸与装配要求尺寸的一致,同时消除由于保持架幅高尺寸公差、平行差对加工孔中心径造成的影响。
1.2 保持架大片支柱孔中心径检测方法
由于受保持架形状和支柱孔径尺寸的限制,目前检测支柱孔中心径的唯一方法是利用中心量柱间接测量,由图3可知:
图3 保持架大片支柱孔中心径测量方法

式中:d量为中心量柱底面直径;α为保持架斜面角度。根据图纸设计尺寸d确定d1的大小,加工时用卡尺直接测量d1进而间接控制支柱孔中心径d。
1.3 测量误差的产生及计算
如前所述,保持架大片要求控制的是支柱孔中心径d,尺寸检测也在凹面进行测量,由于保持架大片凹面为弧形面,在用中心量柱检测时,中心量柱的底面与保持架凹面并不能完全吻合,在量柱底面与保持架凹面之间存在一个弦高,见图4,在实际测量值与理论值之间存在2Δd尺寸误差。保持架直径尺寸越小、斜面角度越大,误差Δd越大。

图4 误差的产生
由图6和图7可知:
图6 实际弦高与理论弦高的关系
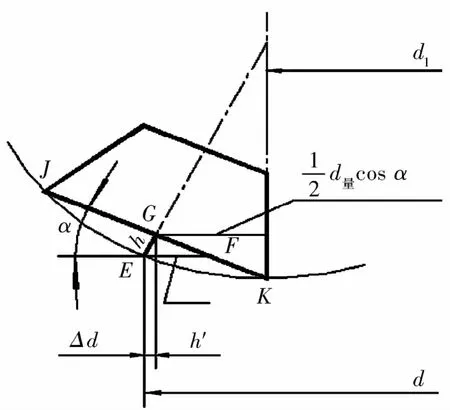
图7 测量误差的计算

式中:h′为理论弦高;h为实际弦高;α为保持架角度。
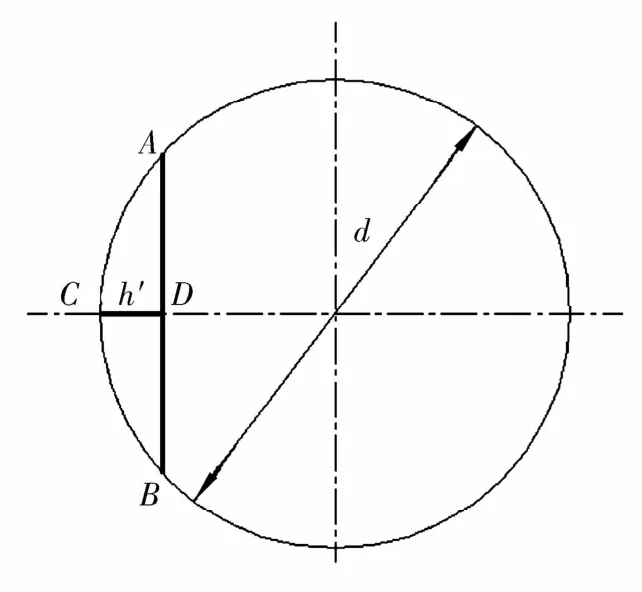
图5 理论弦高h′的计算
2 测量误差的修正
由图7可知,经误差修正后:

在检测保持架大片支柱孔中心径时,根据产品规格和中心量柱由(1)式计算出测量误差修正值Δd,再由(2)式计算出d1,进而保证支柱孔中心径的尺寸精度。
3 结束语
通过生产实践验证,按修正后的实测d1检测、控制保持架大片支柱孔中心径,消除了支柱孔中心径测量误差,彻底解决了由于保持架大片支柱孔中心径测量不准确对轴承成品回转性能的影响,减少了废品损失,提高了轴承装配合套率,保证了轴承成品质量,达到了预期目的。
