电机冲片排料方案思考
2010-06-19张文兵
张文兵
(重庆川仪速达机电有限公司,重庆400712)
在激烈的市场竞争中,为提升企业竞争力,除了提高产品质量来吸引客户外,降低成本,节省原材料,也是其中一个重要环节,从而获取最大利润。笔者从后者出发,结合传统电机圆形冲片生产,提出如下方案,供同行参考:
下面对落料方案逐一比较:
按图1方式冲裁,如果冲出两排、三排冲片,将会造成图2、图3中圆环面积以外部分的大量废料,我们试着将图2改为图4、图3改为图5样式,然后用数学的方法求解在何种情况下,将最大限度利用原材料利用率。

(a)图2与图4的比较(设沿X轴方向冲出n片冲片)
图2方案中长方形面积S1=2rn·4r=8nr2,得冲片数为2n片。
为了便于比较,我们求生产同样多冲片数时消耗原材料的多少来判断:△S=S1(2n-1)-S2·2n=(1.072n-8)nr2。
因为n为自然数,约去一个n,提掉r2,即比较1.072 n与8的大小即可。所以当n>7.4时,△S>0,故有:n≥8时,采用图4方案较合理,n≤7时,采用图2方案较合理。
(b)图3与图5的比较(仍设沿X轴方向冲出n片冲片)
图3方案中长方形面积S3=2rn·6r=12nr2,得冲片数为3n片。
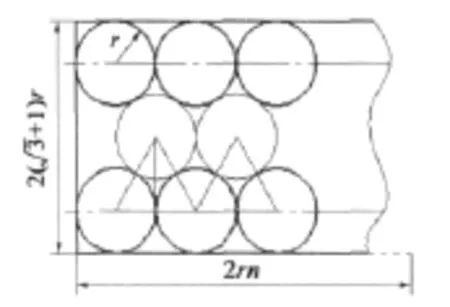
图5 冲片数2n+(n+1)
我们按如上方法进行比较:△S'=S3(3n-1)-S4·3n=(3.215n-12)nr2。
依然同上,我们比较3.215n与12大小即可。
当n>3.73时,△S'>0,即:n≥4时,采用图5方案较经济,n≤3时,采用图3方案较合理,图4与图5的比较很容易看出图5较图4方案更为经济,然而考虑到工艺的难度问题,图4则较好。
我们同时还考虑到冲出四排、五排、……(沿Y轴方向),经计算,废料的产生是逐渐递减的,与图4、图5有雷同之处,已无太多实际意义,且增强了工艺难度。
综上所述,我们得出以下统计结论:
当n≤3时,采用图1方案生产;当n≥8时,采用图4方案生产;当4≤n≤7时,采用图5方案生产。
按此方法投产,将最大限度提高硅钢片原材料的利用率,从而降低生产成本。
