阀岛技术在生产线自动供料系统中的应用
2010-04-11吕世霞
吕世霞,王 京
LV Shi-xia, WANG Jing
(北京电子科技职业学院 汽车工程学院,北京 100026)
阀岛技术在生产线自动供料系统中的应用
The application of bus-valve island in the feeding system of automated production line
吕世霞,王 京
LV Shi-xia, WANG Jing
(北京电子科技职业学院 汽车工程学院,北京 100026)
提出一种基于Profibus现场总线技术的阀岛作为生产线上供料系统的各个执行机构进行协调工作的控制单元,以增强系统抗干扰能力。采用西门子S7-300 PLC的顺序控制实现整个供料过程的自动运行。PLC利用Profibus 现场总线通过总线型阀岛、输入设备与上位机自由交换信息,实现远程操作和控制。实践证明,该方法使整个系统自动化程度提高,可靠性增强,为整个生产线的分布式控制提供前提。
现场总线;阀岛;PLC;顺序控制
0 引言
现场总线技术的发展,推动了过程控制技术与气动技术的进一步发展。阀岛技术的出现,使得气动技术在生产线的自动化控制领域得到广泛应用。在气缸活塞的自动化生产线上,能够快速、准确的将待加工工件从待加工区送到加工区,是提高生产效率的关键。供料系统自动化程度的提高已经成为必须。
自动供料系统采用基于Profibus-DP现场总线技术的阀岛来作为气动系统中各个执行机构进行协调工作的控制单元。同时,采用西门子S7-300 PLC的顺序控制来实现整个供料过程的自动运行,利用Profibus 现场总线通过总线型阀岛、输入设备与上位机自由交换信息,实现远程操作和控制,以满足目前自动化生产线的分布式控制的要求。
1 自动供料系统的工作原理
自动供料系统主要功能是将工件从生产线的待加工区抓取、传送、放置到加工工位。系统要求控制精确,抓取快捷,传送到位,放置稳定,使用方便快捷,生产效率能够得到进一步提高。
供料系统的工作流程如图1所示。起始时,各执行机构处于初始位置,且工件已在待加工区存放,处于被提取的等待状态,加工工位已无工件在加工。此后的动作顺序为:推料气缸伸出,将工件推出待加工区。摆动气缸左摆,延时5s,消除摆动过程的抖动,准备抓取工件。吸盘的真空开启,抓取工件,延时5s,保证工件抓取牢固。推料气缸退回。摆动气缸带着工件开始右摆,直到放置工件的位置,延时5s,消除摆动过程的抖动。真空关闭,工件放置加工工位上,延时5s,保证工件安全放置。这样自动供料系统就完成了一个供料过程。供料过程可以循环进行。
2 阀岛在供料系统气动回路中的应用
Profibus (Process Fieldbus)是一种国际化的、开放的、不依赖于设备生产商的现场总线标准。广泛应用于制造业自动化、流程工业自动化和楼宇、交通、电力等其他自动化领域。采用Profibus总线的系统具有很高的实时性。Profibus-DP 协议是为自动化制造工厂中分散的I/O设备和现场设备所需要的高速数据通信而设计的。使用Profibus-DP可取代24V直流电压或4mA~20mA电流信号传输。DP的配置为主—从结构,DP主站与DP从站间的通信基于主―从原理。
供料系统采用Profibus-DP现场总线系统进行主―从站之间的通信。PLC、上位机、阀岛及现场的输入设备之间的信息通过该总线系统进行实时交换。
2.1 阀岛的阀片选择

图1 自动供料系统的工作流程图
供料系统的气动控制元件采用Festo 公司最新推出的Profibus现场总线型阀岛作为气动控制元件,其性能优异,结构紧凑,固定栅格,并且可在一个位置上紧凑的安装两个阀的功能,使气动技术从“开关控制”进入到高精度的“反馈控制”。总线型阀岛与外界的数据交换只需通过一根两股或四股屏蔽电缆实现,是一种省配线的复合集成系统,节省接线时间。配线、配管和元件的减少使设备进一步集成,抗干扰能力增强,数据传输更为可靠。
阀岛主要由电路板和阀体两部分组成。阀岛采用横向气路板集成,其上阀体宽10mm,对应的标准额定流量为400L/min,具有阀体薄,流量大,能耗小。阀岛的设计时可装6个或8个阀片,可将线圈从2个扩展到16个。阀岛最多可安装8片阀片(16个线圈),并且可以使用气路板。
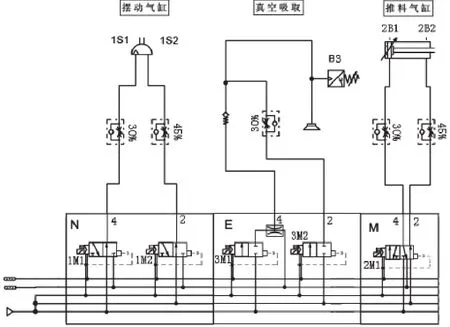
图2 自动供料系统的气动回路图
自动供料系统的气动回路如图2所示。气动系统的阀岛采用3个阀片来控制。气动推料气缸采用M型阀片控制,1个二位五通单电控阀,保证推料气缸严格定位在伸出和缩回两种状态。摆动气缸采用N型阀片,2个常开的二位三通阀,可以让摆动气缸停止在任意位置,方便系统调试,同时防止在工作过程中突然断电时摆臂坠落。真空吸盘采用E型阀片,带喷射器的真空发生器,有利工件的抓取和放置。
2.2 阀岛的软件组态
阀岛支持Profibus-DP、Festo Field Bus、ABB CS31、SUCOnet K多种协议。阀岛上可以根据系统设备不同的控制需要进行不同的总线协议选择。同时可以在阀岛上进行网络端口设置,阀岛地址选择,及诊断模式设置。
阀岛在使用之前还需要对其DIP开关部分进行设置,选择使用Profibus-DP协议,同时进行相应的软件组态。Festo公司开发了与西门子PLC相匹配的总线型阀岛技术使用的组态软件,根据供料系统的功能要求在STEP 7软件下对其进行相应的组态。该软件操作方便,界面简单快捷,利于使用。
利用西门子公司提供的STEP7软件在PC机上对系统在软件环境下进行软件组态时,确保软件组态与硬件设置相符。
首先在STEP 7软件下安装Festo DP产品的GSD文件。配置过程如下:
1)系统配置中选择Profibus DP网络组件Festo CPV 阀岛。如图3所示。
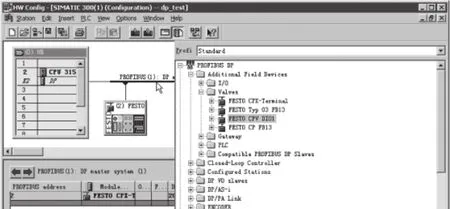
图3 Profibus DP网络组件的选择
2)双击Festo CPV DI01,配置CPV阀岛的地址和网络,选择好相应的地址和网络,单击确定即可。操作如图4所示。
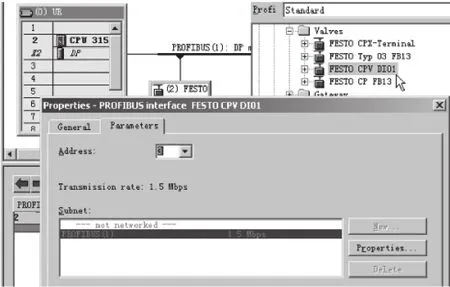
图4 CPV阀岛地址和网络的配置
2.3 阀岛的地址分配
整个系统的输出信号为阀岛的输出,系统的输出地址在阀岛上的分配见表1所示。地址分配从阀岛的左至右,14线圈总在低位,单电控阀片中的12线圈地址被保留。根据需要,系统需配置3个阀片,控制3个执行元件。

表1 阀岛的输出地址分配
2.4 输入设备的地址分配
供料系统的输入信号主要来源于检测执行元件状态的传感器,系统启动、停止的开关信号等。系统的输入地址分配如表2所示。
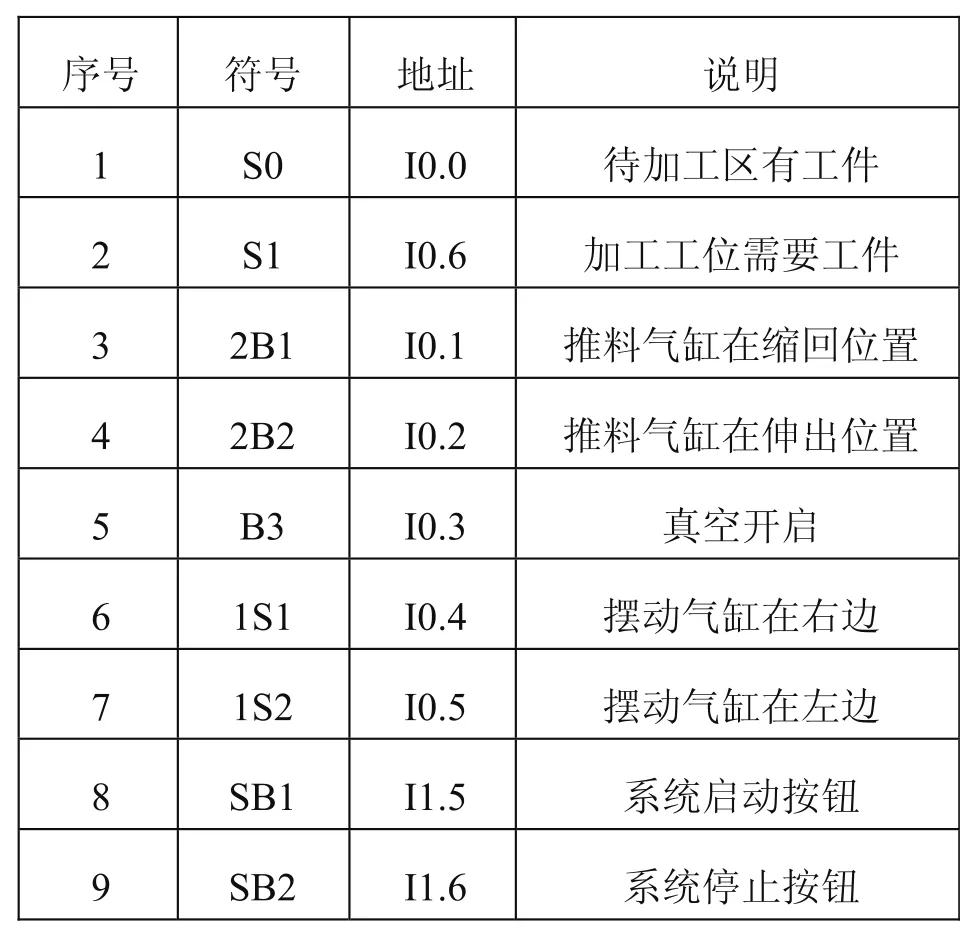
表2 系统的输入地址分配
2.5 PLC的顺序控制过程
PLC 在抗干扰能力方面明显优于单片机等其他控制器,目前已被广泛应用于工业控制中。供料系统的控制器选用西门子公司的S7-300系列的可编程控制器 CPU 313C-2DP,它集成数字量输入/输出接口,同时带有MPI、Profibus主站/从站的双接口,方便与Profibus-DP总线型阀岛的连接,操作简单精确。PLC、阀岛、输入设备与上位机连接在现场总线Profibus 上,PLC作为供料系统的主站接收来自于传感器等输入设备信息,并发出信息控制阀岛动作,以实现远程操作和控制,并且为整个生产线的分布式控制提供了前提。
自动供料系统采用PLC的顺序控制,它可以实现整个供料过程的自动化控制。自动供料系统的顺序功能图如图5 所示。当满足左边的控制条件时,就会产生右边的控制结果,同时使相应的中间寄存器通电。从图5 中看出一个完整的提取过程共有6步,且完成第6步后如果加工工位满足无工件,且系统没有停止条件时,就可以实现连续的供料动作。

图5 PLC的顺序控制功能图
3 结束语
过程控制技术和气动技术发展的相辅相成,使生产线的自动化水平也应与日俱增。将基于Profibus-DP现场总线的总线型阀岛这一先进的气动控制技术应用在自动化生产线的供料系统中,使系统集成度更高。 PLC与气动技术的有机结合,利用Profibus 现场总线通过总线型阀岛、输入设备与上位机自由交换信息,实现生产线自动化的远程操作和控制,为整个生产线的分布式控制提供了前提,使整个生产线的自动化程度更高,控制方式更加灵活,系统性能更加可靠。因此具有重要的实际意义和经济价值。
[1] 许为民.基于PLC的气动换刀装置设计[J].液压与气动,2009(1):50-52.
[2] Festo 公司.CPV阀岛使用手册,2005.
[3] SIEMENS公司.SIMATIC s7-300使用手册,2005.
[4] 胡健.西门子S7-300/400 PLC工程应用.北京:北京航空航天出版社.2008.9.
[5] 关浩,蓝健,杨博龙.气动竞赛机器人控制系统设计[J].2009(1):7-9.
TP274
A
1009-0134(2010)09-0170-04
10.3969/j.issn.1009-0134.2010.09.52
2010-03-05
吕世霞(1978 -),女,讲师,硕士研究生,研究方向为嵌入式运动控制。
