具备自动特征提取能力的智能监测系统
2010-03-24申志刚
申志刚,何 宁,李 亮
(南京航空航天大学机电学院,南京210016,pencilshow@yahoo.cn)
加工状态监测主要包含3个环节:传感器、信号处理(特征提取)、基于特征的监测策略.其中各环节均存在多种选择.就传感器而言,切削力是目前刀具状况监测(TCM)中最为有效的指示信号,获得广泛运用[1-3].声发射、振动[1,3,4]、电机电流[5]、声音[3]以及切削温度等传感器也均为研究者采用.且多传感器融合趋势明显,文献[1-3,4]均为对上述传感器的组合运用.TCM中采用的信号处理技术既包括传统的信号处理技术,如时域分析[6]、频域分析[7],也包括短时傅里叶变换、小波分析等时频分析技术[8].小波分析对于切削过程产生的非平稳的信号的处理有其优势,因此在TCM研究中得到较多的应用[9-10].
监测系统设计涉及多种类型传感器和信号处理技术的选择[11].不同选择对监测系统的效率和实时性以及后续决策判断阶段,会产生直接而重要的影响.多种类的传感器和多样的信息处理技术产生的搭配组合数量惊人,对于一个具体的监测系统的设计,如何摒弃经验法和多次尝试法,快速准确地做出合理的选择,提取出与监测目标相关性强的特征量,直接影响系统整体的成本和监测效果.对这一问题目前尚缺乏系统的研究.A.Al-Habaibeh和N.Gindy提出的ASPS方法是此方面研究的少数的可见成果[12].
本文旨在提供一种传感器与信息处理技术的自动择取方案,自动提取敏感特征,使其更加适应于高速铣削过程刀具磨损监测的需要.
1 敏感特征自动提取方法
1.1 敏感特征自动提取
切削系统初始对应健康状态,随着刀具磨损发生,出现一个渐进变化过程.对传感器信号进行间隔采样,并施以信号处理手段,提取出以实数形式存在的特征量 SFs,并以此建立特征矩阵SFM.铣削过程多次间隔采样,每次采样产生一个SFM矩阵,从而产生出一系列的特征矩阵,形成3D SFM矩阵.对应过程样本1到k(k为采样数目),可基于SFM矩阵计算此过程中各特征量fij对于刀具磨损的相关程度或曰敏感程度.所产生的敏感系数也以矩阵的形式加以存放,称为相关矩阵(Association Matrix,ASM),从而建立敏感系数与各个特征量之间的对应关系.具体的特征提取方法如图1所示.
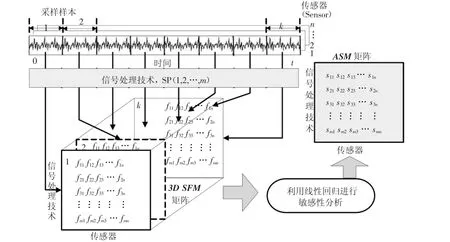
图1 敏感特征自动提取方法
对于敏感系数的计算,A.Al-Habaibeh和N.Gindy是以Taguchi’s试验设计方法为基础来建立相关矩阵.而文献[12]中针对固定切削参数加工过程,采用线性拟合的方法进行相关系数的计算.前者虽相对于全因素试验方法可大大减少试验数量,但仍需完整设计的一系列试验作为其计算基础;而后者受限于单一的固定切削参数.虽然A.Al-Habaibeh和N.Gindy也将其应用于刀具破损这样的突发性故障监测,但此情况下运用直线拟合的斜率来作为相关系数值并不合适.
本文在铣削试验基础上,提出更加完善的敏感系数计算方法,将特征量随切削时间的离散变化程度亦作为敏感度的一个度量指标.因为对于本文提出的智能监测系统而言,特征量如果跳动严重(离散度大),对于其循环直线拟合计算将带来较大的误差.综合考虑拟合直线斜率b和特征量相对于拟合直线的离散度(以Δ值来度量),要求特征量拟合直线在斜率大的同时,要离散度小,才能满足监测系统的要求.将倾斜度和离散度同时纳入评估计算,将两者加权平均,如式(1)所示:

其中:s为敏感系数,b为直线斜率值,Δ为离散度,a1,a2为权值系数,满足条件(0≤a1,a2≤1,a1+a2=1),i=1,2,…,n,共 n个传感器,j=1,2,…,m,共m种信号处理技术.
严格来讲,离散度的计算应该相对于真实磨损曲线.为避免方法过于复杂(真实磨损曲线的获得意味着需要多次的停车卸刀动作,违背该方法的初衷——自动的特征提取),且从实际监测效果来看,此简化可以接受.
1.2 传感器和信号处理技术
采用4种类型的传感器,包括测力仪、声音、振动和声发射传感器.对采集的6种信号,进行时域、频域和小波分析,每种信号可提取出22个特征量,具体见表1.
1.3 特征提取结果分析
如表1所示,6种传感器信号,采用时域、频域和小波分析技术进行处理,形成6×22的SFM矩阵.对应新刀到刀具磨损失效这一过程,进行间隔采样.采样样本长度应包含若干个主轴周转周期,取平均意义上量值,可形成较为稳定的趋势图,便于拟合.对采样样本长度的确定,应综合考虑试验采用的最高主轴转速和各传感器信号不同的采样频率来决定.
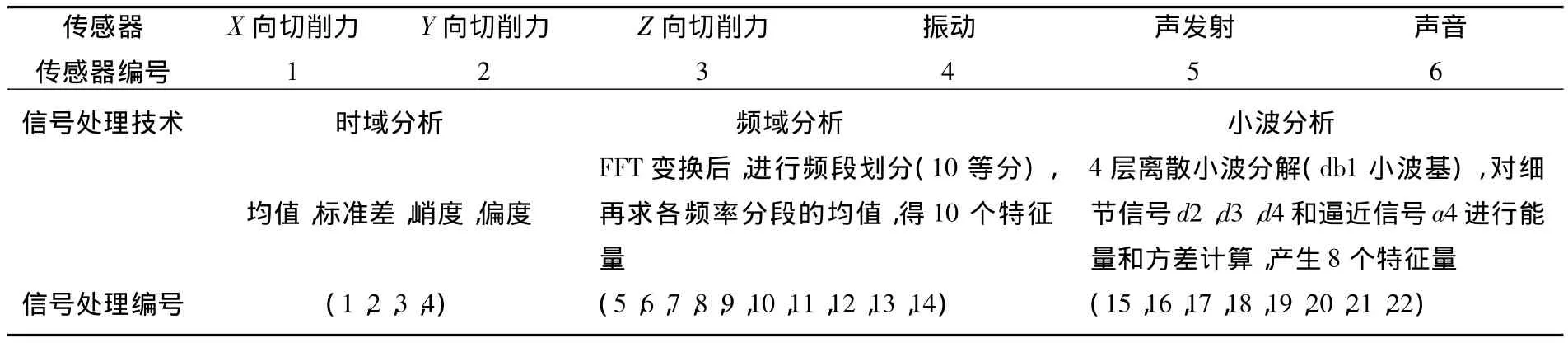
表1 传感器和信号处理技术
图2所示为切削力、振动、声音和声发射信号时域特征的敏感性分析图形呈现,各特征量值经过归一化处理.可以看出,不同特征量,其拟合直线的斜率和离散程度均有较大的差别.AE信号的标准差值,以SF(AE,std)表示,其斜率较大,而离散度较小,敏感性最好.而声音信号均值,以SF(Sound,mean)表示,则敏感性很差.而y向切削力信号的均值SF(Fy,mean),其值随着磨损加大而出现减小的趋势.
图3所示为频域特征和小波分解所得特征的分析结果.
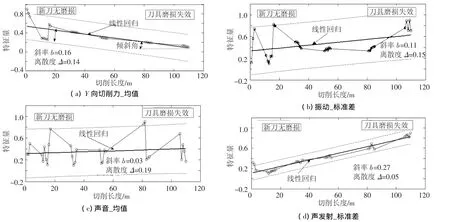
图2 切削力、振动、声音和声发射信号时域特征敏感性分析
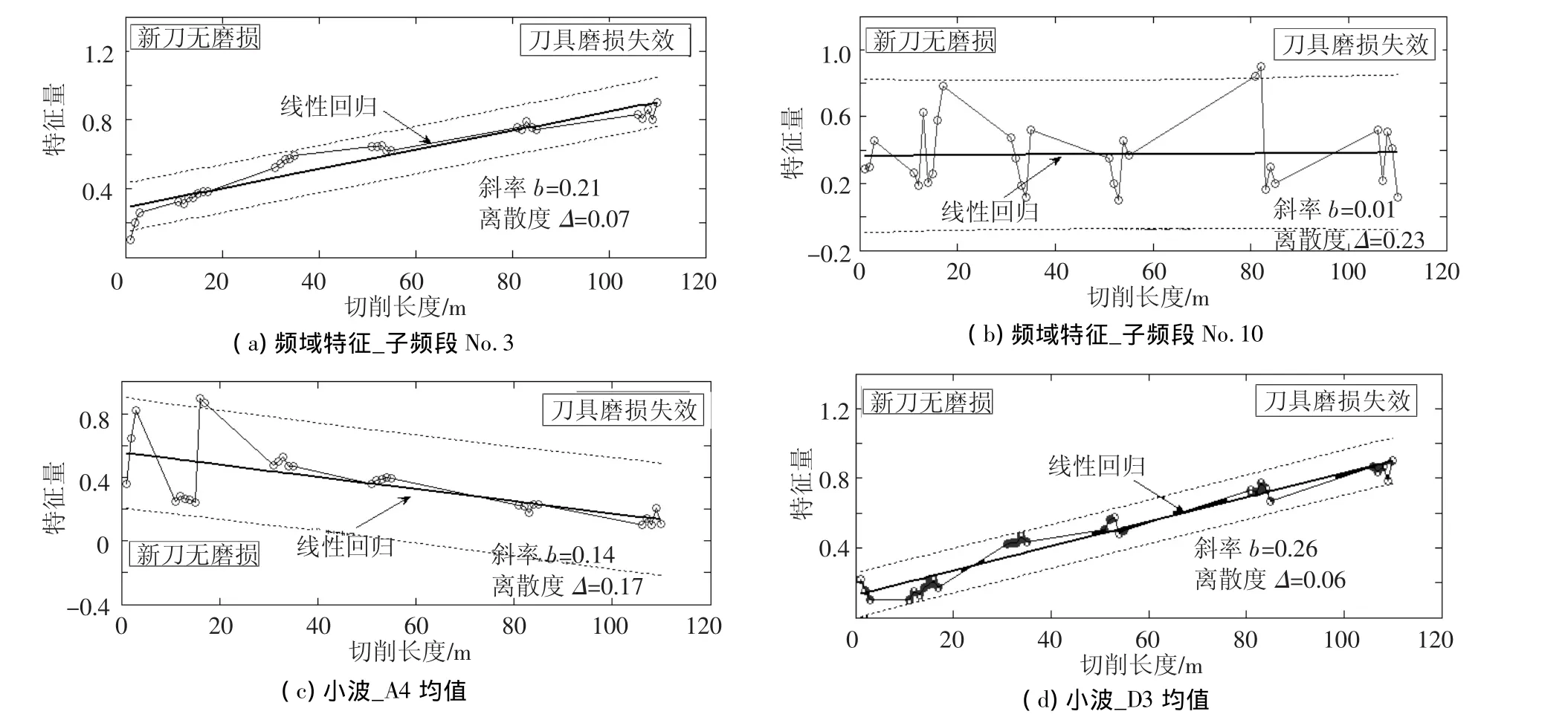
图3 X向切削力信号特征敏感性分析
从图3(a)、3(b)的对比可见,特征量的敏感系数与所处频率段有很大的关系.图3(a)对应此切削条件下的敏感频段,而图3(b)对应的为高频段,为非敏感频段.敏感频段与切削参数(特别是主轴转速)的关系密切.可见,该方法可通过频段划分和敏感性分析过程,自动将敏感频段特征量提取出来.对于小波分析,其各层细节信号和逼近信号实际上也对应于不同的频率范围,其敏感性分析的结果,也验证了上述结论.
对于变切削参数的情况,希望提取的特征可以尽量少受其变化的影响.为此,对特征量在变切削参数(Vc,fz和ae)情况下进行分析.如图4所示为切削速度变化下的特征量分析结果.可以看出,图4(a)中的特征量(Z向切削力的子频段1),参数的变化对其影响很小,而图4(b)中的特征量则在参数变化的前后呈现出较大的落差,表明其受参数变化影响很大.
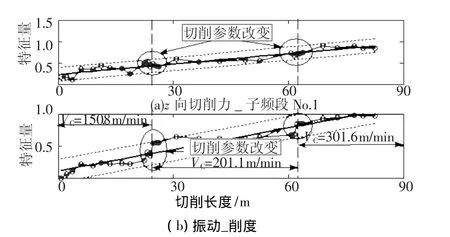
图4 变切削参数下Z向切削力信号特征敏感性分析
2 试验设置
铣削试验在Micron UCP 710五轴立式加工中心上进行,具体试验刀具、工件和采集设备见表2.每把刀具从新刀至切削磨损失效为一次试验.试验分为两个阶段,第一阶段对提出的敏感特征自动提取方法的有效性进行验证;第二阶段,运用3.1节提出的智能监测系统对刀具磨损进行实际监测,分别基于未经特征优选的特征量和已经敏感性分析优选的特征量来进行,并对实际监测效果进行对比分析.每一阶段试验,均有固定切削参数和变切削参数两种情况.采用不同的切削参数组合,研究3个切削用量,切削速度Vc、进给速度fz和轴向切深ae对各特征量的影响,并检验监测系统对变切削参数加工条件的适应能力.固定轴向切深(ap)=5 mm.铣削方向均为顺铣.铣削路径为直线走刀.
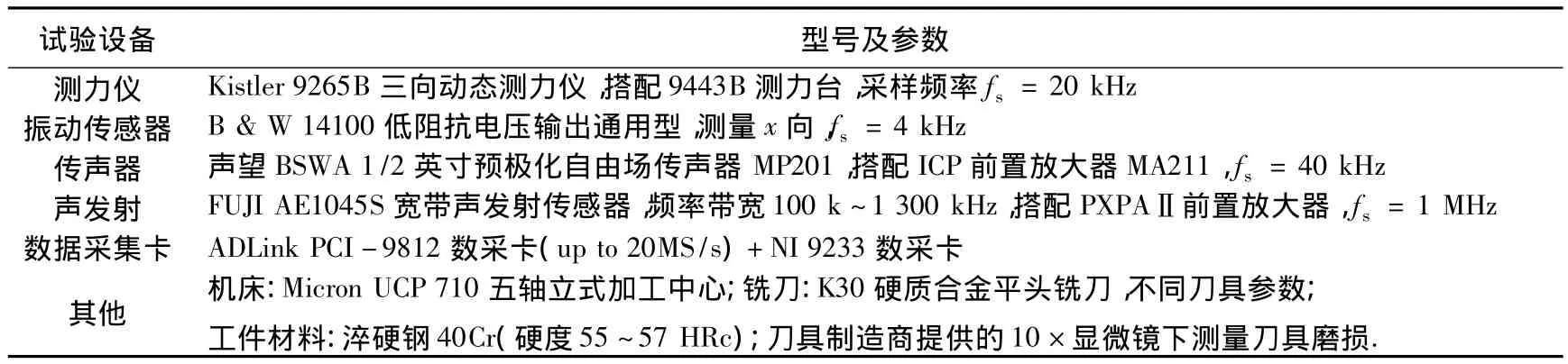
表2 试验设备
3 监测系统和结果分析
3.1 智能监测系统
实时智能监测系统以两个嵌套的循环过程为核心.基本思想在于利用刀具磨损曲线的规律——刀具在初始磨损、正常磨损和剧烈磨损3个阶段的曲线变化率不同——来自动判断刀具所处的磨损阶段,并在此判断基础上建立MD基准矩阵(正常磨损阶段)以及进行MD2阈值的设定(剧烈磨损阶段).监测系统可自动进行刀具磨损阶段的判断,做出“刀具进入剧烈磨损”的预警判断,并利用过程中存储的特征数据自动建立可为“正常运行阶段”所用的MD基准阵和MD2阈值.
3.2 结果分析
监测系统相对磨损量的计算需要对提取的特征进行融合,形成互补.用随机选择的特征量进行融合,并以此作为监测特征,其结果图5(a)所示.相对磨损量值存在较大的跳动,呈现出极大的不稳定.运用特征敏感性自动选择方案对特征进行优化选择,并用自动优选出的特征量进行试验的验证结果如图5(b)所示.对比可知,经过优化的特征量其跟随程度有了很大的改善.
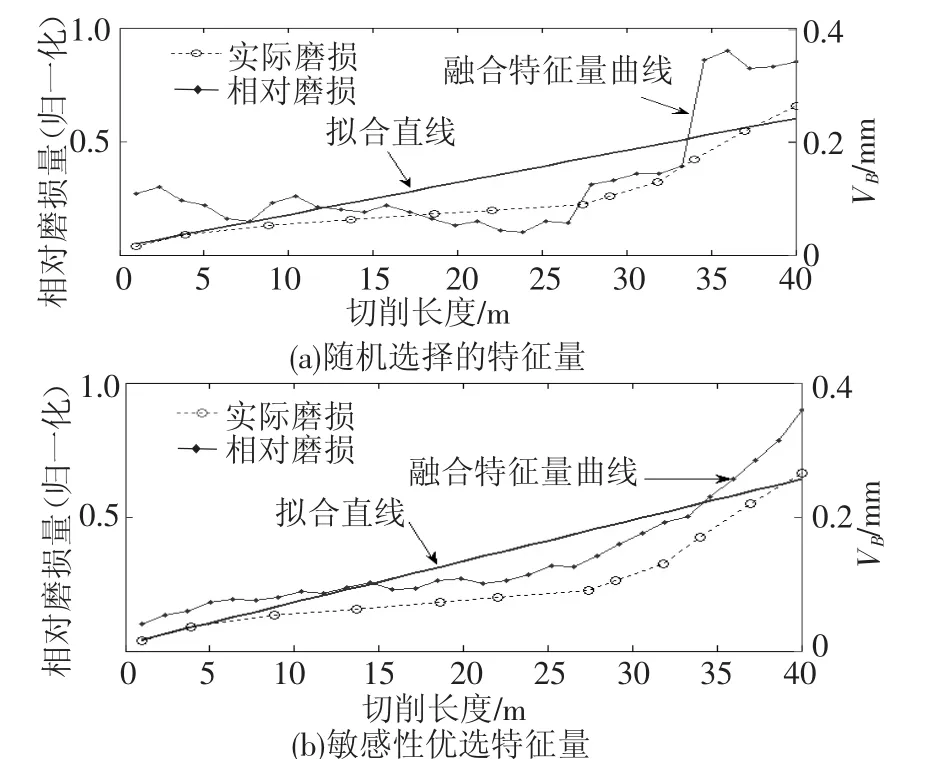
图5 敏感性优选前后的监测效果对比
在变切削参数情况下,选择对变化的切削参数敏感与否的特征量来进行监测的效果差异也很明显.如图6(a)所示,特征量对切削参数改变敏感,在改变前后呈现较大落差,与实际磨损所呈现的连续稳定的变化趋势出现较大背离.而图6(b)中所选用的特征量对该切削参数的变化不敏感,故在加工条件改变时了保持对真实磨损情况的跟随.
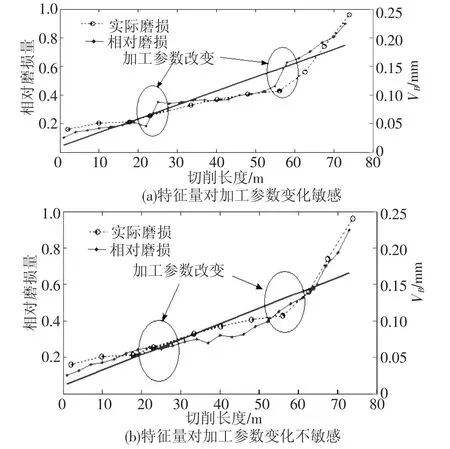
图6 监测效果对比:对加工参数变化敏感特征量vs对参数变化不敏感的特征量
4 结论
1)本文提出的传感器和信号处理技术自动选择、自动产生敏感特征量的方法,其优势在于只需一次切削过程(可增加切削过程以消除随机因素),即可自动进行敏感特征优选,进而选择出对应的传感器和信号处理技术.
2)提出的敏感系数计算指标,兼顾灵敏性与稳定性.并对敏感特征自动选择的结果进行了图形呈现.
3)铣削加工过程中的刀具磨损监测试验结果表明,对特征量进行自动优选可提高监测系统的稳定性,改善监测效果.
4)本文提出的自动选择方案可以作为监测系统设计的第一阶段,如何与后续的监测决策策略配合使用,以达到更好的监测效果,值得进一步研究.3.1中提出的监测系统本身缺乏对加工参数变化的适应能力,在特征量自动生成阶段即优先选择对加工参数变化不敏感的特征量,可在一定程度上增强监测系统的适应性.
[1]DIMLA D E SR,LISTER P M.On-line metal cutting tool condition monitoring I:force and vibration analyses[J].International Journal of Machine Tools&Manufacture,2000,40(5):739-768.
[2]MILFELNER M,CUS F,BALIC J.An overview of data acquisition system for cutting force measuring and optimization in milling[J].Journal of Materials Processing Technology,2005,164-165:1281-1288.
[3]GHOSH N,RAVI Y B,PATRA A,et al.Estimation of tool wear during CNC milling using neural network-based sensor fusion[J].Mechanical Systems and Signal Processing,2007,21(1):466-479.
[4]KANG M C,KIM J S,KIM J H.A monitoring technique using a multi-sensor in high speed machining[J].Journal of Materials Processing Technology,2001,113 (1-3):331-336.
[5]LI X L,GUAN X P.Time-frequency-analysis-based minor cutting edge fracture detection during end milling[J].Mechanical Systems and Signal Processing,2004,18(6):1485-1496.
[6]AMER W,GROSVENOR R I,PRICKETT P W.Sweeping filters and tooth rotation energy estimation (TREE)techniques for machine tool condition monitoring[J].International Journal of Machine Tools&Manufacture,2006,46(9):1045-1052.
[7]YESILYURT I.End mill breakage detection using mean frequency analysis of scalogram[J].International Journal of Machine Tools&Manufacture,2006,46(3-4): 450-458.
[8]CHOI Y,NARAYANASWAMI R,CHANDRA A.Tool wear monitoring in ramp cuts in end milling using the wavelet transform[J].International Journal of Advanced Manufacturing Technology,2004,23(5-6):419-428.
[9]LI X L,XIN Y.Multi-scale statistical process monitoring in machining[J].IEEE Transactions on Industrial Electronics,2005,52(3):924-927.
[10]LIAO W,TING T,CHI-FEN,et al.A wavelet-based methodology for grinding wheel condition monitoring[J].International Journal of Machine Tools&Manufacture,2007,47(3-4):580-592.
[11]DIMLA D E JR,LISTER P M,LEIGHTON N J.Neural network solutions to the tool condition monitoring problem in metal cutting——a critical review of methods[J].International journal of machine tools&manufacture,1997,37(9):1219-1241.
[12]AL-HABAIBEH A,GINDY N.Self-learning algorithm for automated design of condition monitoring systems for milling operations[J].International Journal of Advanced Manufacturing Technology,2001,18(6): 448-459.