数控车床电动刀架控制系统的设计与实现
2010-03-21李捷辉应明富
李捷辉,应明富
数控车床电动刀架控制系统的设计与实现
李捷辉,应明富
(漳州职业技术学院 机械与自动化工程系,福建 漳州 363000)
介绍以华中数控系统PLC为控制核心,以LDB4-6132型电动刀架为控制对象的经济型数控车床系统中电动刀架控制系统的软硬件设计与实现方法,整个系统具有结构简单,安装调试方便,可靠性高,成本低廉等优点,可用于车床数控化改造和数控实验系统的开发。
PLC;电动刀架;控制系统设计
1 引言
目前,我国机械制造业拥有相当数量的普通机床,其突出的矛盾是生产效率低、劳动强度大、加工精度低、适应性差,不能加工复杂的零件,为了节约资金,降低成本,对原有普通机床进行数控化改造,是提高普通机床数控化率,解决上述矛盾的一种有效途径。
对普通车床进行数控化改造,换刀装置的设计是一个必须解决的问题,在大多数普通车床的数控改造中,电动刀架控制系统的设计往往采用PLC提供控制信号,然后通过继电器和专门电路实现换刀控制,或者采用单片机和继电器实现换刀控制。上述方案,要么控制电路复杂,要么成本提高。本文介绍了以华中数控系统PLC为控制核心,以LDB4-6132型电动刀架为控制对象的经济型数控车床系统中电动刀架控制系统的软硬件设计与实现方法,设计的电动刀架控制系统电路简单、可靠性高,为车床系统改造中的自动换刀问题提供了一种有效的解决途径。
2 LDB4-6132型电动刀架简介
本系统选用的电动刀架为常州市新南数控设备有限公司生产的LDB4-6132型电动刀架,LDB4系列电动刀架采用国际先进的三端齿精定位,蜗杆传动,螺纹升降夹紧的工作原理,具有转位快、定位精度快、定位精度高、工作可靠、刚性好、密封性能好等优点。同时采用无触点霍尔开光发讯,使用寿命长,使用于C0625以上各种车床,是各机床厂及用户优先采用的定型产品。LDB4-6132电动刀架外形如图1所示,技术参数如表1所示。

图1 LDB4-6132电动刀架外形图
表1 技术参数

3 LDB4-6132型电动刀架控制系统硬件设计
LDB3-6132型电动刀架的控制信号接线共有9根,其中VCC和GNC是霍尔元件的24V工作电源和接地端,Ll、L2、L3为刀架电机的三相驱动电源输入,改变任何两跟电源线的连接顺序,可改变电机旋转方向。本电动刀架共有四个刀位,分别标识为1号工位、2号工位、3号工位、4号工位。每个刀位对应一个刀位信号,T1~T4即位霍尔元件输出的刀位信号。当某一刀位运动经过当前刀位时,该刀位霍尔元件发出相应的低电平有效信号。
本刀架控制系统PLC I/O分配表如表2所示,硬件接线图如图2所示,主电路如图3所示。其中VCC和GND分别连接24V直流工作电源和地,刀位信号T1~T4直接接于PLC的X1~X4接口,主电路中380V交流电源经过交流接触器KM1与KM2至刀架电机的三相电源输入端,用于控制电机的正反转。当PLC内的Y0线圈通电时,KM1线圈通电,刀架电机正转;当Y1线圈通电时,KM2线圈通电,刀架反转。
表2 PLC I/O分配表
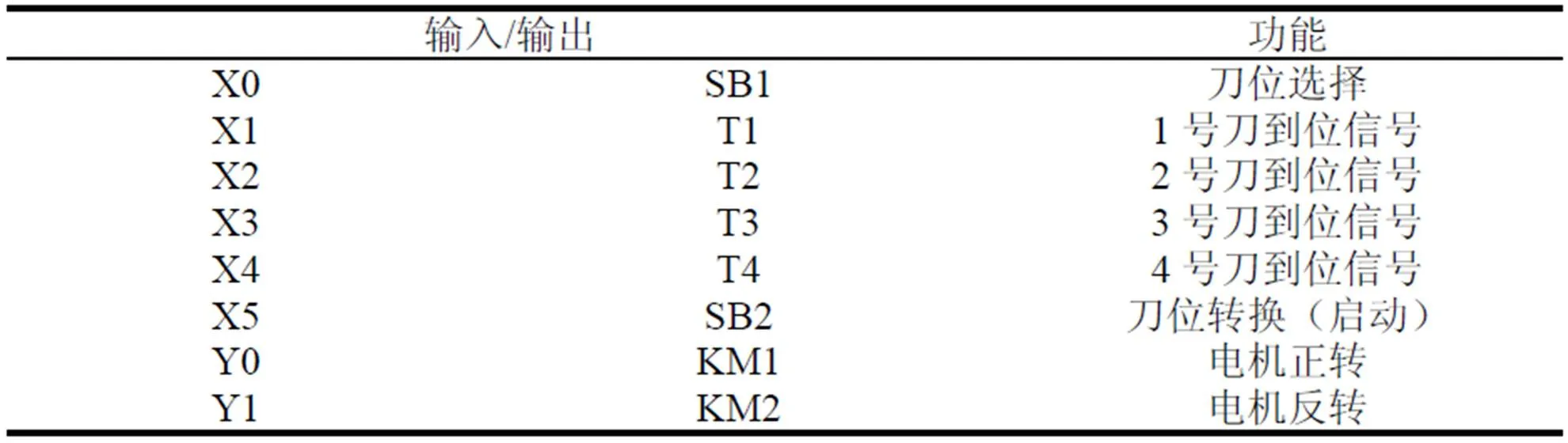
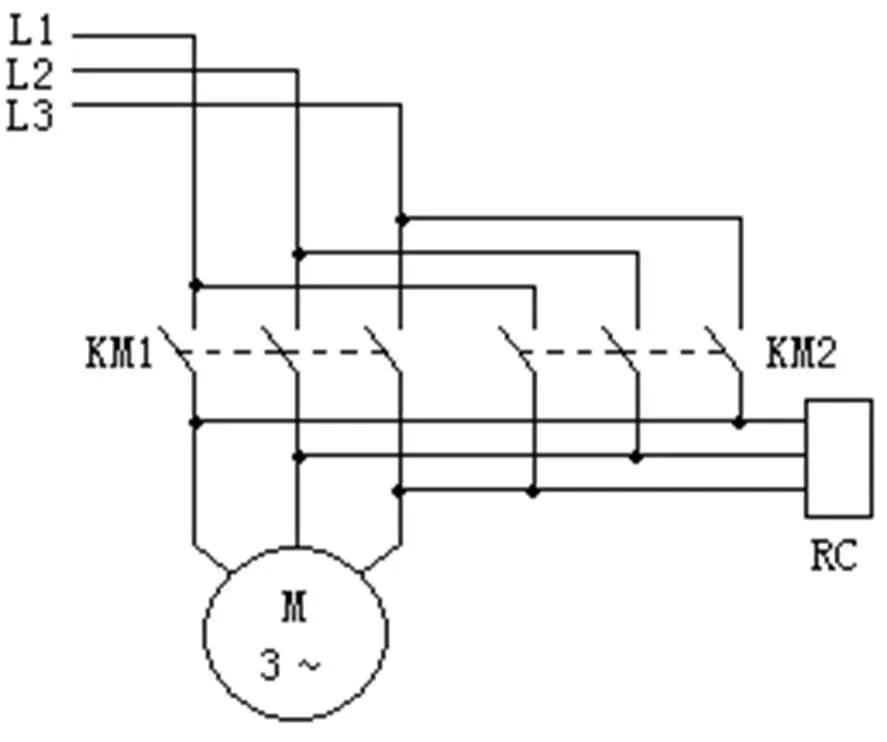
图3 主电路图
系统换刀过程为:系统发出换刀信号,Y0线圈通电,导致KM1线圈通电,刀架正转;通过蜗杆提升上齿盘至一定位置后,离合盘带动定位销将刀位旋转至所需刀位,信号盘上相应霍尔元件检测到旋转体电磁铁,输出相应刀位信号至PLC,PLC检测到相对应刀位信号后,Y0线圈断电,停止刀架正转,同时Y1线圈通电,使刀架电机反转,反靠销粗定位,上齿盘下降,齿牙盘啮合,刀架定位锁紧,精定位完成,Y1线圈断电,电机停止反转。
4 LDB4-6132型电动刀架控制系统软件设计
本电动刀架控制系统既可由刀位选择及刀位转换按钮实现换刀,也可以根据指令中给出的刀位号码实现绝对换刀。电动刀架控制系统软件流程图如图4所示。
软件执行过程为:换刀系统接受到换刀指令后,首先判断是否为手动按钮换刀。如果是,再判断选择的刀号与当前刀号是否一致,如果一致,放弃换刀指令信号,否则Y0线圈通电,刀架电机正转,电机正转的同时,PLC不断检测所选择的刀位与传感器反馈回来的刀位信号是否一致,如果一致,Y0线圈断电,电机停止正转,Y1线圈通电,电机反转,同时启动定时器(电机反转的时间必须严格控制,时间过短,刀架无法锁紧,时间过长,会导致电机过载而烧毁,本系统电机反转时间为1S)。定时时间一到,Y1线圈断电,电机停止反转,即完成手动换刀。程控换刀和手动换刀的程序执行流程基本相似,只是在换刀过程中,系统首先读取刀号存储单元中存储的当前刀位号,并将该存储单元中的刀位信号与换刀指令给出的刀位号进行比较。如果相同,则不需换刀,系统继续向下执行程序,如果当前刀位号与换刀指令给出的刀位号不相同,则控制刀架电机正转,并不断检测刀位到位信号,当检测到刀位到位信号后,PLC发出电机停止正转信号及电机反转信号,并延时,延时时间一到,停止反转。即完成程控换刀。
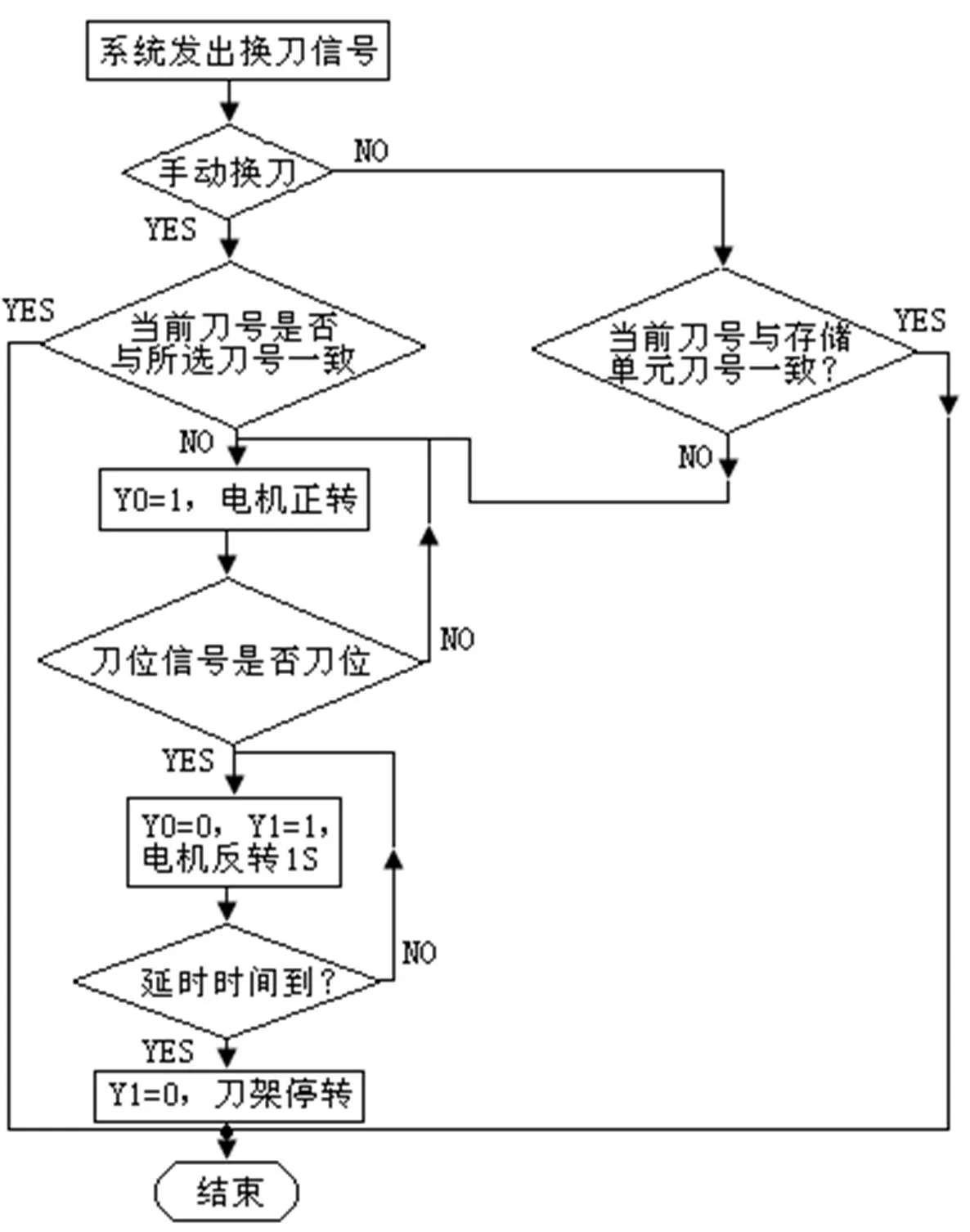
图4 刀架控制系统软件流程图
5 结论
本文介绍了以三菱PLC为控制核心,以LDB4-6132型电动刀架为控制对象的经济型数控车床系统中电动刀架控制系统的软硬件设计与实现方法,整个系统具有结构简单,安装调试方便,可靠性高,成本低廉等优点,可用于车床数控化改造和数控实验系统的开发。在使用过程中,要注意以下几点:
(1)该控制系统具有很强的通用性,适用于任何以PLC为控制核心的数控车床系统。
(2)由于不同类型及型号的电动刀架换刀时间与锁紧时间略有差异,故系统若使用其他型号刀架,需调整电机反转延时时间。
[1] 祝红芳.PLC及其在数控机床中的应用[M].北京:人民邮电出版社,2007:205-211.
[2] 杨克冲.数控机床电气控制[M].武汉:华中科技大学出版社,2005:182-186.
[3] 冯宁.可编程控制器技术应用[M].北京:人民邮电出版社,2009:191-203.
The Design and Implem entation of Electric Turret Control System for Economical CNC Lathe
LI Jie-hui,YING Ming-fu
(Department of Mechanical and Automation Engineering,Zhongzhou Insitute of Technology,Zhangzhou 363000,China)
This paper introduces the software&hardware design and realization method of electric turret control system for the economic numerical control lathes system,in which the control core is PLC and the control object LDB-6132 electric turret,The system has the merits such as simplicity in structure,convenient in installation,high reliability and low cost etc,and can be used for CNC control system reform and experiment development.
PLC;LDB4-6132 electric;turret control system design
2010-09-10
李捷辉(1980-),男,福建漳浦县人,助教,工学学士。
TG659
A
1673-1417(2010)04-0001-04
