新型弹性体的制备工艺及性能评价
2024-09-20唐宇蔡露杨晓雨陈耀千许定达



摘 要:TPEE弹性体的制备工艺主要依赖于热塑性聚酯(PET)的预聚物,通过加入交联剂、增强剂等原料,进行预聚物加工和成型。常用的加工方法包括挤出、注塑、吹塑、压缩和转移成型等。其中,挤出成型是一种常用的制备TPEE弹性体的方法,可利用双螺杆挤出机和单螺杆挤出机实现成型。制备TPEE弹性体时,需要控制不同的工艺参数,包括加工温度、加工速度和模具温度等,来保障产品品质和性能。调整这些参数可以实现TPEE弹性体的不同表观形态如颜色、硬度和厚度等,以满足不同工业领域的需求。
关 键 词:TPEE;弹性体;聚氨酯;制备工艺
中图分类号:TQ016 文献标志码: A 文章编号: 1004-0935(2024)08-1207-04
聚氨酯材料作为五大合成材料之一,自40年代问世以来一直在得到广泛发展。聚氨酯弹性体,作为聚氨酯材料中的佼佼者,现已广泛应用于各个行业。随着聚氨酯材料的发展,机械自动化变得越来越重要[1-3]。因此,各大公司开始研发聚氨酯加工成型机械,如反应注射成型(RIM)机。这些先进成型机的出现推动了聚氨酯弹性体的发展,全球对聚氨酯弹性体的需求急剧增加。早期的RIM技术主要用于制作聚氨酯泡沫塑料,但随着聚氨酯弹性体的出现,对RIM技术的要求也随之提高。半预聚物法是RIM成型聚氨酯弹性体的主要方法之一。聚氨酯成型机有高压和低压两种,低压机主要使用机械搅拌式混合[4-7]。然而,这种方法的转速通常需要在
3000~18000r·min-1,这对机器的功率和能耗都有很高的要求。因此,英国的科学家提出了一种新思路:将两种物料分别送入环形混合室和开孔旋转装置中,利用转子光滑表面在旋转作用下产生的剪切作用进行混合,形成以液滴形式的分散相均匀分布在作层流流动的连续相中的状态,这种方法称为旋转注射-反应注射成型(RIRIM)[8-13]。根据这种思路,内江化工学院进行了大量的研究工作并开发了一种新型RIRIM机。该机具有工作能耗小的优点,并且经过实验证明,在转子转速低于2000r·min-1时也能达到很好的混合效果。这项科研成果得到国家鉴定。要制造理想的聚氨酯弹性体,必须确定合适的工艺条件。通常,半预聚物法是制备聚氨酯弹性体的主要方法之一。
1 实验部分
1.1 主要原材料
聚酯:聚酯是由二元羧酸(如乙二酸)和二元醇(如乙二醇)反应产生的聚合物;弹性体:弹性体是指能够长期保持高弹性和弹性恢复性的材料;助剂:除了聚酯和弹性体之外,TPEE的制备中还通常使用一些助剂,如稳定剂,润滑剂,填料等;聚酯多元醇是指多个羟基官能团的聚酯化合物,通常用于TPEE中的弹性体组分,它的特点是具有良好的拉伸性和弯曲性,能够为TPEE产品提供出色的弹性和抗疲劳性能;功能添加剂:功能添加剂主要包括润滑剂、稳定剂、防氧剂、抗氧剂等,它们能够改善TPEE的加工性能、降低热膨胀系数、提高耐热性、防止变黄、协同阻燃等;填料:填料可以增强TPEE的力学性能和稳定性,常用的填料包括玻璃纤维、碳纤维、铝粉、硅酸盐、石墨等;反应助剂:反应助剂是指能够促进聚合反应的化合物,如硬脂酸等。
1.2 主要仪器设备
TPEE(热塑性聚酯弹性体)的制备过程中需要使用多种仪器设备,下面是一些主要的仪器设备:混合器用于混合和搅拌聚酯和弹性体等各种原料,达到所需比例;挤出机用于将混合好的原料塑化并挤出成型,可以将不同形状(通常是管状或棒状)的TPEE制品制成;注塑机用于把TPEE原料充注到模具中,通过高温和高压加工成型,制成所需的形状和尺寸的TPEE制品;传热油炉用于提供加热过程中所需的热源,控制加热温度,使原料能够充分塑形;模具用于成型TPEE原料成所需形状的产品,通常是用金属制成;真空炉用于热处理TPEE材料,通常用于去除材料中的气泡和提高材料的强度和耐热性;实验室设备包括天平、拉伸试验机、熔流率仪、显微镜等,用于对TPEE材料进行相关物理、化学性能的测试和分析。
1.3 弹性体制备
准备原材料:根据配方需要准备聚酯、弹性体(比如聚酯多元醇和聚丁二烯)、填料、润滑剂、稳定剂等原材料,并确保原材料的质量和比例准确;混合原材料:用混合器混合聚酯、弹性体、填料、润滑剂、稳定剂等原材料,达到所需的比例和均匀混合;加热原材料:通过传热油炉等设备将混合好的原材料加热到高温状态,使其溶解和塑化;挤出加工成型:将加热后的原材料喂入挤出机,进行挤出加工成型。这里可以选择不同的形状,比如管状或板状等。挤出成型后,TPEE进入冷却水箱中进行冷却,在冷却水箱中通水,以确保TPEE产品具有均匀的外观和尺寸;检验和质量控制:通过熔流率仪、拉伸试验机、显微镜等设备对制备好的TPEE材料进行检验,以确保产品的物理和化学性能,同时进行必要的质量控制。
2 弹性体拉伸性能评价
2.1 成型温度的影响
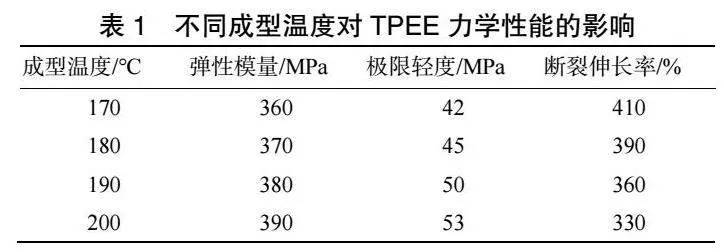
聚酯多元醇与TDI反应制得质量分数为10%的NCO的预聚物,通过MOCA扩链反应制备TPEE热塑性聚酯弹性体。通过改变成型温度,测定其对力学性能的影响,实验结果如表1所示。成型的压力为10MPa,成型时间为1h,100℃熟化24h。
需要注意的是,由于TPEE的成型温度会影响其分子链的排布和有序性,因此改变成型温度可能会对TPEE的力学性能产生影响。根据实验结果,随着成型温度的升高,TPEE的弹性模量和极限强度逐渐增加,而断裂伸长率逐渐减小。这是因为当成型温度升高时,TPEE聚合物分子链的排列更紧密,分子间作用力变强,使得TPEE材料变得更加结实,同时也会导致其塑性变形能力降低,从而降低其断裂伸长率。可以根据具体情况选择合适的成型温度,以实现最佳的TPEE强度和延展性能。需要注意的是,这只是基于该实验的一般观察结果,真实的制备过程中,成型温度对TPEE性能的影响还需要综合考虑其他参数,如原材料特性,加工工艺等。
2.2 成型压力的影响
在TPEE热塑性聚酯弹性体的生产过程中,RIRIM机注射压力是一个非常重要的参数,它会影响到制品的质量和性能。然而,直接改变注射压力比较困难,因此可以采用成型压力作为变量,保持成型温度不变,考察不同成型压力对弹性体力学性能的影响。表2是一组相关实验结果,显示了不同成型压力所造成的影响。
通过实验结果,可以看到,随着成型压力的升高,TPEE 弹性体的弹性模量和极限强度逐渐提高,而断裂伸长率则逐渐降低。这是因为成型压力是直接作用在注入熔融物料的模具上的,随着成型压力的增加,TPEE弹性体的分子链排列变得更加紧密,释放更多的能量,从而提高了其强度,但也会抑制弹性体的形变,使得其断裂伸长率降低。可以根据实际需求选择适宜的成型压力,以满足产品质量和性能的要求。需要注意的是,成型压力只是TPEE热塑性聚酯弹性体制备性能的一个方面,其力学性能受到的影响也跟其他因素(如成型温度、注射时间、熟化时间等)密切相关,并需要综合考虑及进行合理设计。
2.3 后熟化时间的影响
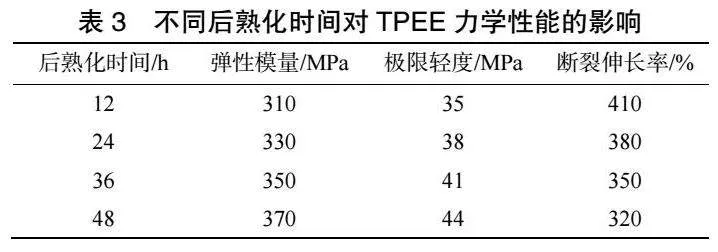
在TPEE热塑性聚酯弹性体的制备过程中,多元醇是重要的原料之一,通常使用聚酯二元醇等多元醇与 TDI 反应,制得含有一定量NCO的预聚物,然后通过扩链剂(如DADMT和Isonolc100的混合物)进行扩链反应制备TPEE热塑性聚酯弹性体。表3中显示了不同后熟化时间条件下,弹性体力学性能的变化情况。
通过实验结果,可以看到,随着后熟时间的增加,TPEE弹性体的弹性模量和极限强度逐渐提高,而断裂伸长率则逐渐降低。这是由于后熟化过程会使得TPEE弹性体分子链排列更加紧密,释放更多的能量,从而提高其强度,但同时也会抑制弹性体的形变,使得其断裂伸长率降低。一定程度的后熟化可以使得弹性体力学性能得到提高,但过度后熟化则会影响其良好的延展性能。
需要注意的是,在实际制备过程中,后熟化时间的选择应该综合考虑制品的使用要求以及生产效率等因素,以达到最优的产品质量和效益。另外,也需要控制其他参数(如成型温度、成型压力等)以实现更加一致和可靠的成品质量。
2.4 硬度影响分析
TPEE热塑性聚酯弹性体的硬度和强度是评价其质量和可靠性的两个重要指标,而这些性能取决于所使用的聚醚种类和分子质量。聚醚的分子结构和分子量不同,对产品的力学性能产生影响。一般来说,较高分子量的聚醚相对较硬、强度相对较高,但也可能导致制品的脆弱和易碎性。在生产 TPEE 热塑性聚酯弹性体时,需要综合考虑产品所需的硬度和强度等性能要求,并选择合适的聚醚种类和分子质量。在实验室进行了对产品硬度的分析,具体实验结果如表4所示。
通过实验结果,可以看出不同聚醚种类和分子质量的TPEE硬度不同。具体来说,聚丙二酸丁二醇酯(Mn=3000)的硬度最高,为95 Shore D,而聚己内酯二元醇(Mn=1500)则具有较低的硬度(88 Shore D),聚醚碳酸酯二元醇(Mn=2000)的硬度为91 Shore D。根据这些实验结果,可以选择不同聚醚种类和分子质量,以满足产品的硬度和强度等性能要求。当然,选取合适的聚醚种类和分子量只是制备TPEE的一个方面,实际生产中还需要综合考虑其他因素,如加工工艺、成型温度、成型压力等,以实现最佳的产品质量和性能。
2.5 拉伸强度影响分析
TPEE热塑性聚酯弹性体是一种重要的高分子材料,其物理机械性能对其在工程领域的应用至关重要。聚醚种类和分子链结构的不同,对其拉伸强度产生影响。因此,对聚醚材料的研究和掌握,对其材料性能的提升和应用的拓展非常重要。在实验室中进行了拉伸强度的测试,具体实验结果见表5。
通过实验结果,可以看到,不同聚醚种类和分子量对 TPEE 的拉伸强度有所影响。具体来说,聚对苯二甲酸丁二醇酯(Mn=2000)的拉伸强度最高,为52.4MPa,而聚己内酯二元醇(Mn=1500)和聚乙二醇酸(Mn=1500)的拉伸强度分别为48.9MPa和45.2MPa。在实际生产中需要根据制品的使用要求选择合适的聚醚种类和分子量,以满足制品的各种性能要求。然而,只选取适合的聚醚种类和分子量并不能保证产品具有稳定的性能,还需要对其他因素(如制备温度、压力等)进行充分考虑和控制,以确保产品的质量和性能稳定可靠。
2.6 弹性性能研究
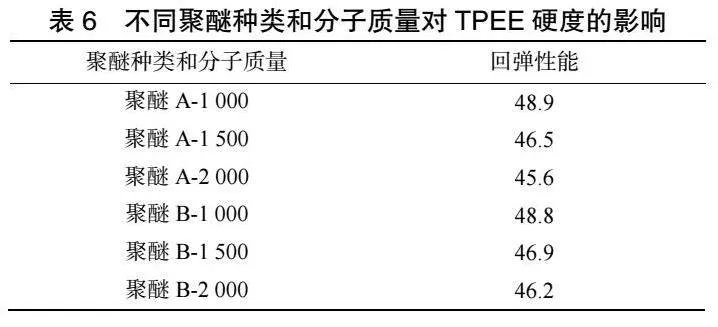
TPEE是一种热塑性聚酯弹性体,通常由聚酯、聚醚或聚酰胺作为硬段,和聚醚、聚酯或聚酰胺作为软段组成。这种材料具有良好的耐热性、抗寒性、耐化学腐蚀性和优秀的机械性能。它不仅可以作为独立的材料使用,还可以与其他材料共混或复合,以满足不同应用的需求。在TPEE的制备过程中,聚醚种类、分子量和比例等因素对其性能影响很大如表6。
在实验结束后的数据分析中,发现聚醚种类对产品回弹性能有很大的影响,其中聚醚A-1000的产品表现出较好的回弹性能,而聚醚A-1500和聚醚A-2000的表现则有所下降。此外,随着聚醚分子量的增加,聚醚A产品的回弹性能下降趋势大于聚醚B产品。这是因为聚醚A的分子量增加会增加其刚性,从而导致在撞击时损失更多的能量,从而减少回弹性能。研究还发现,对TPEE中聚醚的比例增加,其回弹性能呈现先降低后升高的趋势。这是因为比例较低时,材料比较刚性,摆锤与材料撞击时损失能量较少,因此回弹率结果较大。但聚醚比例增大后,TPEE材料的刚性逐渐降低,材料自身的弹性逐渐提升,在冲击回弹时材料先吸收能量,然后释放能量,从而达到高回弹率。聚醚种类、分子量和比例等因素对TPEE的性能有着明显的影响。因此,在TPEE的研究和开发中,必须充分考虑这些因素,以便能够生产出具有良好性能的TPEE材料,以满足不同应用领域的需求。
3 结 论
1)热塑性弹性体在工业和生活当中都有着极为广泛的应用,必须对其制备工艺进行更加有效地改进,能够让其提高生产效率和质量,使其更好地为生产而服务。要研制和生产高质量的TPEE热塑性弹性体,首先要科学地选择配方和合理的加工工艺,同时还必须做好配方设计、工艺设计、加工设备等方面的工作。
2)选择优质的原料,防止污染和混杂等问题,要研制生产高质量的TPEE热塑性弹性体产品,还需要不断地探索、总结和改进,弹性体是一种特殊的材料,其性能包括弹性模量、屈服强度、断裂韧性、耐磨性等。
3)对弹性体性能研究认为:材料的选择和制备是影响弹性体性能的重要因素,优质的弹性体应该具有良好的弹性、断裂韧性和耐磨性等特性。可以通过优化材料结构、改变材料组分、添加增强剂等方法来增强材料的强度和韧性;压缩应力松弛、蠕变、疲劳等都会导致弹性体失去其原有的性能,因此需要研究弹性体的耐久性,减少其损坏;开发新型高强度、高韧性、高耐久性和环境友好性的弹性体材料,不仅能提高其性能,还能满足不同领域的需求。采用定量分析技术,如有限元分析、分子模拟等手段,对弹性体性能进行深入研究,从而为优化材料、改进设计、降低成本等提供理论支持。
参考文献:
[1]曹雯静,温伟芬,陈庆.电渗析复分解技术实现无机锂盐增值的研究[J].辽宁化工,2023,52(2):190-193.
[2]杨政,马宁,钮晨光,等.磁场增强各向异性结构电流变弹性体的制备[J/OL].复合材料学报:1-10[2023-05-26]。.
[3]文敬滨,龚光碧,冯裕智,等.PA1211-b-PEG弹性体的制备与性能[J].塑料,2023,52(2):101-107.
[4]孙绪兵,李双利,唐青梅,等.新型单宁基絮凝剂的制备及对Cu~(2+)去除[J].内江师范学院学报,2022,37(8):58-62.
[5]唐星星,程圣远,王坚坚.基于碳材料-纳米金的生物传感器研究进展[J].辽宁化工,2023,52(2):251-254..
[6]黄华.基于TRIZ与EE-FBS的大学物理创新性实验方法探索[J].内江师范学院学报,2023,38(2):120-126.
[7]简宁,胡纪尧,张然,等.壳聚糖复合吸附材料的制备研究进展[J].辽宁化工,2023,52(2):259-261.
[8]李汶倢,蔡帅,何义涛,等.Mn(45)Ni(45)Sn(11-x)Alx合金相关系与磁相变研究[J].内江师范学院学报,2022,37(10):53-60.
[9]刘兆阳,房玉俊,韩胜奎,等.持久抗静电聚氨酯弹性体的制备及性能研究[J].化学推进剂与高分子材料,2023,21(1):54-57.
[10]李刚,陈颀,胡国良,等.磁流变弹性体力学性能与磁流变效应研究进展[J].磁性材料及器件,2023,54(1):98-107.
[11]汪乐春,沙浩鹏,徐强.聚醚-聚酯混合型聚氨酯微孔弹性体的性能研究[J].聚氨酯工业,2022,37(6):35-38.
[12]赵晓磊,尹永强,邢攸为,等.海管封堵用聚乙烯醇弹性体的制备及性能[J].设备管理与维修,2022(24):24-26.
[13]何桃顺,李沁林,刘淞.Post Crash模型下障碍期权定价的有限差分方法[J].内江师范学院学报,2021,36(4):32-36.