降低烧结返矿率的研究与实践
2024-06-26殷国富宋亚龙张天啸
殷国富 宋亚龙 张天啸

摘要:通过对影响烧结矿返矿率的因素进行分析,研究不同燃料粒级烧结杯实验得出,焦粉粒级分布对烧结转鼓强度、燃耗、成品率的影响,随着1-3 mm焦粉占比的增加,烧结转鼓强度呈总体上升的趋势,在其占比在50%左右时烧结矿转鼓强度最高达到81.47%、烧结成品率最高,达到88.0%,且固体燃耗最低,但随着其量的进一步提高,固体燃耗开始上升;当返焦和烧结煤经过燃料预筛分后再经过破碎并加强燃料破碎控制后,烧结固体燃耗由49.8 kg/t降低至48.6 kg/t,烧结矿转鼓指数由77.8%提升至78.4%,烧结内返率降低0.5%,烧结矿槽返率降低0.4%;经过岗位精细化操作以及烧结风箱结构的优化改造,烧结两侧大烟道风量差得到有效缓解,且烧结返矿率降低0.7%;经过对烧结综合控制专家系统的优化调整,烧结生产过程稳定性得到显著提升,烧结固体燃耗降低0.4 kg/t,烧结矿返矿率降低0.5%,烧结综合控制专家系统优化调整后烧结生产过程更加平稳,燃料消耗和烧结矿成品质量得到有效提升。
关键词:燃料粒级结构;燃料预筛分;精细化操作;风箱结构改造;烧结综合控制专家系统
0 引言
目前国内烧结机内返率普遍偏高,据统计国内烧结机内返率平均在14%-27%的范围内,且大部分烧结厂内返率处于较高水平,因此各个烧结厂也就如何降低内返率进行了研究和技术改进。包钢万腾钢铁有限责任公司一台360 m2烧结机内返率高达22.56%,总返矿率30.87%,在同行业属较差水平,韩建[1]等对烧结设备及工艺进行改良改善,通过调整一、二混加水比例,调整原料结构,改进松料器,提高料层厚度,降低返矿中+5 mm粒级含量,改善焦粉粒度组成等措施后,烧结内返率下降4%。谢旭研究通过对汉钢烧结厂265 m2烧结机从原料结构、水分控制、燃料粒度优化,改善布料偏析效果和点火质量,对烧结机密封进行设备改造,加强设备管控措施,使烧结工艺参数更趋合理,提高烧结矿成结性和强度,有效降低了烧结返矿率。贾占民[2]研究通过对唐山德龙一台230 m2烧结机返矿率高的原因作了分析,通过治理设备漏风、调整原料结构,采取高料温、厚料层烧结和严控终点温度等技术措施,使返矿率降低2%。李崇贵[3]等研究昆钢本部烧结厂 300 m2烧结机通过技改技措及强化设备管理,提高烧结料层厚度、烧结机台车漏风率治理及槽车改板式给矿机,高炉配合采用烧结矿分级入炉措施,使得烧结返矿率明显降低。刘燊辉[4]等研究燃料中<1 mm粒级占比为20%,1 ~3 mm粒级占比为80%燃料中1 ~3 mm粒级占比为100%的实验结果得出:当焦粉粒度组成为1 ~3 mm时,烧结矿成品率、10-40 mm粒级占比最高,固体燃料消耗最低,烧结矿还原度指数RI和低温还原粉化率RDI+3最高,各烧结生产技术指标以及烧结矿冶金性能最佳。王永红[5]等研究通过优化燃料粒级结构可以使烧结矿中铁酸钙数量增加,磁铁矿和硅酸盐含量减少,针状铁酸钙明显增多,且相互交织,形成较为致密的结构,有利于提高烧结矿冷强度。刘建波[6]等人研究表明烧结矿成品率随着粒径≥1~<3 mm焦粉占比的增加呈先增后降的趋势,其质量分数为46%时烧结成品率最高,达到80%,质量分数提高到61%,成品率有所下降。
1 影响烧结矿质量的因素分析
随着钢铁行业利润空间的不断收紧,钢铁行业形势也越发严峻,特别是受全国房地产行业的持续低迷,建材市场利润空间进一步被压缩,面对严峻的市场行情,钢铁企业面临着严峻的降本压力,铁前系统是钢铁企业降本的关键环节,其中烧结的降本占比较大。2023年南通烧结矿内返加槽返返矿率一直处于较高水平,返矿率较高导致烧结加工成本居高不下,为从生产工艺自身出发攻关烧结降本工作,南通烧结厂针对综合返矿率偏高的问题进行详细的研究,通过对实际生产过程中影响烧结矿质量的因素进行研究,首先从生产过程的稳定控制以及设备稳定性方面来解决造成实际内返率偏高的问题,然后研究不同燃料以及粒级结构对烧结返矿率的影响,通过对原燃料和辅料质量的优化来进一步实现降低烧结内返率的目的。
2023年南通烧结综合返矿率如表1所示。
从表1中的数据可以看出,2023年烧结矿返矿率处于逐步降低的趋势,但是浮动较大,为进一步稳定和降低烧结综合返矿率,对影响烧结矿质量的关键因素进行综合分析,分别研究燃料粒级结构、生产操作工艺等方面对烧结矿返矿率的影响。
2.1 研究方法
为研究清楚影响烧结矿返矿率的因素,烧结厂通过开展烧结杯实验研究不同燃料粒级结构以及布料操作、风量分配等方面对烧结矿质量的影响。
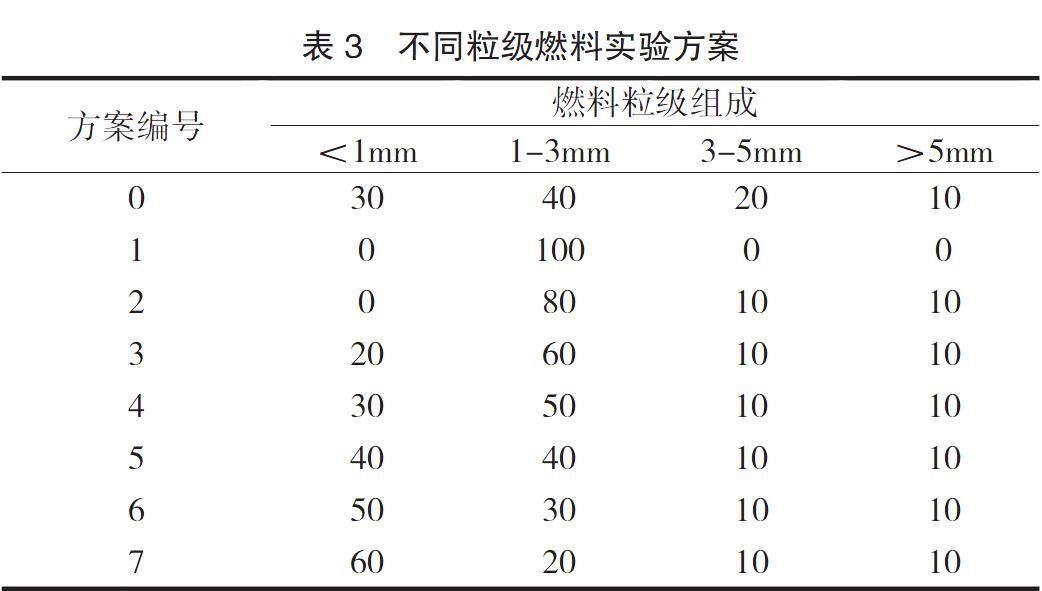
1、利用烧结杯研究不同燃料结构对烧结矿质量的影响进行研究,确定出烧结矿质量指标最佳的燃料粒级搭配结构,烧结杯实验采用的矿粉以及燃辅料配比如表2和表3所示。
烧结试验在直径为 200 mm 的烧结杯中进行,料层厚度800 mm,铺底料厚度为 50 mm。具体试验条件: 点火温度1050 ℃ 、点火时间为2 min、点火负压为7 kPa,烧结负压为12 kPa,到达烧结终点以后,将抽风负压调整至7 kPa,冷却5 min后将烧结矿卸出在空气中自然冷却,根据不同实验方案开展不同燃料粒级结构下的烧结杯实验,对比不同燃料粒级结构下烧结矿质量指标的变化。
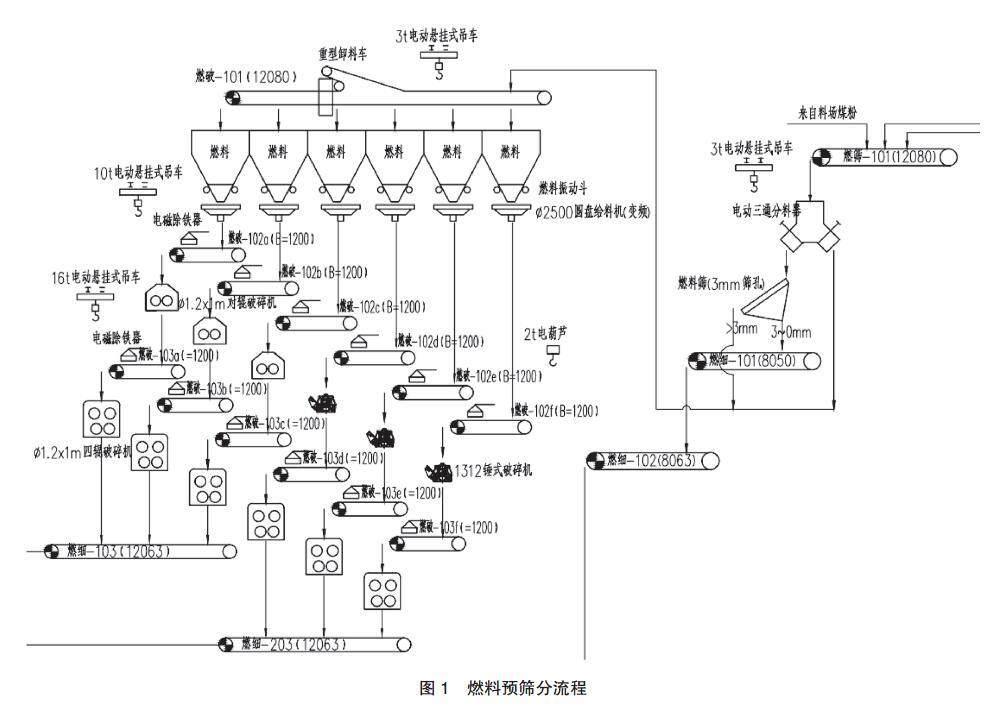
2、根据烧结杯实验结果,采用燃料预筛分设备对燃料进行提前筛分,减少小颗粒燃料破碎时的过粉碎情况,优化燃料破碎效果,提高1 mm-3 mm粒级占比,同时降低小于0.5 mm粒级占比,燃料预筛分流程如图3.1所示。
将高炉返焦经过燃料预筛分系统进行筛分,筛下物即<3 mm部分经过皮带转运至烧结配料仓,>3 mm部分经过燃料破碎系统进行破碎,避免来料中<3 mm燃料再次经过破碎系统从而减少该部分燃料的过粉碎情况,提高燃料破碎效率和优化燃料粒级组成;同时对燃料破碎设备以及岗位人员制定详细的维护和操作使用书册,提高燃料破碎效果。通过对比燃料预筛分使用前后烧结燃料消耗以及成品质量情况,以达到在提高燃料利用率的同时改善烧结过程,提高烧结成品率降低内返率。
3、烧结机实际生产过程中存在布料高度较高后会出现脱硫入口烟道震动的情况,从而导致烧结料层厚度偏低无法实现超厚料层生产的情况,料层厚度偏低不仅会导致烧结燃料消耗增高,还会对烧结矿强度产生影响;另外由于岗位员工新员工偏多,技能操作水平偏低,生产过程调整随意性较高,导致实际生产过程波动情况时有发生,生产的不稳定性不仅导致消耗升高还导致烧结矿质量下滑。对此,通过对烧结布料系统进行和风箱烟道系统进行优化改善,实现两侧大烟道风量的均衡分配,稳定烧结终点温度和位置,提高烧结料层厚度,实现1000 mm以上厚料层生产操作,提高烧结料层自动蓄热能力,进而提高烧结矿整体强度,实现降低烧结内返率。
4、烧结机配备烧结综合控制专家系统,通过过程数据的分析和处理,数学模型进行计算,使系统在最经济、最优化的状态下稳定运行,减小中间操作影响,生产出高质量的产品,提高劳动生产率,降低生产成本和能耗。
主要实现功能包括:烧结配料优化控制、混合加水优化控制、物料平衡控制系统、烧结过程优化控制系统、质量和产量优化控制、烧结燃耗优化控制、数据优化分析管理系、报表管理等。
但是烧结综合控制专家系统存在操作反应慢、调整幅度不合理的情况,导致生产投用过程中出现频繁的调整上料量、加水量以及烧结机速等问题,导致实际使用过程中生产波动较大,为进一步完善该智能控制系统,提高自动控制稳定率保障烧结过程的稳定从而提高烧结成品率,对智能加水、智能上料和智能烧结和自动布料等控制系统进行优化,从实际操作控制角度出发,结合主控岗位工的实际操作理念进行优化调控,实现智能控制的稳定性,从而减少因调整波动而带来的生产过程出现大范围的波动,提高烧结矿成品率。
2 研究结果分析
2.1 燃料粒级结构对烧结矿质量的影响
使用表2配矿结构和表3的不同燃料粒级组成的实验方案开展烧结杯实验,研究不同燃料粒级结构对烧结矿质量的影响,实验结果如图2所示。
从烧结杯实验结果来看,焦粉粒级分布对烧结转鼓强度、燃耗、成品率的影响,随着1-3 mm焦粉占比的增加,烧结转鼓强度呈总体上升的趋势,在其占比在50%左右时烧结矿转鼓强度最高达到81.47%,但随着其占比的继续提高,烧结转鼓强度开始逐步下降;成品率随着1-3 mm焦粉占比的增加呈先增后降的趋势,其占比在50%时烧结成品率最高,达到88.0%,随着其占比的机速提高,烧结矿成品率开始有所下降,但处于相对较好水平;固体燃耗随着1-3 mm焦粉占比的增加呈先降后升的趋势,在其占比在50%左右时固体燃耗最低,但随着其粘的进一步提高,固体燃耗开始上升。
出现上述现象的原因是:随着1-3 mm焦粉占比的提高,焦粉燃烧速度慢,燃烧带变宽,烧结过程透气性变差,垂直烧结速度降低,烧结利用系数降低,当其占比达到合适范围时,可有效改善烧结料层的透气性,增强烧结过程中的氧化气氛,使得燃料能够得到充分的燃烧,为针状铁酸钙液相的形成和发展提供有利的条件。在提高烧结矿的产质量的同时也起到了降低了固体燃料的消耗和返矿率的效果。但是随着1-3 mm粒级比例的继续提升,大颗粒燃料比例占比提高,燃料偏析现象会逐步加剧,燃料燃烧时间增长,使得燃烧带变厚,针状铁酸钙含量开始下降,烧结矿强度开始变差,烧结各项指标开始下降。
2.2 燃料预筛分系统使用对烧结矿质量的影响
燃料预筛分系统的基本流程为:高炉返焦由高炉矿槽下皮带输送至烧结区域燃料破碎室、烧结用无烟煤由料场运至燃料破碎室,在燃料进烧结区域的输送线路上设置在线筛(棒条筛,分级点3 mm),3 mm以下的直接到破碎后出料皮带,3 mm以上的进入对辊或锤破、四辊进行破碎,破碎后的返焦和烧结煤直接经皮带运送至烧结配料室,同时根据燃料破碎效果对破碎系统进行及时调整,进一步优化燃料破碎效果。
返焦和烧结煤经过燃料预筛分前后粒级变化情况如表4.1所示。
经过燃料预筛分后,返焦和烧结煤破碎效果得到明显改善,其中破碎后返焦小于3mm比例由原先的65.35%提升至70.72%,1-3mm占比由33.61%提升至52.01%,且大于3mm占比明显下降;烧结煤小于3mm比例由原先的69.77%提升至75.34%,1-3mm占比由44.67%提升至52.12%,且大于3mm占比也明显下降。经过燃料预筛分之后,返焦和烧结煤的粒级分布基本接近于烧结杯实验的最佳燃料粒级分布范围。
返焦和烧结煤经过燃料预筛分前后烧结矿质量变化如表4.2所示。
从表4.2数据可以看出,当返焦和烧结煤经过燃料预筛分后再经过破碎,烧结固体燃耗由49.8 kg/t降低至48.6 kg/t,烧结矿转鼓指数由77.8%提升至78.4%,烧结内返率降低0.5%,烧结矿槽返率降低0.4%。经过燃料预筛分不仅可以有效的优化燃料粒级结构,还能起到降低烧结固体燃耗、内返率和槽返率的作用。
2.3 工艺操作优化以及大烟道风量平衡对烧结矿质量的影响
由于烧结主控岗位新员工较多且其操作技能水平和对烧结生产的整体把控能力的不足,再加上风箱烟道系统的震动问题导致实际生产过程中烧结机速调整频次以及终点控制效果不理想,导致烧结过程不稳定情况时有发生,烧结矿质量不稳定。
针对技能操作问题,经过加强烧结配料、混料、主控以及看火岗位员工的技能培训,制定详细的异常问题处理措施,并根据实际生产情况对混合料水分、烧结终点温度控制区间、烧结料层控制范围等重点烧结过程参数制定规范和要求,从生产过程管理角度稳定烧结过程,从而实现烧结矿质量的稳定。
针对烧结系统风量问题,从设计角度出发,通过研究对比其它同类型烧结机的风箱结构设计和使用效果,对烧结机风箱结构进行技改升级,将烧结机风箱间隔板距离台车高度增加20 mm如图3所示,提高透过料层的风量在两侧大烟道的均衡分配,降低因风量分布不均而导致的气流在脱硫入口产生的震动现象,从而减少对生产过程的调整频次提高烧结生产过程的稳定性。
通过以上调整烧结过程变化以及烧结矿质量变化情况如表4.3所示。
从表6数据可以看出,经过岗位精细化操作以及烧结风箱结构的优化改造,烧结两侧大烟道风量差得到有效缓解,且烧结返矿率由24.8%降低至24.1%降低0.7%,烧结生产过程和烧结矿质量得到显著改善
2.4 智能烧结系统优化对烧结矿质量的影响
烧结综合控制专家系统主要是通过烧结配料优化控制、混合加水优化控制、物料平衡控制系统、烧结过程优化控制系统、质量和产量优化控制、烧结燃耗优化控制、数据优化分析管理系等功能,以实现整个烧结过程的自动智能控制,从而减少人为操作失误导致的烧结生产过程波动,最终实现烧结矿质量的稳定同时降低岗位员工劳动轻度达到优质降耗的目的。但是该烧结综合控制专家系统在通用过程中存在调整滞后和调整精度偏大的情况,不仅无法实现以上功能,反而需人工频繁干预,导致使用过程中生产出现较大波动,影响烧结矿质量的稳定。
通过对该烧结综合控制专家系统的研究和使用情况统计,结合岗位员工的实际操作理念,对烧结综合控制专家系统的物料平衡、智能加水和烧结过程控制等方面进行调整优化升级,改进后烧结整体生产过程较为稳定,优化前后使用效果对比如表7所示。
从烧结综合控制专家系统优化前后的实际生产数据来看,通过对该烧结综合控制专家系统的优化调整,烧结终点温度位置达标率提升18%,烧结终点温度波动区间降低9℃,烧结机班调整频次下降16次,烧结固体燃耗降低0.4 kg/t,烧结矿返矿率降低0.5%,烧结综合控制专家系统优化调整后烧结生产过程更加平稳,燃料消耗和烧结矿成品质量得到有效提升。
2.5 小结
通过燃料预筛分优化燃料破碎粒级结构、工艺操作优化和风箱结构整改以及智能烧结系统的升级完善等一系列措施的实施,截至2024年3月份,烧结内返率由去年的平均降低15.05%降低至13.85%,烧结矿槽返率由去年平均9.9%降低至8.55%,烧结矿净入炉率得到明显提升。
3 结论
通过燃料预筛分和燃料破碎系统的严格管控、烧结操作的精细化管理、风箱结构的优化升级改造以及烧结综合控制专家系统的完善升级,烧结矿返矿率得到明显改善。
(1)从烧结杯实验结果来看,焦粉粒级分布对烧结转鼓强度、燃耗、成品率的影响,随着1-3mm焦粉占比的增加,烧结转鼓强度呈总体上升的趋势,在其占比在50%左右时烧结矿转鼓强度最高达到81.47%,但随着其占比的继续提高,烧结转鼓强度开始逐步下降;成品率随着1-3 mm焦粉占比的增加呈先增后降的趋势,其占比在50%时烧结成品率最高,达到88.0%,随着其占比的机速提高,烧结矿成品率开始有所下降,但处于相对较好水平;固体燃耗随着1-3 mm焦粉占比的增加呈先降后升的趋势,在其占比在50%左右时固体燃耗最低,但随着其粘的进一步提高,固体燃耗开始上升。
(2)当返焦和烧结煤经过燃料预筛分后再经过破碎并加强燃料破碎控制后,烧结固体燃耗由49.8kg/t降低至48.6kg/t,烧结矿转鼓指数由77.8%提升至78.4%,烧结内返率降低0.5%,烧结矿槽返率降低0.4%。
(3)经过岗位精细化操作以及烧结风箱结构的优化改造,烧结两侧大烟道风量差得到有效缓解,且烧结返矿率由24.8%降低至24.1%降低0.7%,烧结生产过程和烧结矿质量得到显著改善。
(4)经过对烧结综合控制专家系统的优化调整,烧结终点温度位置达标率提升18%,烧结终点温度波动区间降低9℃,烧结机班调整频次下降16次,烧结固体燃耗降低0.4kg/t,烧结矿返矿率降低0.5%,烧结综合控制专家系统优化调整后烧结生产过程更加平稳,燃料消耗和烧结矿成品质量得到有效提升。
(5)烧结内返率由去年的平均降低15.05%降低至13.85%,烧结矿槽返率由去年平均9.9%降低至8.55%,烧结矿净入炉率得到明显提升。
参考文献
[1] 韩建,冯二莲,丁小涛等.降低返矿率生产实践[J].今日自动化,2020(4):55-57.
[2] 贾占民,贺宝军.烧结降低返矿率的技术措施[J].冶金与材料,2019,39(5):108-109.
[3] 李崇贵,曹自春,张云平等.昆钢本部烧结厂300 m2烧结机进一步降低返矿率的生产实践[J].烧结球团,2017,42(1):24-27.
[4] 刘燊辉,白凯凯,倪桂虎等.燃料粒度对铁矿烧结的影响研究[J].烧结球团,2019,44(6):17-22.
[5] 王永红,刘建波,周俊兰等.燃料粒度对烧结指标的影响研究[J].烧结球团,2018,43(3):37-42.
[6] 刘建波,张俊杰,裴元东等.焦粉粒级分布对烧结过程及烧结矿质量的影响[J].安徽工业大学学报:自然科学版,2019,36(4):309-313.
