复合材料高温试样加强片应用浅析
2024-06-25王宝瑞,杨纪龙,李金儒,吴伟萍,刘佳,韩蓉
王宝瑞,杨纪龙,李金儒,吴伟萍,刘佳,韩蓉

摘要本文对制备纤维增强复合材料高温力学试样使用的加强片和胶粘剂,以及一体成型试样进行了研究。本文对粘贴加强片的胶粘剂进行了研究和验证,包括双组份耐高温胶粘剂、多组份耐高胶粘剂、结构胶膜和双马树脂;对加强片材质进行了研究和验证,包括金属加强片和复合材料加强片;对加强片与试样的一体成型工艺进行了研究。结果表明:不同胶粘剂的工艺条件不同,应用的范围也有较大差异;高温试验中,复合材料加强片更为适用,推荐使用耐高温树脂体系,纤维布或0°/90°正交铺层的加强片;加强片采用与试样本身一体共固化的方式成型,可以制备标准的高温力学试样,有效避免二次粘接引起的影响。
关键词复合材料;试样;试样制备;加强片
Application Analysis on the Reinforced Sheets for High Temperature Composite Specimens
WANG Baorui1, YANG Jilong1, LI Jinru1, WU Weiping1, LIU Jia1, HAN Rong2
(1.Harbin FRP Institute Co.,Ltd.,Harbin 150028;2.Harbin Institute of Petroleum,Harbin 150028)
ABSTRACTIn this paper, the reinforced sheets and adhesive for preparing fiber-reinforced composite specimens while used in high temperature mechanical text were studied. This paper also studied the integrated molding process of reinforced sheets and specimens. In the study and validation of adhesive for pasting reinforced sheets, we used two-component high-temperature resistant adhesive, multi-component high-temperature resistant adhesive, structural adhesive film, and bismaleic resin. In the study and validation of materials of reinforced sheets, we used metal and composite materials. The results showed that: The application range of different adhesives was affected by process conditions. In high-temperature mechanical tests, composite reinforced sheets were more suitable, and it was recommended to use high-temperature resistant resin systems, fiber cloth, or reinforced sheets with 0°/90° orthogonal layers. In the preparation process of standard high-temperature mechanical specimens, the forming method of reinforced sheets and specimens co-curing was adopted. This method can effectively avoid the impact caused by secondary bonding.
KEYWORDScomposite; specimens; specimen preparation; reinforced sheets
1引言
树脂基纤维增强复合材料是由高性能纤维和高分子树脂复合而成的先进结构材料,随着技术水平的不断提高,以及耐高温树脂的发展,其耐温性能越来越受到人们的关注。耐高温环氧树脂、双马树脂、聚酰亚胺等树脂体系的耐温性均可承受200 ℃以上的连续使用温度,以及高达480 ℃以上的间歇使用温度。高温树脂与复合材料结合,表现出了较高的适用性,其材料具有耐高温、耐湿热、吸湿率低、介电性能好、模量高、热膨胀系数小等优点,在汽车工业、航空航天、国防等领域得到了广泛的应用,越来越多的被用于激光防御、高温保护等具有热源的环境中[1]。
复合材料构件的设计和使用中,耐热性是一个重要指标。复合材料由多种组分构成,当组分间热膨胀系数差异较大时,即使温度变化较小,也会在基体中产生很大的微观热应力。在温度升高后,首先是产生热膨胀和一定的内应力,当温度升高的幅度进一步加大时,复合材料的组分材料会逐渐发生软化、熔化、分解,甚至燃烧等一系列变化,从而使复合材料的机械性能急剧降低。所以,有必要对复合材料在高温下的力学性能进行测试与理论分析,以获取材料在相应高温环境下的性能[2]。
力学性能参数中尤为重要的是强度值,拉伸强度、压缩强度、弯曲强度、剪切强度等是结构计算的基础数据。其中,拉伸强度和压缩强度是最大破坏载荷与有效承载面积的比值,在试验过程中,复合材料试样本体表面刚度通常无法满足破坏所需的夹持力,所以,必须使用加强片给予补强。国际通用的方法是在试样两端粘贴上垫片,以利于试样装夹,使其在工作段区域有效破坏,防止端部破坏。高温试验环境与室温相比,还需考虑加强片和胶粘剂的耐温性,以及高温环境下加强片对试样本体的影响[3]。
2试验验证
复合材料单向板是所有纤维沿同一方向排列的复合材料,其一系列性能测试可以反映出材料和层间的性能,对设计研发、生产过程控制、出厂验收等有着关键性的作用。单向板的0°方向力学试样,理论上为承载能力较大的力学标准试样,加强片满足其检测要求即可满足其它试验的要求,所以,本文主要对复合材料单向板试样的加强片以及加强片的粘贴进行研究和分析。验证试验中,试样本体树脂基体选用双马树脂体系,增强材料选用T800碳纤维。
2.1胶粘剂
复合材料高温试验中,首先是确定试样制备使用的胶粘剂,应选用室温固化或低于材料固化温度的胶粘剂。粘贴加强片用胶粘剂的选用难点在于,试验环境温度超过250 ℃时,常规胶粘剂剪切强度会降至10 MPa以下。在未达到试样破坏所需载荷前,加强片粘接面已失效脱粘。国家标准GB/T 3354-2014《定向纤维增强聚合物基复合材料拉伸性能试验方法》中规定,“胶粘剂可采用满足环境要求的高伸长率的(韧性的)胶粘剂,固化温度不高于板材的成型温度。”简单来说,胶粘剂粘贴加强片的过程中,不影响试样本体材料性能;在试验高温环境下,满足试样完全破坏所需的剪切强度,即为有效[4-7]。
加强片、试样粘接面应经打磨、清洗处理,不允许损伤纤维。加强片的端头、宽度应与试样一致,确保在试验过程中加强片不脱落。加强片与试样间应胶结密实,并保证加强片相互平行且与试样中心对称。
通过多项筛选,验证试验主要对双组份耐高温胶粘剂、多组份耐高胶粘剂、结构胶膜和双马树脂进行了验证研究。双组份耐高胶粘剂为环氧、烯酸、聚氨酯结构胶,固化条件为80 ℃~85 ℃,固化时间30 min~40 min,主要特点为固化温度低,固化时间短。经试验验证,胶粘剂可应用于单向板纤维90°方向压缩试样加强片的粘贴,其耐温区间为230 ℃以内,超过250 ℃呈碳化状态。
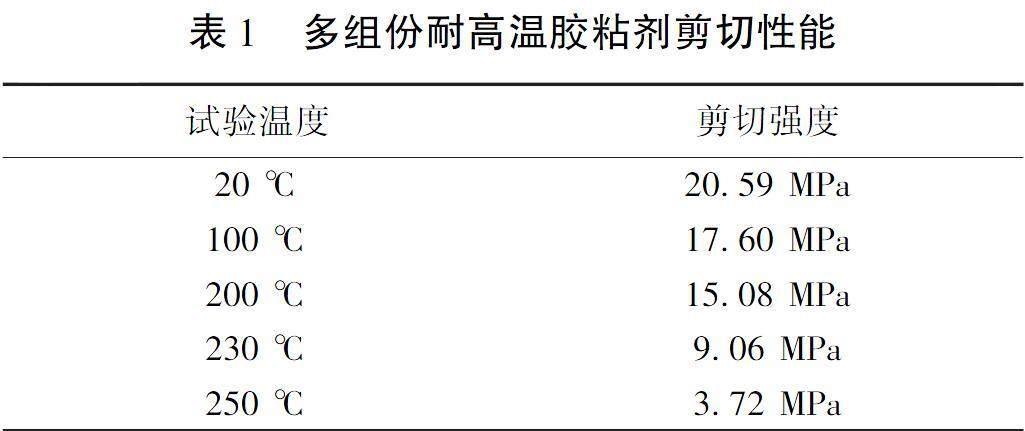
多组份耐高温胶粘剂为高温固化的三组分改性环氧糊状胶粘剂,其三组份配比比例为100:40:4,固化条件为180 ℃,恒温2 h。经试验验证,多组份耐高温胶粘剂一般使用温度范围室温至232 ℃,剪切性能如表1所示。其可应用于200 ℃以下单向板纤维0°方向拉伸试样、纤维0°方向压缩试样、纤维90°方向压缩试样加强片的粘贴,以及200 ℃~250 ℃纤维90°方向压缩试样加强片的粘贴。
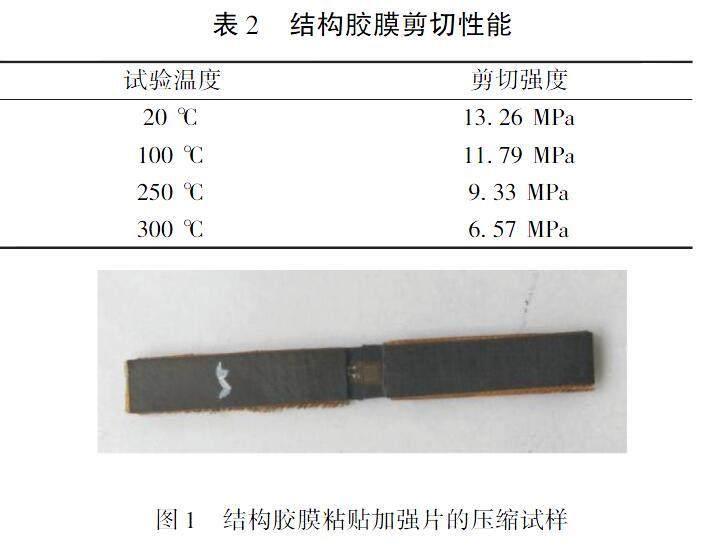
结构胶膜为改性氰酸酯膜状胶粘剂,载体形式为石英布,固化条件为200 ℃,恒温4 h~6 h。经试验验证,结构胶膜理论耐高温可达380 ℃,剪切性能如表2所示。其可应用于250 ℃以内纤维0°方向拉伸试样、纤维0°方向压缩试样、纤维90°方向压缩试样加强片的粘贴,0°拉伸试验中推荐使用液压夹具,以增加夹持正压力,图1为结构胶膜粘贴加强片的压缩试样。
双马树脂体系,耐高温250 ℃以上,固化条件为130 ℃,恒温2 h;180 ℃,恒温4 h;230 ℃,恒温5 h;280 ℃,恒温3 h。经试验验证,双马树脂可应用于310 ℃以内,纤维0°方向拉伸试样、纤维0°方向压缩试样、纤维90°方向压缩试样加强片的粘贴。现阶段,最高试验温度为310 ℃,应用在石英板材力学性能检测试验上,破坏形式正常,如图2所示。
2.2加强片
加强片在大多数力学试样上应用,其主要目的是给予一个足够刚度的作用面,可以保护好试样的表层纤维,并能够将载荷传递给被测材料。
国家标准GB/T 1447-2005《纤维增强塑料拉伸性能试验方法》中规定,“加强片材料采用与试样相同的材料或比试样弹性模量低的材料。”为解决试样加强片的问题,本文依据方法标准中相应规定,进一步确定加强片的材料和形式,并进行相应试验验证。加强片材质的基本要求是其刚度不应阻碍试样自然变形,其表面硬度可以使夹具夹面纹理嵌入,但不使其破坏。国家标准和国际标准中,对加强片材料的规定分别为金属材料和复合材料两种。
验证试验中,复合材料试样本体材料为T800碳纤维,分别粘贴金属加强片试样、粘贴纤维铺放加强片试样和粘贴纤维布加强片试样,如图3所示,加强片尺寸依据GB/T 3354-2014中6.6和GB/T 5258-2008中6.1.3的规定,分别为(12.5±0.1)mm×50 mm×(1.5~2.5)mm、(25±0.1)mm×50 mm×(1.5~2.5)mm(可选)、(10±0.5)mm×50 mm×1 mm。
2.2.1金属加强片
对于金属加强片,国家标准GB/T 3354-2014《定向纤维增强聚合物基复合材料拉伸性能试验方法》中规定,“加强片可采用铝合金板。”GB/T 5258-2008《纤维增强塑料面内压缩性能试验方法》中规定,“加强片可用铝板,或强度和刚度均不小于推荐的加强片材料的其它适当材料。”ASTM D 3039《聚合物基复合材料拉伸性能标准试验方法》中规定,“加强片材料可以使用其他结构,包括钢加强片或由试样相同材料制成的加强片。”验证试验中,金属加强片材料采用牌号为2A12T4的铝合金板,分别对1 mm、1.5 mm、2 mm三种厚度进行了验证。铝合金的弹性模量通常在68 GPa~80 GPa,较其它金属,刚度较低。
金属加强片已溶剂除油,并经过重铬酸钾和浓硫酸溶液的酸处理,使其表面钝化,增加粘接强度。胶粘剂的固化制度为180 ℃,恒温2小时,随炉冷却至室温。结果表明,铝合金加强片与复合材料本体热膨胀差异较大,会导致胶接面脱粘或试样本体撕裂损伤;不同厚度的铝合金加强片均出现不同程度的脱粘,厚度越大,脱粘面积越大。失效形式如图4所示。
2.2.2复合材料加强片
对于复合材料加强片,国家标准GB/T 3354-2014《定向纤维增强聚合物基复合材料拉伸性能试验方法》中规定,“加强片宜采用织物或无纬布增强复合材料。”GB/T 5258-2008《纤维增强塑料面内压缩性能试验方法》中规定,“加强片推荐采用0°/90°正交铺设的或玻璃纤维织物/树脂形成的材料,且加强片纤维方向与试样的轴向成±45°。如在较大端部载荷下加强片发生破坏,则可把加强片角度调整为0°/90°。”ASTM D 3039《聚合物基复合材料拉伸性能标准试验方法》中规定,“加强片材料是连续E玻璃纤维增强的聚合物基材料(机织物或无纬布非机织物),其结构型式为[0/90]ns层压板,该加强片材料一般与力的方向成45°角,以提供一个软接触面。”复合材料加强片与金属加强片相比,主要的优势是其模量与试件本体模量更为接近,可以有效避免刚度明显变化引起的应力集中,还可以粘接后与试样一并进行机械加工。
复合材料加强片必须保证其树脂体系至少在高温试验温度,受表面正压力和剪切力的复合作用下,而不失效。验证试验中,树脂体系分别选用环氧树脂体系和双马树脂体系,增强材料分别选择玻璃纤维、碳纤维和碳纤维布(经纬比例为1∶1)等。结果表明,环氧树脂体系200 ℃左右,受载后,层间失效,纤维脱落,试样未破坏;双马树脂体系,耐温可达300 ℃,层间仍具有较高强度。增强材料为玻璃纤维和碳纤维及其织物,单向铺层时,碳纤维表面硬度较大,夹持过程中容易滑脱;纤维布加强片则因其表面纹理,增大机械嵌合,更为适用。最终,推荐使用双马树脂体系/纤维布加强片或0°/90°正交铺层的加强片。另外,试验对加强片的平面度和平行度比较敏感,推荐采用的试样制备方法,是在单向板表面覆盖一层胶膜或树脂,并粘贴加强片,然后再机加出试样的构型。
在复合材料板材高温力学试验中,加强片的选择尤为重要。加强片的作用是在试验过程中,有效的将载荷施加到试样上,避免夹具与试样直接接触产生明显的应力集中,避免试样提前失效。图5为T800碳纤维单向板0°方向拉伸试样散丝状失效图。
2.3加强片一体成型
高温测试试样用一体成型模具制备,是通过模具设计和工艺优化,将加强片采用与试样本身一体共固化的方式成型,利用复合材料本体树脂,经过固化过程,将加强片直接在试样两端成型,增强加强片和试样间的层间性能,避免了后期试样制备等一系列操作,同时也减少了粘贴加强片与试样产生的尺寸偏移。理论上可以成型任何标准力学试样。
通过选取与本体一致的树脂材料和复合材料,通过加厚区模腔和型面的控制,达到加强片和试样本体一体成型,并共同固化的目的。一体成型模具如图6所示。
加强片成型是使其在模具上以加厚区的形式存在,可选择与试件同种材料,或者同种树脂体系的碳布,设计正交铺层,对加厚区进行成型。
通过工艺持续改进,用纤维布先铺放加强片区域,再制作试样部分,然后一体共固化,再经机械加工。验证试验选用T800/双马单向板0°拉伸试样,环境温度分别为200 ℃和240 ℃。试验结果数据正常,离散较小,见表3。破坏形式为散丝工作段爆炸式散丝失效,破坏形式正常,未出现加强片脱落或应力集中等现象,如图7所示。
3结语
高温测试试样制备过程中,胶粘剂固化温度不应超过板材的固化温度,固化时间也不易过长,避免产生热疲劳。加强片的尺寸、材料、斜削度、胶粘剂等都是影响试验结果的因素。夹持区域发生破坏表明了加强片处的应力集中大于工作段材料固有强度的偏差。使用具有韧性的低模量胶粘剂粘贴的带斜面的加强片,可以有效降低应力集中,并使发生夹持破坏的概率降低。加强片处如有较大的应力集中,将导致夹持破坏的发生次数增加,从而导致低强度的偏差增大。
加强片可以进行单根试样单独粘贴,也可先将整块试样板材粘贴好,再切割成试样。在实际检测活动中,多数情况为试样已机械加工成标准尺寸,需二次试样制备,进行加强片粘贴。但此操作易引入不确定的偏差,所以,加强片的粘贴宜在切割试验前进行。
一体成型的主要优点为:(1)最大的提高了粘接强度,避免了加强片脱落;(2)避免粘接加强片导致的二次固化;(3)避免粘接过程中加强片与试样本体产生的偏角;(4)有效减小了应力集中;(5)显著提高试验效率。
力学试验高温环境工况复杂,复合材料的微观结构和化学组分会发生改变,可能出现基体膨胀、纤维树脂剥离、基体微裂等情况,而常规检测手段只能适用于较低温度下的试验,所以,复合材料200 ℃以上高温力学性能测试方法和试样制备一直都是检测难题,也很难采用统一标准进行要求,本文经过大量验证试验,总结出了相应的研究结果,以求可以一定程度的规范高温力学检测行为。
参 考 文 献
[1]刘佳,遇家运等.高温测试条件下一体成型的碳纤维复合材料拉伸试件制作及优化分析[J]. 纤维复合材料,2023,(01):56-59.
[2]王宝瑞,韩蓉,魏程,等.复合材料环形试样力学性能检测研究[J].纤维复合材料,2023,40(02):19-25.
[3]王宝瑞,韩蓉,李刚,等.复合材料圆筒切取环形试样拉伸性能检测方法研究[J].纤维复合材料,2023,40(01):17-21.
[4]GB/T 1447-2005 纤维增强塑料拉伸性能试验方法.
[5]GB/T 3354-2014 定向纤维增强聚合物树脂复合材料拉伸性能试验方法.
[6]GB/T 5258-2008 纤维增强塑料面内压缩性能试验方法.
[7]ASTM D 3039/D 3039M Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials.