盲孔法测试膨胀管残余应力研究
2024-06-22张绪亮秦浩郭慧娟刘凯邹光贵王宝栋
张绪亮 秦浩 郭慧娟 刘凯 邹光贵 王宝栋


膨胀管在膨胀作业结束后,会残留分布不均的残余应力,残余应力将会影响膨胀管胀后抗外挤强度、抗腐蚀强度等关键性能。为此,采用盲孔法测试膨胀管外表面轴向残余应力与环向残余应力水平及变化情况,通过有限元法获得残余应力整体分布情况并加以验证。研究结果表明:膨胀管的胀后残余应力近外壁面2 mm内平均环向和轴向残余应力测试值分别为-352.5与-589.0 MPa,与有限元模拟值误差小于10%;环向残余应力的中性面在沿壁厚方向距内壁面约70%厚度处,轴向残余应力的中性面在沿壁厚方向距内壁面约64%厚度处;膨胀管胀后并经过多天存放,轴向残余应力降幅为18.7%,环向残余应力降幅为12.8%。所得结论可为膨胀管性能评价研究提供技术参考。
膨胀管;残余应力;盲孔法;应变释放系数;有限元模拟
Measurement of Residual Stress of Expandable
Tubular with the Blind-Hole Method
In the operation with expandable tubular,uneven residual stress often occurs to impede the mechanical properties (e.g.collapse resistance and corrosion resistance) of the tubular.In this paper,the blind-hole method was adopted to measure the axial and circumferential residual stresses on the external surface of the expandable tubular after expansion.The overall distribution of residual stress was obtained from finite element simulation (FES) and then verified.The results show that the average circumferential and axial residual stresses within 2 mm to the outer wall of the expandable tubular are measured to be -352.5 MPa and -589.0 MPa,respectively,with the error of less than 10% relative to the FES values.The neutral surface of the circumferential residual stress appears at about 70% of the wall thickness towards the inner wall,and the neutral surface of the axial residual stress occurs at about 64% of the wall thickness towards the inner wall.When the expandable tubular is stored for days after expansion,the axial and circumferential residual stresses reduce by 18.7% and 12.8%,respectively.The study results provide a reference for the performance analysis of expandable tubular.
expandable tubular;residual stress;blind-hole method;strain release coefficient;finite element analysis
0 引 言
实体膨胀管技术是在井下作业中,以液压或机械为动力推动直径大于管内径的膨胀锥运动,使管体发生塑性变形的技术[1]。该技术可改善传统井身结构井眼直径受限的问题,在多种井下环境中具有较高的可靠性和优越的经济性,在钻井工程中得到了广泛应用[2-5]。由于膨胀管在膨胀过程发生了不均匀的变形,在膨胀结束后会形成分布不均的残余应力。残余应力的存在会影响膨胀管胀后抗外挤强度、抗腐蚀强度等关键性能[6]。因此鉴于实际工程要求,需要确定残余应力的分布情况。
张建兵等[7]采用切环法对不同材料的膨胀管胀后平均环向残余应力进行测量,均表现为残余压应力。LONG X.等[8]指出由切环法测量得到的应力值较低,采用X射线衍射(XRD)结合电解剥层的技术,测量了膨胀管不同壁厚处的轴向残余应力与环向应力。唐明等[9]对不同热处理后的膨胀管测量了其内外壁及焊缝融合区的残余应力,研究结果表明,膨胀管内外壁上分布的残余应力方向相反。张建兵等[10]研究了不同锥角的影响,得到了环向残余应力的分布规律。孔德涛[11]通过有限元法对膨胀后的残余应力进行了系统的分析,结果表明,膨胀后环向应力在内壁为拉应力,外壁为压应力。
等井径膨胀管胀后会发生较大的塑性变形,其性能检测所依靠的常规试验操作复杂、成本较高,缺少将残余应力因素考虑在内的统一性能评价方法。通过数值分析研究膨胀管残余应力是有效的思路,而目前膨胀管残余应力的研究多关注环向残余应力分布状态及影响,对残余应力整体分布缺少深入研究。并且胀后残余应力受多种因素影响,经过假设多种理想条件的模拟结果缺少试验验证。
用于膨胀管残余应力测试的方法中,盲孔法精度高、技术成熟、成本低[12],可方便快捷地测试膨胀管表面残余应力。本文将采用盲孔法测试膨胀管外表面轴向残余应力与环向残余应力水平及变化情况,通过有限元法获得残余应力整体分布情况并加以验证,以期为膨胀管性能评价研究提供参考。
1 膨胀管残余应力的盲孔法测试
1.1 盲孔法的基本原理
对于存在大小、方向未知的原始应力场(σ1,σ2)的膨胀管表面,选定一个点钻深度、直径一定的盲孔。由于钻孔去除了部分材料,导致盲孔附近因应力释放而产生应变。在预定打孔处设置应变片如图 1所示。其中:σ1、σ2为钻孔前最大主应力和最小主应力;θ为主应力和应变片丝栅方向夹角,逆时针为正,顺时针为负。
变形转化为电信号,经测量得到钻孔应变。弹性力学计算公式为:
式中:ε1、ε2、ε3分别为3个应变片丝栅上的应变;A、B为应变释放系数,MPa-1,与所钻盲孔尺寸、应变片几何参数以及所测构件的材料属性有关,需要通过开展标定试验获得[12]。
在标定试验中,对构件施加单向的人为应力场,即使σ1=σ,σ2=0,θ=0,带入式(1)~式(3)中可得:
式中:σ为拉伸载荷,MPa。
当材料处于弹性范围内时,应变释放系数A、B是不随载荷变化的常数,但对于膨胀管等塑性变形较大的构件,则需要通过标定试验建立其与外载荷的关系。由于膨胀管标定试验较为复杂,而数值模拟与标定试验结果的一致性已被大量文献证实[13-16],所以本文采用有限元模拟标定过程计算应变释放系数。
1.2 基于有限元的应变释放系数标定与修正
由于应变片所测量的变形发生在构件表面,构件表面形状特征同样会对盲孔法测试结果产生影响[13],所以根据143 mm等井径膨胀管胀后实测尺寸采用有限元软件ABAQUS建立柱面模型。为减少计算量,采用1/4对称模型,如图 2所示。
管体外径为167.4 mm,管长100 mm。模型采用六面体网格离散,对盲孔区、应变丝栅及附近网格做了细化,如图 3所示。
图 3中a区域为钻孔区,直径1.5 mm,深度2 mm。采用B型应变片进行应变测量,如图 4所示。
图 3中c、f区域对应着实测时应变片丝栅布置位置。在实际试验中钻孔操作会导致孔边区域产生加工硬化,使材料属性发生变化。为模拟这一现象,将加工硬化区简化为盲孔边缘0.19 mm的环形[14],即图 3中b区。由于孔边硬度的增大可近似表现为弹性模量的增大[15],模拟时设置加工硬化区的弹性模量在钻孔阶段增大1.285倍[16],加工硬化区与非硬化区直接采用共节点的方式连接。
算例中采用的膨胀管材料屈服强度σs=411 MPa,弹性模量E=200 GPa,泊松比ν=0.3。材料的塑性行为采用Mises屈服准则结合各向同性强化模型模拟。材料在单轴载荷下的真实应力-应变曲线如图 5所示。
对两侧面施加轴向位移约束,完全固定靠近孔的端面。忽略钻孔时材料逐层剥离的影响,仅考虑钻孔前后变化,钻孔区采用生死单元模拟钻孔过程材料的去除。对远离孔的端面施加单轴拉伸载荷,载荷从40 MPa逐步增加。其中当拉伸载荷为200 MPa时钻孔前后的等效塑性应变如图 6所示。
从图6可见,在钻孔之前材料未进入塑性阶段,但在钻孔之后由于应力集中,在孔边位置发生了塑性变形。
计算图 3中c、f区域钻孔前后的平均应变并求差值,可得到标定试验中应变片上丝栅应变值:
式中:ε01、ε03分别为钻孔前膨胀管表面应变片丝栅区域的轴向、环向应变平均值;ε1′、ε3′分别为钻孔后膨胀管表面应变片丝栅区域的轴向、环向应变平均值。
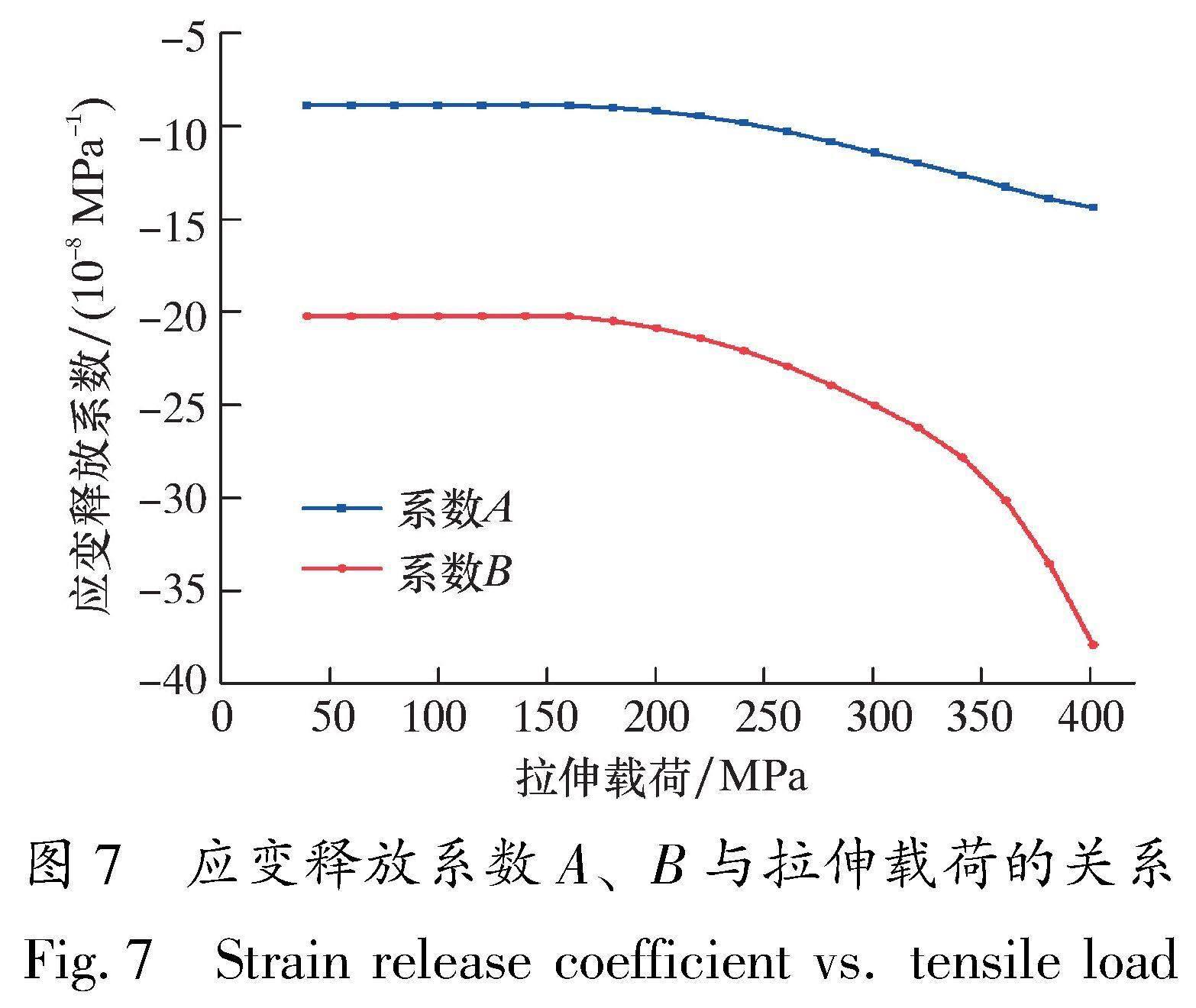
通过式(4)、式(5)可以计算应变释放系数随应力的变化,所得结果如图 7所示。
从图 7可以看出,在拉伸载荷小于160 MPa时,应变释放系数A、B随载荷增加基本保持不变。这是因为在构件弹性范围内,系数A、B是仅与材料属性和应变片参数有关,与残余应力场无关的常量[13]。随着载荷的进一步增大,孔边应力集中使得盲孔区域出现如图 6b所示的塑性变形。这时测得变形包含了塑性变形,使得系数A、B的值随载荷继续增大发生显著变化。膨胀管胀后残余应力的应力水平较高,相关行业标准[17]明确指出孔边塑性变形会使计算结果偏大,当构件残余应力超过材料屈服强度的1/2时,盲孔法的应变释放系数需要进行修正。
这里采用基于形状改变比能S[14]的方法对系数A、B进行修正,以拓展盲孔法适用范围。相较于膨胀管表面尺寸,将盲孔周围近似为平面,并将钻孔周围应力场简化为平面应力问题,则Mises屈服条件公式简化为:
σ21-σ1σ2+σ22=σ2s(6)
引入形状改变比能S改变式(6)右端项,可得:
由广义胡克定律可得:
通过式(9)可以计算不同载荷下的形状改变比能S,对应关系曲线如图8所示。进一步还可以得到S与应变释放系数A、B的关系,如图 9所示。
从图8可见,当拉伸载荷较小时,比能S增大速率较小,说明此时拉伸载荷尚未引起孔边塑性变形,系数A、B也基本保持不变。当拉伸载荷增加到一定数值后,比能S迅速增大,系数A、B的值也随之迅速改变,其中B值变化速率更为明显。系数A、B发生迅速变化的临界形状改变比能S/10-10约为24.6,即当S/10-10>24.6时,必须考虑塑性变形带来的影响。对比能S与系数A、B进行拟合,得到关系式:
高应力水平下的盲孔法测膨胀管试验可通过拟合公式得到修正后的系数A、B值,进而计算轴向残余应力与环向残余应力值。
1.3 试验测试及结果
在室内进行了143 mm×8 mm等井径膨胀管液压膨胀试验,如图 10所示。
考虑到加工工艺,膨胀管在膨胀前就存在天然的初始残余应力。此外在膨胀结束后,随着时间的推移,由于应力松弛效应,膨胀管中的残余应力会重新分布,所以对膨胀前、膨胀结束当天、膨胀结束多日后的同一批次膨胀管分别进行了残余应力的测量。在膨胀管表面选择环向均匀分布的3个测试点,如图 11所示。
采用HK21A型钻孔应力仪配合B型应变片进行试验,考虑到胀后管平均壁厚为7.6 mm,选择钻孔尺寸为孔径1.5 mm,孔深2.0 mm,以减少对膨胀管的破坏。将应变片按照0°和90°丝栅方向分别对应膨胀管轴向和环向方向粘贴在测点处,布片、测试与钻孔操作如图 12所示。
下面以膨胀结束当天测得的试验数据为例来说明残余应力的计算流程。试验设备记录的应变值如表1所示。从表1可以看出,测试点比能均大于有限元模拟标定得到的界限值S/10-10=24.6,说明各测点均出现了塑性变形。由式(9)可以计算各测点比能S,通过式(10)、式(11)可以得到修正后的应变释放系数A、B,再通过式(1)~式(3)可以计算钻孔前的残余应力。与常见的盲孔法用于焊缝等测试时应力主方向与应变丝栅方向一致的情形不同,由于膨胀管残余应力主方向未知,与轴向存在一定夹角,得到主应力结果后需要通过换算得到钻孔前的环向残余应力σθ和轴向残余应力σz。应力换算公式如下:
按上述流程计算胀后当天残余应力测试结果,如表2所示。从表2可见,主应力值与轴向、环向残余应力值很接近,说明膨胀管胀后残余应力场的应力主轴基本沿这2个方向。轴向、环向残余应力为负值,即在膨胀管表面表现为压应力。通过相同的流程可以测试获得膨胀前与胀后停放多天后的残余应力,应力测试结果如表3所示。
这里的膨胀管由无缝钢管加工而成,由于采用的相关机械加工工艺导致了初始残余应力,故从表3可以看到,在膨胀之前膨胀管外表面的不同位置分布着不均匀的拉伸与压缩残余应力。将表3中胀后多天的残余应力值与表2中胀后当天的残余应力值进行对比发现,相较于胀后当天,放置多天后的膨胀管在应力松弛效应下残余应力有所降低。表4为胀后当天与多天的平均残余应力计算结果对比。其中平均轴向残余应力降幅18.7%,平均环向残余应力降幅12.8%。初始残余应力会导致膨胀过程管体金属流动不一致[18],使得胀后管体轴向弯曲,而胀后的应力释放同样会影响膨胀管尺寸,并对膨胀管服役性能造成影响。
2 膨胀管残余应力有限元模拟
2.1 等井径膨胀管膨胀有限元模型
通过盲孔法试验可以简单快捷测得膨胀管外表面的残余应力,但对于管身内部残余应力较难由试验测得,因此需要结合有限元的方法获得膨胀管整体的残余应力分布。这里试验所用的等井径膨胀管不同于常规实体膨胀管,膨胀率δ达到18%。为配合大膨胀率作业的成功,膨胀锥采用可变径技术。膨胀管与膨胀锥装配模型如图 13所示。膨胀管内径d=127 mm,膨胀锥的最大外径从D1=138 mm过渡到D2=151 mm。膨胀率计算公式为:
忽略膨胀管的几何缺陷,即认为膨胀管截面为整圆。假设膨胀过程截面均为径向变形,因此建立轴对称模型进行研究,以利于提高计算速度。膨胀管材料模型与1.2节中保持一致,相比管材,膨胀锥硬度远大于膨胀管硬度,因此锥变形可以忽略不计,可设置为刚体。整体网格使用结构化网格划分,为方便研究膨胀管整体应力分布,特别是近外壁面2 mm内的应力,沿管壁厚度方向划分了40层网格,如图 14所示。
膨胀过程中膨胀锥与管间刚柔接触,根据实际试验润滑条件,锥面与管内壁的摩擦因数设置为0.1。边界条件设置为:假设膨胀过程为准静态过程,忽略热效应的影响,采用静力学分析,对膨胀锥施加轴向位移,使其从管的一端运动到另一端,并约束其余方向位移为0。在膨胀管部件底端施加轴向位移约束,使其固定。
2.2 计算结果分析
膨胀锥运动到管端部时阻力将会急剧减小,而高压流体的压力基本不变,这会导致膨胀锥出管时具有较高的速度,容易造成危险事故,因此在室内试验中未将膨胀锥胀出膨胀管。有限元模拟时同样设置膨胀锥位移小于管长,膨胀锥仍停留在管内。钻孔位置截面位于胀后膨胀管中间处。三向残余应力沿膨胀后壁厚的分布曲线如图15所示。
图15中坐标原点对应管内壁,随坐标增大直至管外壁。从图15可以看出,膨胀管胀后轴向残余应力沿内壁向外逐渐增大,表现为拉应力,在管壁中间处达到峰值,随后沿壁厚开始减小直至出现应力的中值面,拉应力转变为压应力。环向残余应力沿内壁变化与轴向残余应力相似,同样从拉应力转变为压应力(沿壁厚方向约4.9 mm处为应力中性面)。径向残余应力接近0,且变化微小。环向残余应力与轴向残余应力在膨胀管内表面均表现为拉应力,在外表面均表现为压应力,这与前人研究结果一致[8-11],且径向残余应力明显低于另外2个分量。
提取40层网格对应的近外壁面2 mm内节点应力平均值,结果如表5所示。由表5可知,环向和轴向残余应力的模拟值与试验所测值误差均小于10%,满足工程要求。由此证明了基于孔边形状改变比能修正的盲孔法测试等井径膨胀管残余应力的可行性,并验证了基于数值分析膨胀管残余应力的可靠性。
图 17为残余应力各个分量的云图。从图 17可以看出,轴向和径向残余应力沿壁厚方向变化剧烈,而径向残余应力值相对较小且变化相对平缓。环向残余应力在内壁处拉应力值较小,沿着径向方向逐渐增大,在大于管壁中间处达到峰值,随后残余应力逐渐下降,以内壁方向约4.9 mm处出现应力的中性面,拉应力转变为压应力。由中性面到管外壁,压应力的值逐渐增大,并在靠近外表面1.0 mm处趋于稳定。在壁厚方向上,环向残余拉应力约占70%,压应力约占30%。轴向残余应力在壁厚方向的变化趋势与环向残余应力相似,其拉应力峰值在沿厚度方向距内壁面4.0 mm处,在厚度方向距内壁面4.5 mm处出现轴向残余应力中性面,这种残余应力分布对应着弯曲载荷,相当于一种将膨胀管“外翻”的载荷模式。在壁厚方向上,轴向残余拉应力约占64%,压应力约占36%。此外也可以看出各个应力分量沿膨胀管长度方向保持稳定,几乎不发生变化。
3 结 论
(1)通过盲孔法测量了膨胀管的胀后残余应力,基于形状改变比能修正了应变释放系数,使其适用于包含较大塑性变形的膨胀管结构。近外壁面2 mm内,平均环向和轴向残余应力测试值分别为-352.5与-589.0 MPa,与有限元模拟值误差小于10%,验证了数值分析膨胀管残余应力的可行性。
(2)通过有限元法分析了膨胀管胀后残余应力沿壁厚的分布规律,其中径向残余应力值相对较小,环向与轴向残余应力在内壁上表现为拉应力,该拉应力沿壁厚方向先增大后迅速减小并转变为压应力,在外壁附近变化相对平缓。环向残余应力的中性面在沿壁厚方向约70%厚度处,轴向残余应力的中性面在沿壁厚方向约64%厚度处。这种内拉外压的轴向应力分布对应着一种将膨胀管外翻的弯曲载荷。
(3)残余应力测试结果显示,膨胀管在出厂后就存在初始的残余应力,在管体外表面同时分布着80 MPa以内的不均匀轴向与环向的拉压应力。膨胀管膨胀后经过多天存放会发生应力松弛,使残余应力下降。本试验中轴向残余应力下降较为显著,降幅为18.7%,环向残余应力降幅为12.8%。
[1]冯定,王高磊,侯学文,等.膨胀管技术研究现状及发展趋势[J].石油机械,2022,50(12):142-148.
FENG D,WANG G L,HOU X W,et al.Research situation and development trend of expandable tubular technology[J].China Petroleum Machinery,2022,50(12): 142-148.
[2] ZHU X H,CHENG F L,SHI C S,et al.Mechanical plugging-solid expandable tubular refracturing technology[J].Journal of Mechanical Science and Technology,2020,34(6): 2357-2364.
[3] ZHU X H,CHENG F L,SHI C S,et al.Design and analysis of sealed suspension module based on solid expandable tubular repair technology[J].Journal of Mechanical Science and Technology,2020,34(2): 681-688.
[4] 蒋涛,张怀智,刘义佩.膨胀管水平井井筒再造重复压裂技术的应用[J].中国石油和化工标准与质量,2022,42(22):190-192.
JIANG T,ZHANG H Z,LIU Y P.Application of refracturing technology in wellbore reconstruction of expansion tube horizontal wells[J].China Petroleum and Chemical Standard and Quality,2022,42(22): 190-192.
[5] 强杰,齐月魁,刘雪光,等.膨胀管补贴技术在大港油田的应用研究[J].石油机械,2021,49(9):105-112.
QIANG J,QI Y K,LIU X G,et al.Research on the application of expansion pipe patch technology in Dagang Oilfield[J].China Petroleum Machinery,2021,49(9): 105-112.
[6] PEI J.Numerical study of solid expandable tubular technology[J].SOCAR Proceedings,2016:25-33.
[7] 张建兵,韩建增,陈建初,等.膨胀套管中的残余应力问题[J].石油钻采工艺,2005,27(2):18-20.
ZHANG J B,HAN J Z,CHEN J C,et al.Question of residual stress in expansion casing[J].Oil Drilling & Production Technology,2005,27(2): 18-20.
[8] LONG X,ROGGEBAND S M,PASARIBU H,et al.The study on expandable tubulars collapse performance and the development of risk based design collapse strength[C]∥SPE Annual Technical Conference and Exhibition.San Antonio: SPE,2017: SPE 187460-MS.
[9] 唐明,王璐璐,马建忠,等.石油膨胀套管的力学性能及膨胀后的残余应力[J].西安交通大学学报,2010,44(7):90-94,113.
TANG M,WANG L L,MA J Z,et al.Mechanical properties of expansion casing and residual stress after expansion[J].Journal of Xian Jiaotong University,2010,44(7): 90-94,113.
[10] 张建兵,孔德涛,蒋成银,等.工具锥角对膨胀套管环向残余应力的影响[J].塑性工程学报,2022,29(1):155-161.
ZHANG J B,KONG D T,JIANG C Y,et al.Effect of tool cone angle on circumferential residual stress of expansion casing[J].Journal of Plasticity Engineering,2022,29(1): 155-161.
[11] 孔德涛.膨胀管膨胀后的强度分析[D].西安:西安石油大学,2022.
KONG D T.Strength analysis of expandable tubular after expansion[D].Xian: Xian Shiyou University,2022.
[12] 王辰辰.残余应力测试与校准方法研究现状与展望[J].计测技术,2021,41(2):56-63.
WANG C C.Review on measurement and metrology methods of residual stress[J].Metrology & Measurement Technology,2021,41(2): 56-63.
[13] 马小明,欧清扬.盲孔法测曲面残余应力时释放系数的数值模拟[J].华南理工大学学报(自然科学版),2019,47(12):25-31.
MA X M,OU Q Y.Numerical simulation for hole-drilling strain gage method applied on curved surface[J].Journal of South China University of Technology (Natural Science Edition),2019,47(12): 25-31.
[14] 马雯波,陈曙光,刘荟琼,等.盲孔法中应变释放系数的有限元模拟标定[J].焊接学报,2011,32(2):97-100.
MA W B,CHEN S G,LIU H Q,et al.FEM simulation of calibration on strain release coefficients in blind hole method[J].Transactions of the China Welding Institution,2011,32(2): 97-100.
[15] BAO Y W,WANG W,ZHOU Y C.Investigation of the relationship between elastic modulus and hardness based on depth-sensing indentation measurements[J].Acta Materialia,2004,52(18): 5397-5404.
[16] 卞步喜,刘一华,丁曙光.加工硬化引起的圆孔边应力集中数值分析[J].制造业自动化,2011,33(10):56-58.
BIAN B X,LIU Y H,DING S G.Numerical analysis of stress concentration at circular hole edge considering work-hardening[J].Manufacturing Automation,2011,33(10): 56-58.
[17] 中华人民共和国工业和信息化部.残余应力测试方法 钻孔应变释放法:CB/T 3395—2013[S].北京:中国船舶工业综合技术经济研究院,2014.
Ministry of Industry and Information Technology of the Peoples Republic of China.Test method for determining residual stresses by the hole-drilling strain-gage method: CB/T 3395—2013[S].Beijing: China Institute of Marine Technology & Economy,2014.
[18] APALKOV A A,ODINTSEV I N,PLOTNIKOV A S.Estimation of range of reliable measurements of residual stresses by hole drilling method[J].Inorganic Materials,2017,53(15): 1496-1501.
