化工装置真空系统设计负荷计算及影响因素探讨
2024-05-08孙亚凯
孙亚凯
(上海科元燃化工程设计有限公司,上海 200124)
在化工生产装置中,气体输送、真空过滤、减压蒸馏、真空干燥、冷冻干燥、结晶、吸收、反应、脱气、除臭等操作中都可能用到真空系统。
为了选择合适的真空系统,首先需要进行相应的工艺计算,确定出配套的真空系统设计负荷,以用于后续真空管道尺寸和真空系统规模的确定。在化工设计手册和相关书籍中虽然有真空系统工艺计算的部分介绍,但对于真空系统空气漏入量的估算没有全面的总结,对于真空系统设计负荷的影响因素也没有详细的说明。本文结合设计实例,对以上内容进行系统说明和总结。
1 稳定操作下真空系统设计负荷
真空操作需要使用真空泵或蒸汽喷射器持续抽除封闭系统中的各种气体,来抵消空气泄漏到系统中的趋势,使不凝气从真空系统中连续清除,保持所需的系统压力。我们把需要维持真空度的系统中所产生的各种气体的流量总和称为真空系统的气体负荷。这是确定真空系统大小的决定因素之一。
在稳定操作条件下,进入系统的不凝物负荷必须等于离开系统的负荷。当真空系统处理一种或多种挥发性有机化合物(VOC)时,离开真空系统的不凝物将被VOC饱和。因此,真空系统保持所需的真空度的负荷有以下几种:真空系统空气漏入量,QL;不凝气中夹带饱和的挥发性工艺蒸汽量,QV;其他不凝气量,QS。
1.1 真空系统空气漏入量计算
确定空气泄漏量的方法可以分为操作方法或经验方法。在操作方法中,进行实际的现场测试来估计进入系统的空气量。这一类中最准确的方法之一是所谓的“跌落试验”方法。然而,对于现有工厂来说,执行该测试并不总是可行的,因为测试往往会影响到正常生产和运营。另外,如果需要保持真空的系统体积比较大,在现场条件下也很难实现测试所需要的真空度。特别对于新建真空系统,别无选择,只能使用经验预测空气泄漏率。
工程上常用的估算泄漏量的方法主要有以下几种:HEI经验图表法、公式计算法、系统组件的特定泄漏率法、GEA Wiegand经验表格法。
1.1.1 HEI经验图表法[1]
热交换研究所发布了一组用于经验计算的空气泄漏曲线,通过将空气泄漏率与系统体积和系统操作压力相关联来解决这个问题,给出了商业密封系统的最大空气泄漏值,如图1所示。
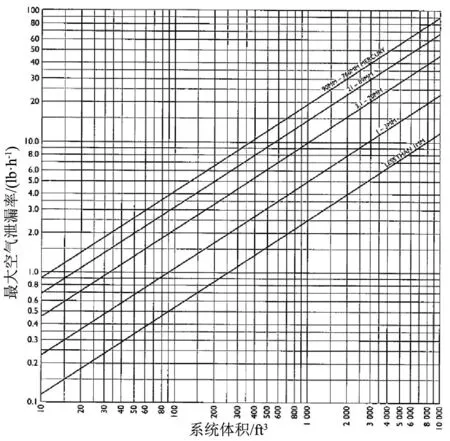
图1 HEI商业密封真空系统(无搅拌器)最大空气泄漏量
该方法开发于20世纪50年代,尽管其在当今操作中的适用性仍有疑虑,但它仍然是初步确定真空系统漏气率的主要工具。因为它很简单,并且只需要有限的数据就可以预测空气泄漏率。
1.1.2 公式计算法
Gomez[2]给出了一个方程,该方程再现了由热交换研究所的曲线所给出的空气泄漏值,可用于编写小程序加速计算,方便用户使用。该公式如下:
m=A·VB
(1)
式中:m——最大空气漏入量,单位kg/h(lb/h);
V——需要保持真空的系统总体积,单位m3(ft3);
A,B——空气泄漏率计算系数,不同压力范围取值如表1所列。
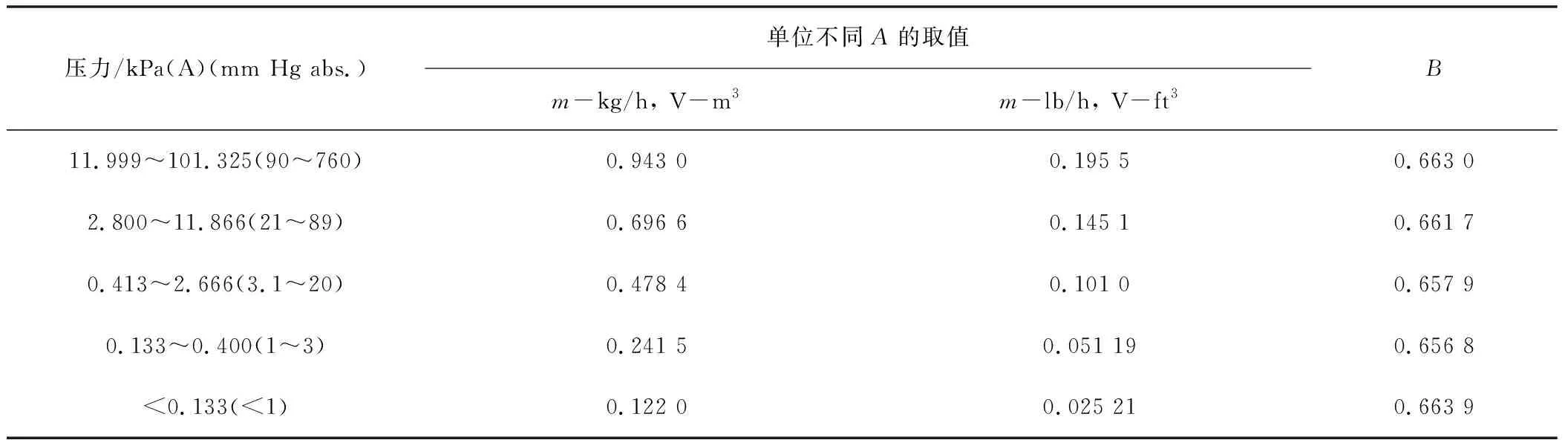
表1 真空系统漏气量经验公式常数A,B取值
在使用过程中,进一步简化系数B,设计人员也常采用以下公式[3]:

(2)
式中:m——空气漏入量,单位kg/h(lb/h);
V——需要保持真空的系统总体积,单位m3(ft3);
k——压力常数,取值如表2所列。

表2 真空系统漏气量经验公式常数k取值
在用上述公式时,同样未考虑搅拌器等的泄漏率。通常,对于每个普通密封的搅拌器,增加5 lb/h的空气泄漏。使用特殊的真空机械密封可以将此量减少到1~2 lb/h。
1.1.3 系统组件的特定泄漏率法[3]
当气体通过一个小孔后的压力降至低于一定数值(临界压力Pc),气体通过小孔处的流速达到音速,不论如何降低出口压力,只要小孔上游的压力保持一定,流量将维持一定的数值而不再增加。因此,只要系统内的压力低于0.53倍大气压(约15 in汞柱绝对压力),空气就会以恒定的速率泄漏到系统中。可以通过这一气体临界流动的性质预计空气漏入真空度小于530 mbar的真空系统的流量。通过1 mm2的开口,约0.83 kg/h的空气流入真空装置(真空度仅<530 mbar),与真空系统的体积无关。
真空设备的气密性可能会有很大差异,这取决于设备是否主要是焊接的,或者是否有许多法兰连接、视镜、旋塞连接、阀门、填料密封、机械密封等。表3基于对现有设备的经验,显示了可能的空气泄漏,单位为lb/h。泄漏速率取决于需要保持在真空下的设备的总体积以及设备和管道连接的类型。这种基于系统组件的特定泄漏率的预计方法,需要可能不容易获得的特定设备细节,但它提供了更现实的价值。

表3 基于工艺设备的连接、阀门、填料函等的空气泄漏量估计
1.1.4 GEA Wiegand经验表格法[4-5]
真空系统供应商GEA Wiegand基于对现有设备的经验提出了估计真空系统空气漏入量的表格。如表4所示,它显示了可能的空气泄漏取决于需要保持真空的设备的总体积以及设备和管道连接的类型。
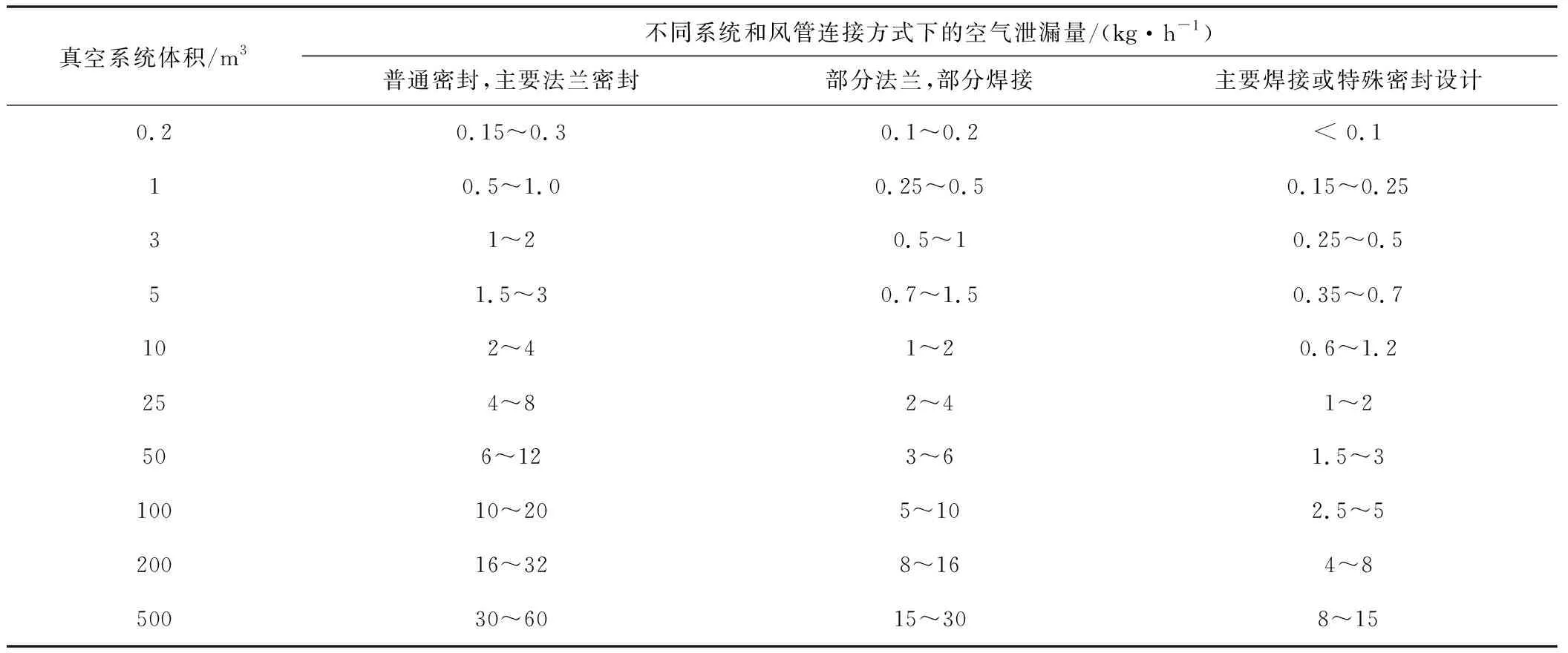
表4 进入真空系统和设备的空气泄漏的近似值
由于泄漏空气的确定涉及对真空系统的大量知识和判断,因此无法指望任何经验方法来产生准确和正确的值。大多数工程设计人员和制造商都使用这里介绍的方法之一,同时考虑真空系统的基本类型、维护情况、生产人员的操作技术水平和其他相关因素。因此,对于密封情况良好、高效运行的装置,空气泄漏率有时可能会降低到计算数据的0.5~0.75,而对于设备陈旧,运行、管理松散的装置,泄漏值可能会乘以2或3。真空系统的空气泄漏率会随着时间的推移而增加。当泄漏接近或超过系统容量时,就无法达到所需的真空度,必须进行维护。因此,在考虑空气泄漏率的安全系数时也同时选择了工厂的“维护级别”。工程上经常采用1.5~2倍的计算值作为系统的空气泄漏率。
1.2 工艺蒸汽量估算
工艺蒸汽是挥发性工艺有机物在不凝气中的饱和蒸汽。不凝气通常在工艺条件下会被工艺蒸汽所饱和,随着不凝气一起进入真空系统。
对于完全不互溶物系,各组分的饱和蒸汽压与单独存在时一样,汽相的总压等于各物料纯态饱和蒸汽压之和。
对于理想溶液混合物,各组分的汽相分压可以通过拉乌尔定律求得。一定温度下,混合溶液溶剂的蒸汽压等于纯溶剂的蒸汽压乘以溶液中溶剂的物质的量分数,即 :
(3)
式中:PA——组分分压,kPa;

xA——液体中组分物质的量分数,%。
以上简单物系的工艺蒸汽量可结合理想气体道尔顿分压定律估算[6]。

(4)
对于多种组分的混合物料,特别是偏离理想溶液的物料(例如含有部分相互溶解的组分,含大量可溶解气体的物料等),以上估算可能偏差较大。如果需要较为准确的工艺蒸汽含量,需要借助于模拟软件,如pro II,ASPEN等辅助计算。
我们需要尽量减少进入真空系统的可冷凝物,因为可冷凝物大部分是有价值的产品,如果进入真空系统,就会作为废物损失掉,也会增加空气或水中污染物的排放,同时会增加所需真空系统的能力,造成真空系统过大。最大限度减少可冷凝性物料排放的常用方法是进入真空系统前通过冷凝器尽量冷凝回收尽可能多的物料,减少不凝气中饱和有机蒸汽夹带。另外,由上式可以看出正确密封真空设备的重要性,即保持空气泄漏尽可能低,从而使其饱和的有机蒸汽量尽可能小,以减小真空泵的所需的抽吸流量。
1.3 其他不凝气体
工艺不凝气主要是工艺反应产生的不凝气、溶解在系统中的不凝气体、仪表的吹扫气体以及其他引入系统中的惰性气体等。
另外的不凝气还有,抽容器内一旦被抽空,暴露于真空下的各种材料构件的表面把原来在大气压下所吸收和吸附的气体解析出来而释放的部分气体;大气通过容器壁结构材料向真空室内渗透的部分气体。
一般而言,真空室内放气负荷仅在高真空区域和较高温度下才会有明显的影响,并且很难准确计算。一般化工装置中真空系统属于中低真空,而且温度不太高,因而在连续运转的情况下,常常可以忽略。在材料种类、温度和气体分压强确定时,渗透气流量也是个微小的定值。其他仪表吹扫气和溶解气体,一般很小,可以忽略。只有反应产生的不凝气和引入系统的惰性气体的量需要计入真空系统的气体负荷中,它们由工艺物料平衡确定。
2 真空系统初始抽气量
在装置开车时,在规定时间内将系统从大气压力降低至工作压力的过程称为“初始抽气”。因此抽气初期(粗真空和低真空阶段),系统内的压强较高,排气量较大,对于一个设计、加工制造良好的真空系统,漏气量是非常微小的,即使系统内有些微小的漏气和放气,影响也不大,可以忽略。真空系统的气体负荷主要是封闭空间中原有大气。抽气速率计算公式如下[6]:
(5)
式中:S——真空泵的抽气速率,m3/s;
V——真空系统的容积,一般指真空系统的所有贮罐、管道及中间设备占有的空间体积,m3;
P1——抽气开始时容器内的压强,kPa;
P2——抽气终了时容器内的压强,kPa;
t——将系统的压强从P1降低P2到所需的抽空时间,s。
大部分情况下,真空系统的总气体负荷由温度运行状态下的气体负荷决定,即Q总=QL+QV+QS。一般用稳态操作的气体负荷计算系统所需的初始抽气时间,如果结果令人满意或可以接受,真空系统就采用稳态操作时的总负荷作为真空系统的设计能力。但对于某些特殊情况(例如非常大的系统体积和极短的抽气时间),就必须决定是增加稳态真空系统的容量,还是安装额外的真空发生器来单独提供比较大的初始抽气量。
3 设计实例
以某项目甲苯精馏塔真空系统为例,按照上述过程对真空系统进行核算,确定配套的真空系统能力。
该真空系统由甲苯精馏塔、塔顶冷凝器、塔底再沸器、侧线进料预热器、连接的管道、阀门、仪表组成。塔顶压力为30 kPa,温度72.6 ℃,塔顶蒸汽流量为甲苯9 202.1 kg/h,水12.2 kg/h,氮气0.9 kg/h。塔顶冷凝器出口压力26.5 kPa,温度40 ℃。甲苯和水的相对分子质量分别为92和18 g/mol。40 ℃时,它们的饱和蒸汽压分别为7.828和7.336 kPa。
3.1 空气泄漏率确定
通过计算,确定需要抽真空系统的设备,管道的总的体积V约为26.3 m3(929 ft3),系统压力为26.5 kPa(199 mm Hg)。由上面四种方法分别计算空气泄漏率。
1)查图1,在系统体积为929 ft3,压力为199 mm Hg时,对应的空气泄漏率约为19 lb/h,8.62 kg/h。
2)压力199 mm Hg时,公式(1)中A取0.943 0,B取0.663 0,计算出的泄漏率为8.24 kg/h;公式(2)k取0.194,计算出的泄漏率为8.38 kg/h。
3)按照组件计算系统空气泄漏率,结果如表5所示。
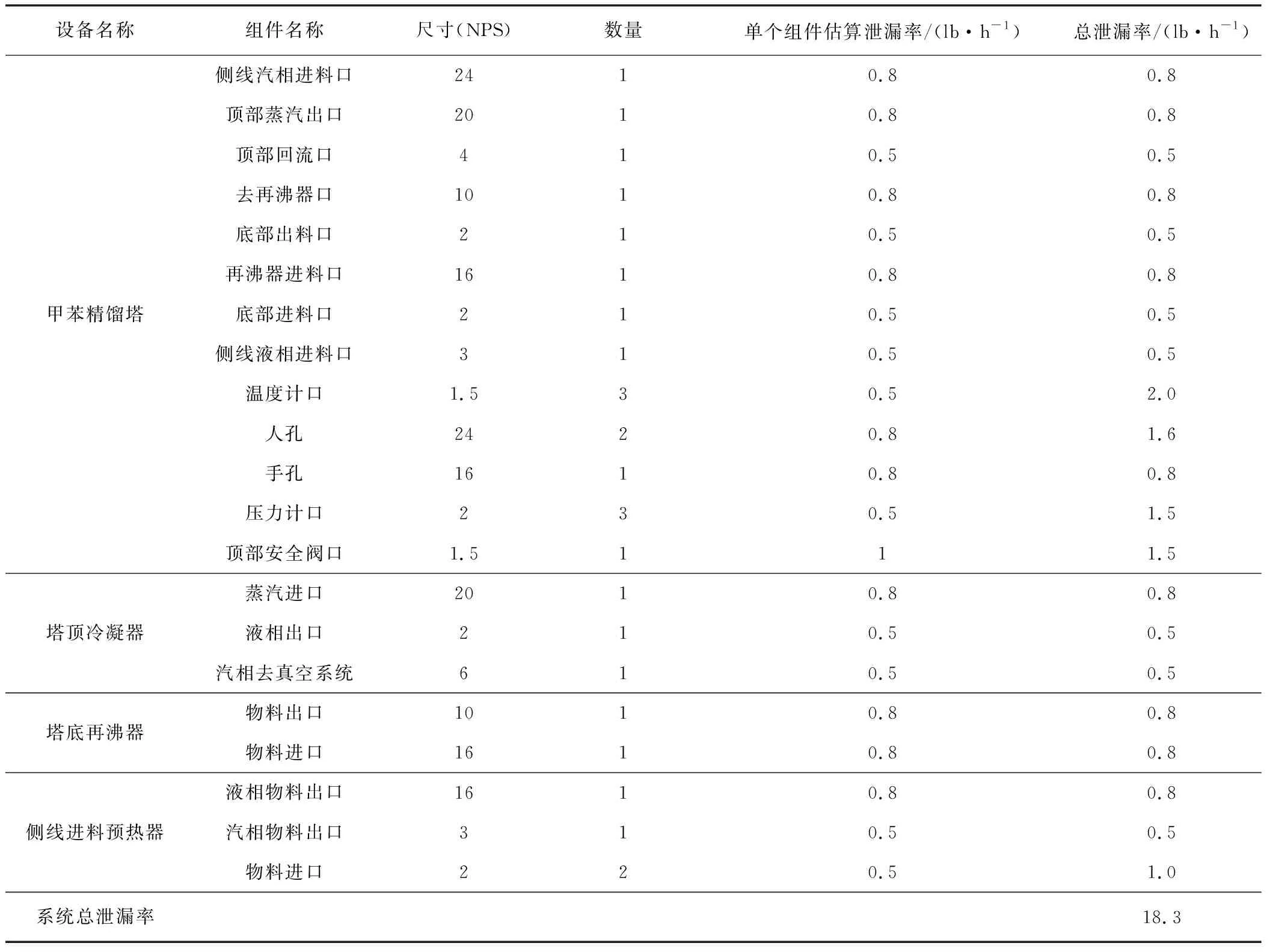
表5 甲苯精馏系统组件数量及空气泄漏率计算
4)根据GEA Wiegand经验表格,内插可得26.3 m3的真空系统的空气泄漏率范围为4.104~8.208 kg/h(表6)。
这几种方法计算出的空气泄漏率比较接近,最大的空气泄漏率为8.62 kg/h,考虑1.5倍安全系数,该系统空气泄漏率取值为12.93 kg/h。
3.2 进入真空泵总物料量确定
该系统中甲苯和水属于完全不互溶的二元物系,各自的汽相的分压等于它们在40 ℃时的饱和蒸汽压。真空系统总压力为26.5 kPa,减去40 ℃时甲苯和水的饱和蒸汽压,为不凝气的总的分压26.5-7.828-7.336=11.336 kPa。该真空系统的不凝气为塔系中原有的氮气和漏入系统的空气,分别为0.9,12.93 kg/h。由公式(3)和二者总压为11.336 kPa,可以得到P空气=10.574 kPa,P氮气=0.762 kPa。
把空气分压和质量流量代入公式(4),可得甲苯的质量流量m甲苯=(7.828×92)×12.93÷(10.574×29)=30.37 kg/h,水蒸汽的质量流量m水=(7.336×18)×12.93÷(10.574×29)=5.568 kg/h。该真空尾气总量为49.768 kg/h。
利用PRO II(图2)对塔顶尾气加入漏入空气量进行模拟计算,结果如表7所示。Vacuum vapor气体的各组成与利用公式计算出来的数据接近。考虑到液相溶解有微量气体,因而不凝气量及其带出的蒸汽量稍微小一些。
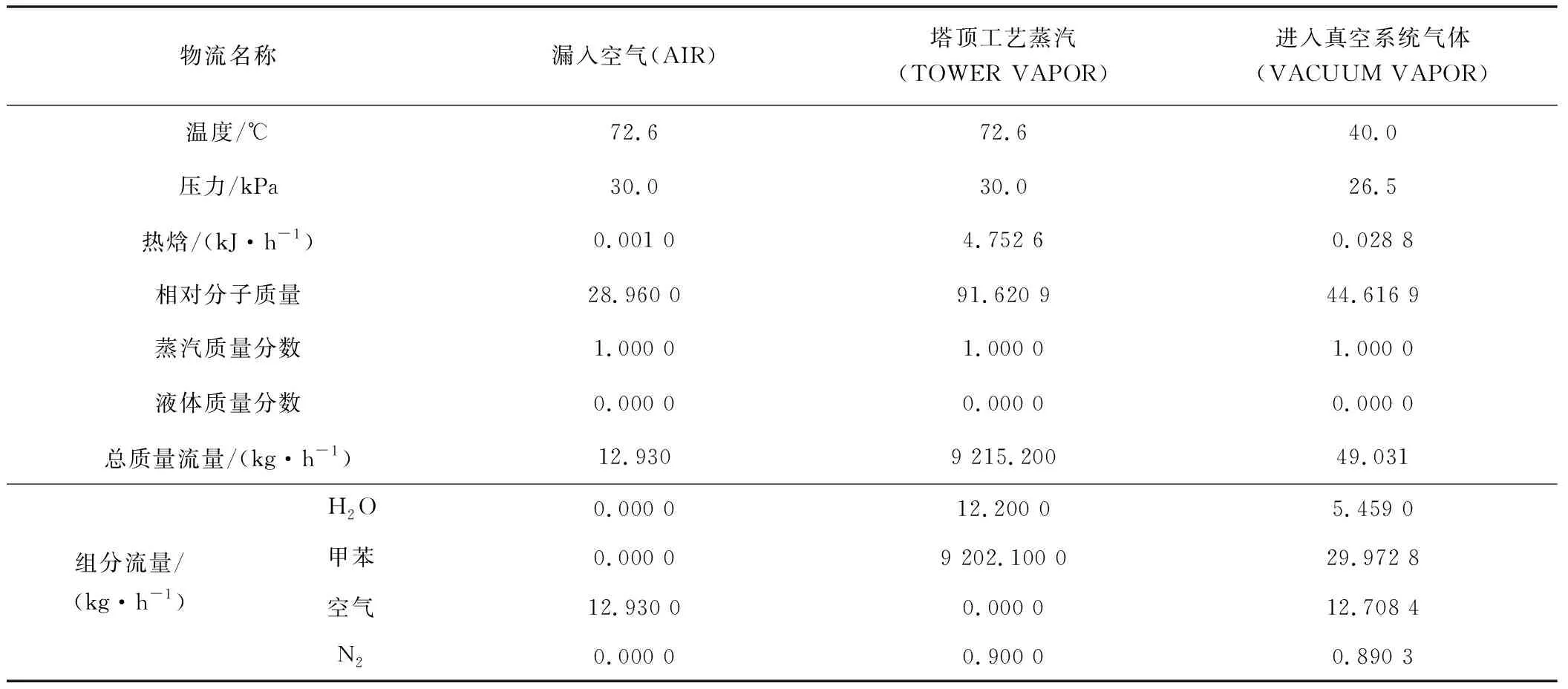
表7 冷凝器出口40 ℃时PRO II模拟数据
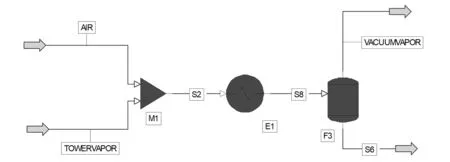
图2 真空系统PRO II模型
如果冷凝塔出口温度降到15 ℃时,甲苯和水的饱和蒸汽压分别为2.187和1.716 kPa。按照上述过程计算可得不凝气带出的饱和蒸汽量m甲苯=4.256 kg/h,m水= 0.653 kg/h,比40 ℃时有明显下降。表8模拟数据也显示这一趋势。
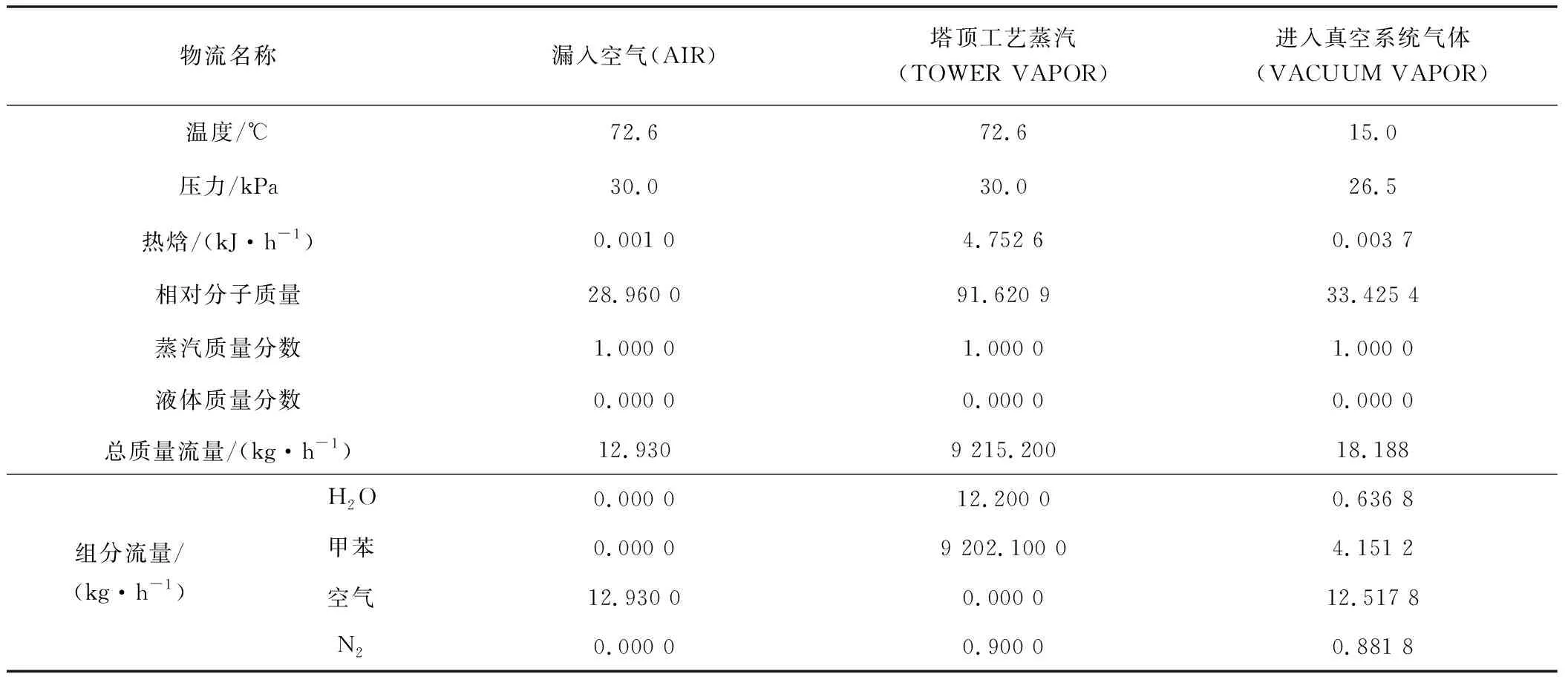
表8 冷凝器出口15 ℃时PRO II模拟数据
为了减小配套真空系统的负荷,除了减少空气漏入量之外,降低进入真空系统的气体温度,从而降低工艺物料的饱和蒸汽压,也能减少带入饱和蒸汽的量。
3.3 核算抽气时间
由以上尾气组成可以计算出40 ℃时真空尾气的平均密度为0.453 kg/m3,故S= 49.768÷0.453÷3 600 = 0.030 51 m3/s。代入公式(5),可得t=26.3×ln(101.325÷26.5)÷0.030 51=1 156.1 s ≈19.3 min。对于装置开车初始抽气,这个抽气时间合理。可以用上述49.768 kg/h,即入口体积流量110 m3/h作为该真空系统需要的设计负荷。
4 结论
化工装置真空系统中,空气泄漏率很难准确测量。本文介绍了工艺设计中常用的四种估算方法。根据已知真空系统不同的条件,可以选择其中一种或几种估算后,综合考虑设备密封情况和工厂运行管理状况,取1.5~2.0的安全系数。
空气泄漏率及进入真空系统的工艺物料量的确定是确定真空系统设计负荷的基础,结合真空系统初始抽气时间要求,最终确定真空系统的设计负荷。进入真空系统的工艺蒸汽的量取决于系统中原有不凝气及漏入系统的空气的带出的饱和蒸汽的多少。减少工艺蒸汽夹带量一是减少漏入真空系统的空气量,二是降低进入真空系统的工艺气体的温度。这些措施可以缩小所需真空系统尺寸、节省投资、节省公用工程消耗,同时也降低污染物排放量,减少有价值的产品浪费。
