TA15钛合金相变温度与锻造温度符合性确认
2024-04-29陈红芳冯刚杨孝荣
陈红芳, 冯刚, 杨孝荣
(1.贵州安大航空锻造有限责任公司, 贵州 安顺 561005;2.空军装备部驻安顺地区军事代表室, 贵州 安顺 561008)
0 引 言
钛合金的导热率低,随着温度的提高,其导热率相应提高,且与空气发生反应越强烈,因此钛合金加热采用到温装炉的方式进行。钛合金在(α+β)区变形时,片层组织向等轴组织转变是一个多阶段的复杂过程,包含了滑移变形、孪晶化、动态多边形化和动态再结晶、α相和β相的球化及粗化过程等,这些过程可以单独或同时进行并相互制约。在钛合金锻件制坯时,(α+β)区变形温度一般选择在Tβ以下30~70 ℃[1-2]。为了保证钛合金加热温度低于其相变温度,每炉钛合金均须进行相变点测试,而锻造加热温度需根据相变点进行确定。一方面,不同炉次的钛合金原材料,其相变点各不相同,加热时须采用不同的加热炉或生产完成同一炉号的钛合金锻件后调整炉温,再进行不同炉次的钛合金锻件生产,锻造加热时必然单独占用加热设备,严重占有生产资源及影响生产进度;另一方面,相变点的测试时间周期较长,导致钛合金锻件生产等待时间过长,影响生产进度。
随着客户对锻件准时交付率考核比例的加大以及行业内锻造企业竞争力逐步加剧,在保证锻件质量的基础上,固定钛合金两相区(α+β)锻造加热温度,一方面可以加快钛合金锻件生产进度,提高锻件准时交付率,为企业抢占钛合金锻件市场份额打下一定的基础;另一方面,分散了设备产能紧张的压力,为其他锻件的生产提供设备保证。
现通过对比传统钛合金两相区(α+β)[3]确定的锻造加热温度与固化的锻造加热温度生产的锻件综合性能,以验证固化的两相钛合金TA15锻造加热温度是否可行。
1 思路和方案
1.1 数据统计和分析
统计近几年来采购的TA15棒料相变点检验数据(材料厂家及企业数据),并分析其相变点测试结果(95%置信区间以及相变点变化趋势)。其中,材料厂家相变点及企业相变点变化趋势曲线如图1所示,相变点均值及其相变点差值(最大∕最小)如表1所示、相变点95%置信区间如表2所示。

表1 TA15棒料均值及其相变点差值 ℃

表2 TA15棒料相变点95%置信区间 ℃
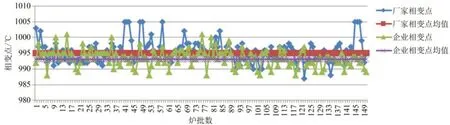
图1 TA15棒料相变点分布趋势
由图1可以看出,材料厂家相变点均值(995 ℃)较企业相变点(993 ℃)均值总体偏高。由表1可知,材料厂家相变点与企业相变点绝对差值最大为13 ℃,最小为0,两厂相变点均值为994 ℃。由表2可知,TA15钛合金棒料相变点分布有效区间在992~996 ℃,且具有符合性、一致性。
1.2 相变温度与锻造温度工艺验证
根据上述相变点数据统计分析及相变点95%置信区间分析结果(TA15钛合金棒料相变点有效区间为992~996 ℃),并结合锻件两相区(α+β)钛合金锻造加热温度的选取原则(选取相变点以下30~50 ℃为锻造加热温度)及锻件生产实际,确定TA15钛合金锻件生产时两相区(α+β)锻造加热温度范围为(955±5) ℃。
1.3 锻件验证
在保证锻件生产变形量等基本一致的情况下,结合TA15钛合金锻件生产实际,验证传统TA15钛合金锻件生产工艺的锻件(两相区(α+β)锻造加热温度为相变点以下30~50 ℃)与对应的固化锻造加热温度(955 ℃)生产的锻件力学性能及金相组织检验结果的一致性及差异性,以验证固化的锻造温度是否可行。选择自由锻工艺和模锻工艺进行验证,具体验证批次情况如表3所示。

表3 验证批次情况
选取典型锻件的自由锻及模锻工艺,同炉相变点以下40 ℃及固化的锻造加热温度下生产锻件的力学性能及金相组织检验结果;如表4、表5所示,与传统两相区(α+β)锻造加热温度相比,固化锻造加热温度生产的锻件力学性能及金相组织水平与其相当,且满足相关标准要求。

表4 模锻工艺验证结果

表5 自由锻工艺验证检验结果
由表4和表5可以看出,自由锻工艺与模锻工艺验证的锻件综合性能相当,即固化锻造加热温度生产的TA15锻件力学性能及金相组织均满足验收标准要求,与传统TA15钛合金确定两相区(α+β)锻造加热温度生产锻件的力学性能及金相组织水平相当,且质量稳定性及一致性较好,故固化锻造加热温度切实可行。
2 取得效果
分别对TA15钛合金传统两相区(α+β)锻造加热温度与固化的锻造加热温度进行生产验证,即采用自由锻及模锻工艺验证,将两相区(α+β)锻造加热温度固化为(955±5) ℃,生产的TA15钛合金锻件的形状、尺寸、力学性能、高低倍组织等均达到了规定的技术要求。因此固化锻造加热温度可有效缩短锻件生产周期,为锻件生产交付提供时间保证,同时也为原材料平行投产提供了数据支撑;此外,不同炉次锻件可采用同一加热炉加热,在一定程度释放了加热设备资源,解决了部分生产瓶颈。
3 结束语
通过对TA15钛合金相变温度与锻造温度工艺效果验证,将锻造加热温度固化为(955±5) ℃生产的TA15钛合金锻件,其形状、尺寸、力学性能及高低倍组织等均满足相关标准要求,且批次间质量稳定性及一致性较好,具有符合性、可靠性和合理性。这在保证锻件成形质量的基础上,为企业降本增效、释放理化及锻造资源、加快生产进度提供保障。