织物装饰木塑板的制备工艺及性能
2024-04-25周雪莲郝硕单伟东王伟宏房轶群刘天
周雪莲, 郝硕, 单伟东, 王伟宏 , 房轶群, 刘天
( 东北林业大学 生物质材料科学与技术教育部重点实验室,哈尔滨 150040 )
木塑复合材料(Wood plastic composites,WPC)是一种由木质纤维原料(木粉、竹粉、农作物秸秆等) 与聚合物复合而成的绿色环保型复合材料[1-3],大多采用回收的聚烯烃类聚合物为基体。WPC 具有优良的综合性能[4-5],是生物质材料和“白色污染”资源化高效利用的重要途径,在许多应用领域中可以替代木质产品和塑料而被广泛使用[6-7]。例如,WPC 在室内外地板[8-9]、托盘[10]、建筑隔板及装饰板[11-12]、汽车工业及日常生活中的许多领域都受到了青睐[13-17]。但与纯木材相比,WPC 木质感较差,需要通过涂饰、贴面等手段增加其美观性,并确保木塑复合材料具有稳定的力学性能。
由于WPC 加工工艺特殊,材料表面总会富集一层薄薄的塑料[18],大多会呈现非极性(尤其是聚烯烃类聚合物,结晶度高,表面能较低),导致复合材料的表面光滑、润湿性差[19-20]。它与极性材料、无机填料或金属的相容性较差,难以进行粘接、印刷、染色等加工[21]。除进行表面改性提高粘接性能以外[18],利用木塑复合材料表面的热塑性塑料层做粘接物质也能起到一定的胶合作用[20]。塑料受热熔化,在压力作用下渗入到装饰物的孔隙,如木质单板的管孔、织物纱线之间的缝隙,达到一定的粘接作用。
家居用装饰材料主要包括装饰纸、涂料、聚氯乙烯(PVC)膜、装饰单板、聚丙烯(PP)膜及金属箔、皮革、装饰织物等[22]。其中织物类装饰材料品种繁多,可以印染或织成各种图案,以适应不同环境的需要。装饰织物对木塑复合材料来说具有一定优势,木塑复合材料表面的热塑性塑料层受热熔融后,在压力作用下可以渗入织物纤维间,代替胶粘剂达到粘接作用。例如,刘一楠[23]将木粉/高密度聚乙烯(HDPE)复合材料表面聚集的HDPE 层作为粘接介质,在其上铺放织物进行贴面,研究结果显示,热压温度和基材中塑料含量越高,织物贴面板材的表面胶合强度越高,胶层耐水性越好。但研究也发现,贴面温度高对表面装饰材料造成热降解破坏。
利用织物装饰木塑复合材料操作方便、清洁、色彩丰富、装饰效果多样。基于目前存在的工艺问题,本研究开发了一种新型的聚烯烃类木塑复合材料的贴面装饰工艺,重点探究实施效果和作用机制。选用HDPE、低密度聚乙烯(LDPE)和聚乳酸(PLA) 3 种透明性较好的塑料显现装饰织物的美丽花纹。将塑料颗粒铺放在装饰织物的外面,加热使其熔融、渗入装饰材料;同时,加热使木塑表面的基质软化,与渗透下来的聚烯烃相熔合,冷却后将饰面层材料与木塑基材粘接到一起。新方法缩短了装饰材料处于高温阶段的时间,极大减小了热解破坏风险。此外,硬固的透明聚合物对装饰面层还能起到保护作用,提高木塑复合材料装饰效果。研究结果对促进WPC 在室内装饰领域的应用,进而带动回收塑料的有效利用具有重要意义。
1 实验材料及方法
1.1 原材料
木粉/高密度聚乙烯(WF/HDPE) 复合板材由实验室自制,杨木粉(177~280 µm)与HDPE 的质量比分别为6∶4、7∶3 和8∶2,偶联剂添加比例为木粉和HDPE 总质量的4%。板材宽度为250 mm,厚度为6 mm。
贴面所用装饰织物从当地布料市场购买,为带有花纹的棉麻纺织物,棉和麻的混纺比例为1∶1,厚度为0.48 mm。
铺放在装饰表层的聚合物种类包括:
HDPE (型号5000S),密度为0.943 g/cm3,熔融指数为0.8~1.1 g/10 min,购于大庆石油化工总厂;
LDPE 熔点为115℃,密度为0.917 g/cm3,中国石化吉林石化有限公司提供;
聚乳酸(PLA),熔点为176℃,密度为1.25~1.28 g/cm3,购于上海麦克林生化科技有限公司;
聚甲基丙烯酸甲酯(PMMA),熔点为150℃,密度为1.15~1.19 g/cm3。购于上海麦克林生化科技有限公司。
1.2 聚合物置于表层的织物贴面WF/HDPE 复合材料制备
将装饰织物剪裁成250 mm × 200 mm 的尺寸,放入50℃的干燥箱(DHG-9140A,上海一恒科学仪器有限公司)内干燥2 h。
称量热塑性聚合物(HDPE、LDPE、PLA)粉末,单面用量为0.04 g/cm2。
在铁垫板上放置一张脱模纸,将热塑性聚合物粉末均匀地撒在上面,再将干燥后的织物轻轻地覆盖在粉末上面(花纹朝下),之后放置木塑基材,然后再依次铺放织物(花纹朝上)、热塑性聚合物粉末、脱模纸。将形成的“热塑性聚合物-织物-木塑基材-织物-热塑性聚合物”板坯连同脱模纸一起放入热压机(BL-6170-B-50 T,宝轮精密检测仪器有限公司),按表1 的压制条件进行热压。由于PLA 的熔点较高,需要将其在180℃的红外加热箱(GZJ-20,镇江博美红外科技有限公司)内预热3 min,再制备坯料,然后热压。

表1 织物贴面木粉/高密度聚乙烯(WF/HDPE)复合材料的压制条件Table 1 Pressing conditions of fabric decorated wood flour/high-density polyethylene (WF/HDPE) composites
保压并逐渐冷却至25℃;取出织物贴面WF/HDPE 复合板,在室温条件下静置、备用。制备流程如图1 所示。

图1 聚合物置于织物表面的贴面WF/HDPE 复合材料的制备过程示意图Fig.1 Schematic diagram of decorating WF/HDPE composites wit fabric
采用正交实验设计探讨热压温度、基材木塑比和表层热塑性聚合物种类对贴面效果的影响。表2 列出因素及其水平,表3 列出了这些因素的正交组合作为热压工艺方案。

表2 因素和水平表Table 2 Table of factors and levels
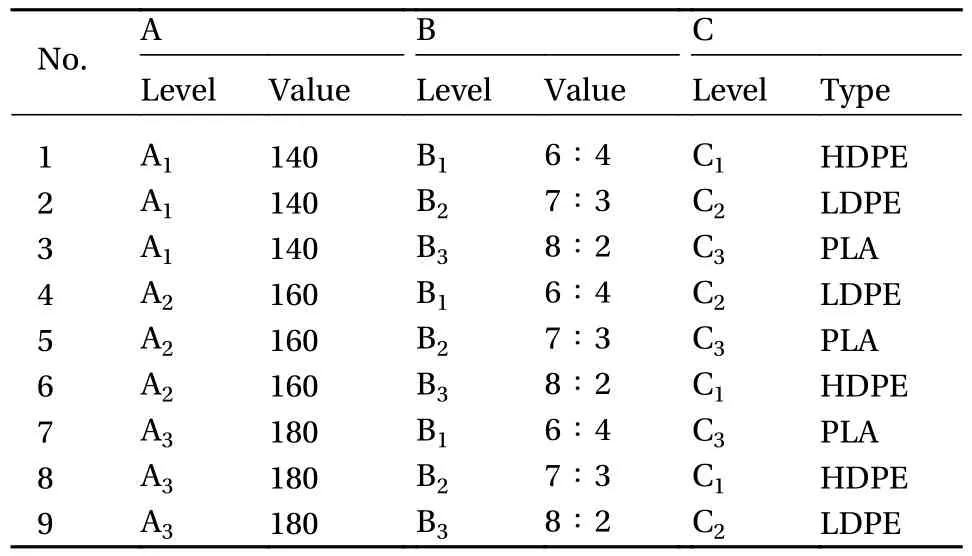
表3 织物贴面WF/HDPE 复合材料热压工艺方案Table 3 Schemes of hot-pressing process of fabric decorated WF/HDPE composites
1.3 以PMMA 为表层聚合物时贴面木塑的制备
放置在表层的聚合物需要具备两个特征:透明度和热塑性。为了考察该方法是否具备更广泛的适应性,选用PMMA 这一高透明度的热塑性聚合物,在热压温度为160℃的条件下,按照图1所示过程制备贴面WF/HDPE 复合材料,探索PMMA 在贴面木塑材料的力学增强和装饰效果的可行性。
1.4 性能测试与分析
1.4.1 表面胶合强度测试方法
参照《人造板及饰面人造板理化性能试验方法》(GB/T 17651-2013)[24]标准中4.15 方法1,使用微机控制电子万能力学试验机(CMT5504,美特斯工业系统(中国)有限公司)测试表面胶合强度。将样品锯切成50 mm×50 mm 大小的试件,在试件表面加工出环形槽,圆面积约为1 000 mm2。因试件厚度小于10 mm,将厚度为10 mm、边长为50 mm 的正方形钢板粘接在时间背面,以起增强作用。试件结构如图2 所示。分离装饰材料和基材WF/HDPE 复合材料的加载速度为2.0 mm/min。
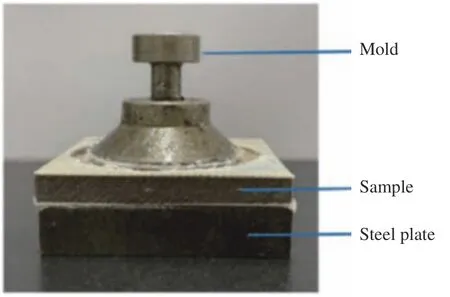
图2 表面胶合强度试件结构Fig.2 Structure of surface bonding strength specimen
1.4.2 浸渍剥离性能
结合层耐水性采用《人造板及饰面人造板理化性能试验方法》(GB/T 17657-2013 )[24]中的II类方法进行测试。将贴面板材锯切成规格为75 mm×75 mm 的试件,然后浸没在温度为(63±3)℃的热水中。恒温浸泡3 h 后取出,再放入温度为(63±3)℃的干燥箱中干燥3 h。测量试件各边分层部分的长度,并累计相加。通常每侧的分层长度应满足《装饰单板贴面人造板》(GB/T 15104-2021)[25]的要求,不超过25 mm。
1.4.3 微观结构观察(SEM)
对样品进行喷金处理,使用场发射扫描电子显微镜(ZEISS Gemini SEM 300,德国卡尔·蔡司股份公司)观察热压前后装饰织物表面纤维及其编织形态,加速电压为3 kV。
1.4.4 傅里叶红外光谱(FTIR)测试
红外光谱是用傅里叶红外光谱仪(Tensor II,德国Bruker 公司)获得的。波数范围和分辨率分别为4 000~400 cm-1和2 cm-1。分别从木塑基材表面(空白木塑)、织物表面(空白织物)、织物从木塑基材剥离后二者的剥离界面(织物表面和木塑表面) 剪取固体试样用于扫描测试;ATR 模式测试,试件规格为5 mm×5 mm。
1.4.5 织物贴面WF/HDPE 复合材料弯曲性能测试
按照标准《塑料 弯曲性能的测定》(GB/T 9341-2008)[26]测试织物贴面WF/HDPE 复合材料的弯曲性能,加载方式为三点弯曲,跨距为96 mm (试件厚度的16 倍),加载速度为2.00 mm/min。每组测试至少5 个试件,尺寸为120 mm×15 mm×6 mm。
1.4.6 织物热压前后颜色的变化
使用手持分光测色仪(TS6700,深圳市三恩时科技有限公司)测试热压前后装饰织物表面的颜色,按照GB/T 7921-2008[27]颜色测试评价方法中公式计算色差ΔE*:
式中:L*、a*、b*值分别代表颜色的亮度、红绿色度、黄蓝色度。L*值越小,则表示颜色亮度越低,颜色越深。a*>0 时,表示颜色为红色系,且a*值越大表示颜色越红。当a*<0 时,则表示颜色属绿色系。b*>0 为黄色系,b*<0 为蓝色系。采用包括镜面反射分量的方法进行检测,测量区域8 mm2,光源设定为D65,光源视角为10°。
2 结果与讨论
2.1 织物贴面WF/HDPE 复合材料表面胶合强度及浸渍剥离性能
织物贴面 WF/HDPE 复合材料的表面胶合强度和浸渍剥离长度测试结果如表4 所示,各组织物贴面WF/HDPE 复合板的表面胶合强度都大于1.60 MPa,最大值可以达到4.57 MPa。织物与木塑基材的界面结合破坏情况有两种,一种是织物与木塑基材分离(图3(a)),在木塑基材的表面留下织物纹理的印迹,并有少量的织物纤维存留,说明木塑基材表面的HDPE 软化后嵌入织物的孔隙中。另一种情况是试件与测试模具分离,织物仍粘附在木塑基材表面(图3(b)),说明织物与木塑基材有极强的粘接强度,甚至可能高于仪器显示的测试值。当热压温度为140℃、WF∶HDPE质量比为8∶2、PLA 为表层热塑性聚合物时,由于热压温度较低、木塑基材的HDPE 含量少,导致基材表面熔体过于稀薄,因此表面胶合强度差,测试后织物与木塑基材分离。当热压温度达到160℃、180℃时,织物与木塑基材的粘接效果显著提高,且基材中HDPE 的含量越高与织物的粘接效果越好。

图3 测试后表面接合情况:(a) 织物与木塑基材分离;(b) 织物与木塑基材未分离Fig.3 Surface jointing after testing: (a) Fabric separated from wood plastic substrate; (b) Fabric is not separated from the wood plastic substrate

表4 织物贴面WF/HDPE 复合材料的表面胶合强度和浸渍剥离长度测试结果Table 4 Surface bonding strength and impregnation/stripping length of fabric decorated WF/HDPE composites
棉麻织物的纤维表面具有丰富的羟基,吸水性较强,在浸渍-烘干过程中容易发生干缩湿胀,理论上会破坏织物与基质的胶合效果。但在本研究中贴面板均未发生界面浸渍剥离现象,说明表层热塑性聚合物与木塑基材中的HDPE 和织物形成紧密接合,遮盖了一部分羟基,有效地降低了纤维的吸水性。此外,较高的粘接强度也抑制了织物的伸缩变形,使界面表现出良好的胶合性能。
由直观分析可知(表5),在3 个因素中热压温度对贴面板的表面胶合强度影响最大,其次为基材木塑比。随着热压温度升高表面胶合强度增大,较好的组合是第7 组试验,即热压温度为180℃、木塑比为6∶4、热塑性聚合物为PLA。但方差分析表明,在给定显著性水平α=0.05 水平下3 种因素的影响均不显著(表6)。3 种聚合物在熔融以后都可以与聚乙烯基木塑基材表面形成较高强度的粘附力,证明该方法既有较普适的可能性。

表5 织物贴面WF/HDPE 复合材料表面胶合强度极差分析Table 5 Surface gluing strength extreme difference analysis of fabric decorated WF/HDPE composites

表6 贴面WF/HDPE 复合材料表面胶合强度方差分析Table 6 Analysis of variance for surface gluing strength of decorated WF/HDPE composites
2.2 热塑性聚合物、织物与木塑基材的界面结合机制
将棉麻织物从胶合界面处分离,利用红外光谱(FTIR)分别对分离面进行测试(记为织物表面、木塑表面),并与原始棉麻织物和木塑基材的表面(记为空白织物、空白木塑)进行对比,如图4所示。棉纤维的主要成分为纤维素(88wt%~96.5wt%),同时还含有少量的非纤维素成分,如胶质、蜡质和无机物[20]。这些非纤维素成分大多集中在棉纤维的最外层,通过FTIR 检测到了C-C (蜡质)和C-O (果胶)基团。图4(a)中3 200~3 500 cm-1处的明显的特征峰对应织物中纤维素的-OH 基团,1 728 cm-1处的特征峰与果胶中的羧酸中含有的C-O 基团的拉伸振动峰相对应[28],在1 032 cm-1附近的吸收峰是由于C-O 基团的拉伸振动[29]。与空白木塑相比较,经过贴面加工程序的木塑表面在以上几个位置的峰值均发生变化,说明棉麻织物与木塑基材分离后仍有部分纤维留在了木塑表面,证明在热压作用下棉麻织物与木塑基材形成良好的胶合效果。如图4(b)、图4(c)所示,在2 846~2 913 cm-1附近的特征峰对应-CH 基团[30],来自于木塑基材表面存在HDPE。该特征在空白木塑中较明显。但从织物分离的木塑基材表面其-CH 基团特征峰峰值明显降低,出现-OH 特征峰,表明遗留的织物遮盖了HDPE;同时,在棉麻织物上出现了-CH 基团的特征峰,说明有HDPE 粘附在纤维上。图4(c)说明木塑表面的HDPE 熔融后渗入到棉麻织物的孔隙中。图5 显示了织物与WF/HDPE 基材分离后的表面状况,织物在基材表面留下清晰印迹,并有残留的棉麻织物纤维,这同样证明基材与织物间的的良好结合。
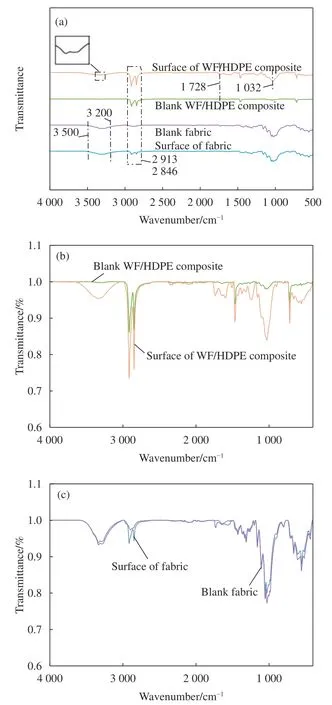
图4 贴面前后WF/HDPE 复合材料与织物的FTIR 图谱Fig.4 FTIR spectra of WF/HDPE composites and fabrics before and after decoration
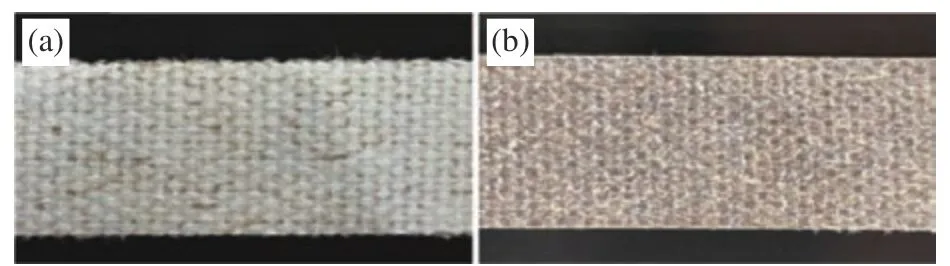
图5 织物与WF/HDPE 基材的胶合界面分离后的现象:(a) 与基材分离的织物;(b) 织物剥离后在木塑基材(WPC)表面留下的印迹Fig.5 Fabrics and WF/HDPE substrates after the separation of the gluing interface: (a) Separated from the wood plastic composites (WPC)fabric; (b) Tear off the fabric on the surface of the WPC left marks
棉麻纤维与HDPE、LDPE、PLA 的兼容性均很差,在贴面过程中它们之间基本不发生化学反应。纤维与表层热塑性聚合物的粘附力主要为熔融态的聚合物对纤维间孔隙的渗入作用(图6(a))。纤维与WF/HDPE 复合板表面的HDPE 之间的粘附力主要取决于HDPE 对纤维的锚定作用(图6(b))。当纤维足够深地埋入到木塑基材的表面时,会形成强大的表面胶合强度,这需要基材表面的HDPE 熔融或软化程度足够好。对纤维进行包埋并与透过织物渗透进来的聚合物熔体熔合,其作用机制如图7 所示。
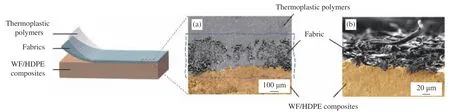
图6 贴面板横截面的扫描电子显微镜观察图:(a) 贴面WF/HDPE 复合材料的截面;(b) 表面胶合强度测试后织物纤维埋入木塑基材Fig.6 Microscopic morphology of the cross section of the panel: (a) Cross-section of the decorated WF/HDPE composite; (b) Extent of fabric fiber burial into the wood-plastic substrate after surface gluing strength test
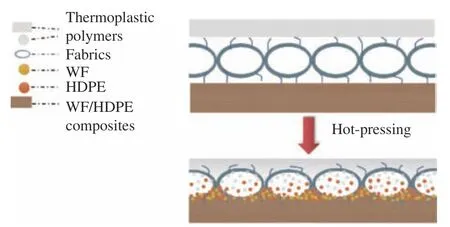
图7 界面粘合机制示意图Fig.7 Schematic diagram of the interfacial bonding mechanism
图8 为不同热压温度下的纯织物表面形态。棉麻织物的纤维较粗,纤维间缝隙较大,排列不是很规整且表面粗糙,有细小纤维毛刺凸起(图8(a))。因而,表层热塑性聚合物和基材中的HDPE 熔化后都可以较好地渗透到织物的深层,形成紧密的结合,凸起的细小纤维也能够埋入表层热塑性聚合物。热压温度越高,织物表面就被压的越平整(图8(b)、图8(c)),但纤维之间仍然会存留一定的空隙。此外,棉麻纤维表面有丰富的羟基,在热压条件下形成氢键结合,这也是纤维之间结合紧密不松散的原因之一。
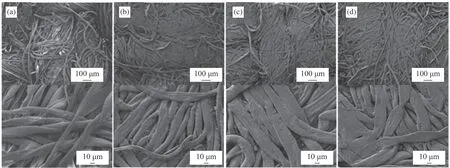
图8 不同热压温度下的纯织物表面形态:(a) 未热压;(b) 140℃;(c) 160℃;(d) 180℃Fig.8 Surface morphologies of fabric at different hot-pressing temperatures: (a) Without hot-pressing; (b) 140℃; (c) 160℃; (d) 180℃
2.3 织物贴面WF/HDPE 复合材料的弯曲性能
弯曲性能测试结果如表7 所示,织物贴面WF/HDPE 复合材料的弯曲性能均高于未贴面的基材,弯曲强度最大值达到82.19 MPa。在相同热压温度下,当HDPE、LDPE 作为表层热塑性聚合物时,测试后的织物纤维均出现断裂现象(图9(a))。这可能是由于HDPE、LDPE 的拉伸变形较大,与织物同步变形,因此二者会随着木塑基材达到抗弯强度极限同时出现断裂。当表层热塑性聚合物为PLA 时复合材料的弯曲强度最高,测试后贴面织物纤维仍完整,未出现断裂现象(图9(b))。原因可能是PLA 断裂伸长率较小,先于织物发生破坏。
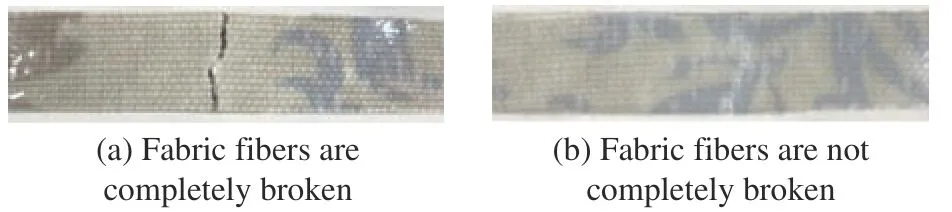
图9 测试后织物与木塑复合材料的断裂情况Fig.9 Fracture of fabric and WF/HDPE composites after testing
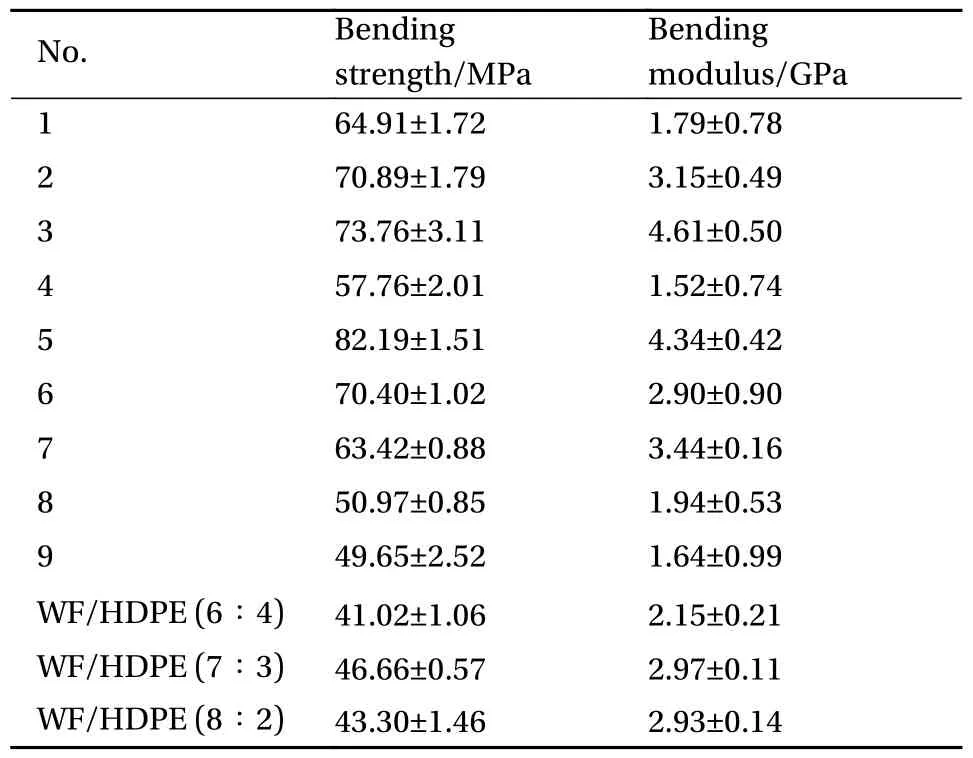
表7 织物贴面和未贴面WF/HDPE 复合材料弯曲性能Table 7 Bending strength of decorated and undecorated WF/HDPE composites
极差分析如表8 所示,影响织物贴面木塑复合板弯曲强度主次因素顺序为热压温度>表层热塑性聚合物>基材木塑比。方差分析如表9 所示,在α=0.05 水平下热压温度呈显著性影响,其他两类因素尚不明显。针对棉麻织物贴面WF/HDPE复合板的弯曲强度而言,最优热压温度为160℃。

表8 织物贴面WF/HDPE 复合材料弯曲强度极差分析Table 8 Bending strength extreme difference analysis of decorated WF/HDPE composites

表9 织物贴面WF/HDPE 复合材料弯曲强度方差分析Table 9 Analysis of variance for flexural strength of fabric decorated WF/HDPE composites
尽管180℃的热压条件使织物贴面WF/HDPE复合板拥有最大表面胶合强度和良好的耐水性,但对织物装饰效果有显著的不利影响。在160℃条件下织物表面颜色变化减小,表面胶合强度能够承受63℃的水浸渍处理,且抗弯性能最佳。热压温度为140℃时,表面胶合强度较低,但也能通过浸渍剥离试验。因此,综合考虑表面胶合强度、浸渍剥离性能、弯曲强度和颜色变化数据,应根据织物性能、贴面板质量需求,在140~160℃范围内适当调整贴面温度,以获得牢固而美观的装饰效果。
2.4 织物热压后的颜色及明度变化
与未经热压的装饰织物相比,随着热压温度的升高装饰织物的表面颜色变异逐渐增大,见表10。热压温度为140℃、160℃时,试件颜色参数的变化均较小,肉眼观察不明显。当热压温度升高至180℃时,织物明度值L*明显下降,黄蓝色度值b*明显增加,红绿色度值a*变化较小,总色差ΔE*急剧增大。这是由于织物中棉纤维的耐热温度较低,热压温度过高会引起轻微降解,使织物表面变暗、颜色变黄。

表10 热压温度对织物颜色变化影响Table 10 Effect of hot-pressing temperature on fabric color change
2.5 以PMMA 作为表层聚合物的贴面板性能
基于以上研究结果,以透明度较好的PMMA作为表层聚合物,在160℃下对WF/HDPE 复合材料进行织物贴面。PMMA 的熔点接近160℃,在热压过程中逐渐熔融,贴面后织物颜色没有明显变化而且亮度有所提高,如图10 所示。贴面材表面均平整光滑,无鼓泡、凹凸现象出现。经测试,贴面板的表面胶合强度达到2.50 MPa (木塑比为6∶4)和2.13 MPa (木塑比为7∶3),且无浸渍剥离现象,贴面效果良好(表11)。PMMA 织物贴面木塑材的弯曲强度随基材中木粉含量的增多而增大,与未贴面木塑基材弯曲强度的变化一致。两种织物贴面复合材料的弯曲强度分别提高了27.45%(木塑比为6∶4)和44.83% (木塑比为7∶3)。

图10 聚甲基丙烯酸甲酯(PMMA)为表层聚合物时织物贴面WF/HDPE复合材料的外观形貌Fig.10 Appearance of fabric decorated WF/HDPE composites when polymethyl methacrylate (PMMA) is the surface layer polymer

表11 贴面前后WF/HDPE 复合材料界面胶合性能和弯曲性能的测试结果Table 11 Test results of interfacial bonding and flexural properties of WF/HDPE composites before and after decoration
3 结 论
开发了“热塑性聚合物-织物-木塑基材-织物-热塑性聚合物”结构的织物贴面木塑复合材料,通过测试织物颜色、表面胶合强度、抗弯强度、表面化学成分和结合界面的微观结构,探讨了热压温度、基材木塑比及表层热塑性聚合物种类3种因素对木粉/高密度聚乙烯(WF/HDPE) 复合基材贴面效果的影响,分析新型贴面方法的结合机制。具体相关结论如下:
(1) 表层热塑性聚合物能够较快地熔融、渗透进入织物,并与基材牢固结合,不用额外涂布胶粘剂。表层热塑性聚合物对织物起到了更好的保护作用,延长使用寿命;
(2) 热压温度是获得良好表面装饰效果与胶合强度的主要影响因素,并对抗弯强度有显著影响。合适的热压温度为160℃;
(3) 棉麻织物疏松易渗透,热压后纤维被压成扁平形态,选用140~160℃的热压贴面温度,表面颜色变化极其轻微;
(4) 木塑基材、棉麻织物和表层热塑性聚合物依靠棉麻纤维的埋入作用得到很高的表面胶合强度和良好的耐水性;贴面WF/HDPE 复合材料的弯曲强度高于未贴面。
