Environmental,economic and exergy analysis of separation of ternary azeotrope by variable pressure extractive distillation based on multi-objective optimization
2024-04-22PeizheCuiJiafuXingChenLiMengjinZhouJifuZhangYasenDaiLimeiZhongYinglongWang
Peizhe Cui,Jiafu Xing,Chen Li,Mengjin Zhou,Jifu Zhang,Yasen Dai,Limei Zhong,Yinglong Wang
College of Chemical Engineering,Qingdao University of Science and Technology,Qingdao 266042,China
Keywords: Extractive distillation Optimization Mixtures Separation
ABSTRACT In this work,the ternary azeotrope of tert-butyl alcohol/ethyl acetate/water is separated by extractive distillation(ED)to recover the available constituents and protect the environment.Based on the conductor like shielding model and relative volatility method,ethylene glycol was selected as the extractant in the separation process.In addition,in view of the characteristic that the relative volatility between components changes with pressure,the multi-objective optimization method based on nondominated sorting genetic algorithm II optimizes the pressure and the amount of solvent cooperatively to avoid falling into the optimal local solution.Based on the optimal process parameters,the proposed heat-integrated process can reduce the gas emissions by 29.30%.The heat-integrated ED,further coupled with the pervaporation process,can reduce gas emission by 42.36% and has the highest exergy efficiency of 47.56%.In addition,based on the heat-integrated process,the proposed two heat pump assisted heat-integrated ED processes show good economic and environmental performance.The double heat pump assisted heat-integrated ED can reduce the total annual cost by 28.78% and the gas emissions by 55.83% compared with the basis process,which has a good application prospect.This work provides a feasible approach for the separation of ternary azeotropes.
1.Introduction
Organic wastewater containingtert-butyl alcohol (TBA) and ethyl acetate (EAC) produced in the chemical and pharmaceutical industries must be recycled.As a fuel additive,TBA can prevent the carburetor from icing and improve gasoline octane value.Separation of azeotropes can reduce the waste of resources and enable further utilization of pure components [1].Nevertheless,organic wastewater containing TBA and EAC cannot be effectively separated by conventional methods.it requires special technical separation [2].
It can be seen from the literature that extractive distillation(ED) is an effective method for separating ternary azeotropes [3].Loet al.[4]studied two processes in separating the TBA and water azeotrope,the total annual cost (TAC) of ED with glycerol as the solvent can be reduced by 43.70% compared with the heterogeneous azeotropic distillation and then feed preheater was added to the ED to reduce the TAC by 11.70%.Zhaoet al.[5] compared the separation performance of heterogeneous azeotropic and ED when separating the ternary azeotropes of toluene/ethanol/water.The results showed that ED could reduce the TAC and energy consumption by 39.30% and 18.80%.
Pressure swing distillation is currently widely concerned in separating multiple azeotropes [6].The two pressure swing distillation sequences designed by Akinciturket al.[7] can realize the effective separation of acetone/methanol/hexane.The proposed whole plant-controlled structure showed good performance under flow perturbation.Zhanget al.[8] explored the process performance of pressure swing distillation for separating butanone/isopropanol/n-heptane.The two heat-integrated schemes adopted in the basis process can reduce TAC by 11.89% and 39.97%,respectively.In addition,the dynamic control strategy proposed can maintain stability under 20.00% feed disturbance.
The above research shows that ED and pressure swing distillation is widely used[9].However,ED suffers from high energy consumption.To further save energy in the ED process,preconcentration [10,11],side flow [12,13],intermediate reboiler[14],and other methods were used to upturn the energy efficiency of the separation process.In addition,the conventional ED assisted with heat pump[15]technology and heat-integrated[16]can also effectively use energy to reduce consumption.Khaliliet al.[17]optimized the extraction distillation using a heat-integrated scheme with an external heat exchanger,which could reduce TAC by 17.00% compared with the conventional extraction fractionation.Jianet al.[18] used dimethyl sulfoxide as a solvent to separate acetonitrile/1,4-dioxane/water and analyzed the TAC and CO2emissions.The strengthening heat pump assisted ternary ED can reduce 26.86% TAC and 40.71% CO2emissions.Shiet al.[19]used heat pump assisted pressure swing distillation to separate methanol/diethylamine azeotropes in two separation sequences.The process of optimal layout could reduce the TAC and carbon footprint by 39.33% and 89.12%.Zhanget al.[20] studied different methods in separating ternary acetonitrile/methanol/benzene mixtures by heat-integrated pressure swing distillation with CO2emission and TAC as evaluation indicators.Partial heat-integrated technology can reduce TAC and energy consumption by 20.00% and 35.19%.Compared with the traditional ester exchange reactive distillation of isopropanol/methyl acetate,the heat-integrated pressure swings reactive distillation can reduce the TAC and energy consumption by 27.16% and 33.41%[21].Many publications present the advantages of heat-integrated and heat pump assisted ED,but there are few studies on separating TBA/EAC/water ternary systems by strengthening ED.
Pervaporation (PV) is an energy-saving recovery technology with low energy consumption and high selectivity [22].Tgarguifaet al.[23]proposed a distillation-PV process to separate bioethanol,which can significantly reduce the total operating energy and cost compared with the previous method.Compared with the process for producing dimethyl carbonate by reactive distillation,the PV-pressure swing reactive distillation process can reduce energy consumption and TAC by about 32.00% and 42.00%[24].The operating parameters will affect the performance of the separation process.The sequential iteration method based on sensitivity analysis usually optimizes the parameters with cost as a single objective,but environmental performance also needs to be considered.Yanget al.[25] used the multi-objective method to optimize the strengthening process of the ternary azeotropic system,which can effectively improve economic and environmental performance.Alcocer-Garcíaet al.[26] used a multi-objective optimization method to optimize several schemes,and the obtained operating parameters can realize the tradeoff between the economy and the environment.Yanet al.[27] proposed two ternary azeotrope processes for separating isopropanol/benzene/water by reactive ED.The process parameters were optimized by using the multiobjective optimization method,and the optimal process obtained can significantly reduce the economic cost.
For the ED process,the operating pressure affected the pressure-sensitive azeotrope separation[28].Liet al.[29]analyzed the pressure and relative volatility curve to find the appropriate distillation column pressure.Then,based on the traditional technology,the heat-integrated process with an intermediate reboiler can reduce the TAC by 36.24%.Pressure swing distillation and ED have been widely studied,but the separation of ternary azeotropes by pressure-changing ED has yet not been reported in recent years.Varyemezet al.[30]studied the process performance of separating dimethyl carbonate/methanol azeotropic mixture by variable pressure ED.The results showed a relationship between the pressure and the amount of solvent.The optimized process could reduce the TAC by 34.10%.It is also worth noting that combining multiobjective optimization with pressure-changing ED parameter optimization process may be a method to improve process performance.
This work separated the ternary azeotrope containing TBA/EAC/water by an ED process with variable pressure.Then conductor like shielding (COSMO-SAC) model and pressure/relative volatility curve were used to screen suitable solvents.Then,the optimal global solution,including the amount of solvent and pressure,was obtained through a multi-objective optimization.Based on the optimal operation parameter process,the process performance was explored by incorporating a PV model and then further adopting a heat-integrated strategy.In addition,two heat pump assisted heat-integrated ED processes were used to utilize the energy fully.these processes’s economic,energy,environmental and exergy properties were further evaluated.
2.Method
2.1.Thermodynamic method selection
The choice of thermodynamic model was crucial for the simulation process.Root mean square deviation (RMSD) and average absolute deviation (AAD) were used as evaluation indexes to choose the most appropriate binary interaction parameters based on the deviations calculated by the non-random-two-liquid(NRTL),Wilson and Universal quasi–chemical (UNIQUAC) models.
The formulas of RMSD and AAD were shown in Eqs.(1)–(4)[31].The RMSD and AAD were calculated from the vapor–liquid equilibrium data obtained between the three binary components.The values of RMSD and AAD were then compared to choose the appropriate thermodynamic model.
Afterward,the values of RMSD and AAD were comprehensively compared,and the UNIQUAC model was chosen as the appropriate thermodynamic model.The RMSD and AAD values from the thermodynamic models are shown in Table S1 in Supplementary Material.Under normal pressure,the azeotropic point of EAC and TBA is 346.48 K,the azeotropic point of EAC and water is 344.15 K,and the azeotropic point of TBA and water is 353.45 K.The existing binary interaction parameters predicted by the model are shown in Table S2 [32].
2.2.Solvent selection
According to the principle of polarity,N,N-dimethylformamide(DMF),N,N-dimethylacetamide (DMAC),1,2-propylene glycol(PG) and ethylene glycol (EG) were preliminarily screened as solvents.Then,the COSMO-SAC model was used to obtain the surface charge density distribution (σ-profile) of ternary azeotropic components and the solvents [33].In the region with σ less than–0.0084 was the hydrogen bond donor (HBD) region,and in the area with σ greater than+0.0084 was the hydrogen bond acceptor(HBA)region.As available from the Fig.1,the water and TBA were distributed in both HBA and HBD regions.EG had a relatively large area in both HBD and HBA regions.It showed that they could combine and provide a basis for the use of EG as an available solvent.

Fig.1.The σ profiles of ternary system and selected solvents.
To further analyze the extraction effect of solvents,the relative volatility changes of azeotropes after adding solvents were calculated by the thermodynamic analysis method.The greater the relative volatility between azeotropes,the easier the separation of two substances.The general calculation equation for relative volatility is as follows [34]:
where,yandxrepresent the vapor/liquid phase composition,and A and B represent volatile and nonvolatile substances,respectively.
TheY–Xplots of the selected solvents screened in water/TBA,water/EAC,and TBA/EAC are shown in Fig.2,respectively.The diagonal in Fig.2 means a straight line with relative volatility of 1,from which it can be seen that the deviation of EG from the diagonal is the largest among several solvents selected.Therefore,it can maximally change the relative volatility between components,EG is chosen as the solvent for separating azeotropic systems.
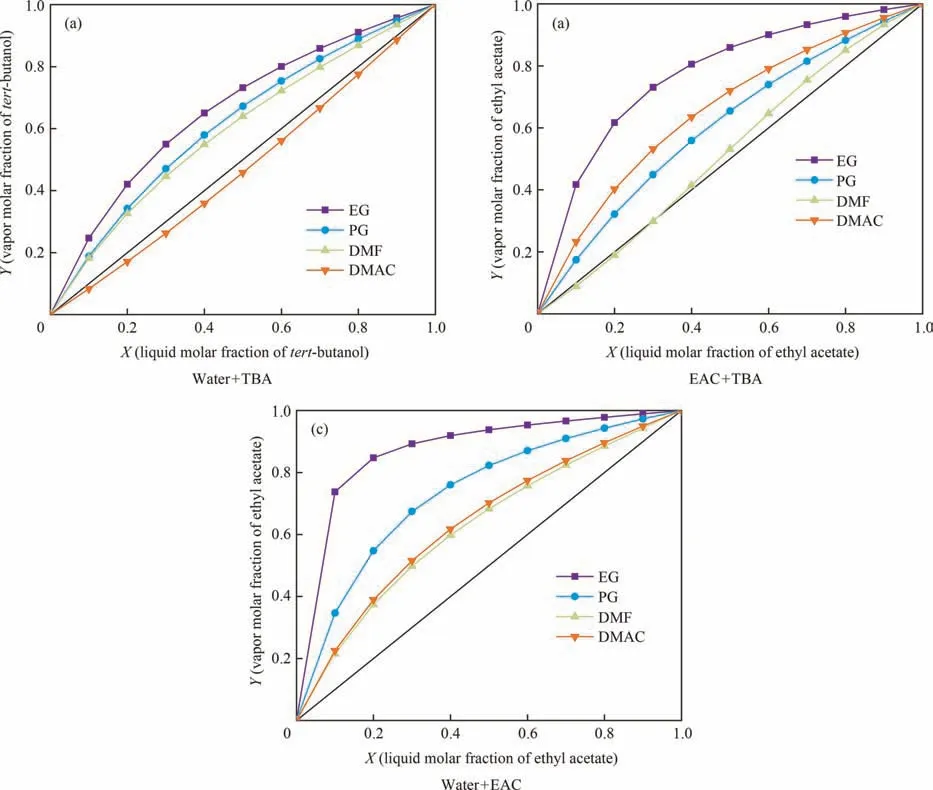
Fig.2.Effect of selected solvents on VLE of (a) water+TBA,(b) EAC+TBA and (c) water+EAC.
2.3.Multi objective optimization method
2.3.1.Pressure effect
The column pressure can affect the separation efficiency of ED,and the appropriate column pressure can effectively improve the separation performance.In this work,EG is used as a solvent to calculate the relative volatility of several azeotropes under different pressures.The results are shown in Fig.S1.
The relative volatilities of EAC/water and TBA/EAC don’t change significantly with increasing pressure,and atmospheric pressure is chosen to be more favorable for separating the two azeotropes.The relative volatility of TBA/water decreases with the increase of pressure.To explore the influence of this pressure on separation energy consumption,it was selected as one of the essential optimization variables.
2.3.2.Optimization method details
The Pareto front optimal solution was calculated by combining MATLAB based on the nondominated sorting genetic algorithm(NSGA-II)algorithm with Aspen Plus software[35].The separation process was optimized with the objective functions of TAC and gas emission.Fig.3 exhibited the flowsheet of the multi-objective optimization method.NSGA-II can optimize the process parameters according to the specified variable range.The initial population is selected and mutated by a genetic algorithm in MATLAB to get a subgroup,and the results are analyzed and processed in Aspen Plus.In the following optimization process,the parent population and the offspring population obtained by comparison in MATLAB will be used as the new parent population through nondominant sorting.The calculation is repeated until the results meet the target conditions.Since the number of solvents changes with the change of pressure,this work optimizes the pressure and the amount of solvent at the same time to get the optimal global solution to avoid falling into the optimal local situation.
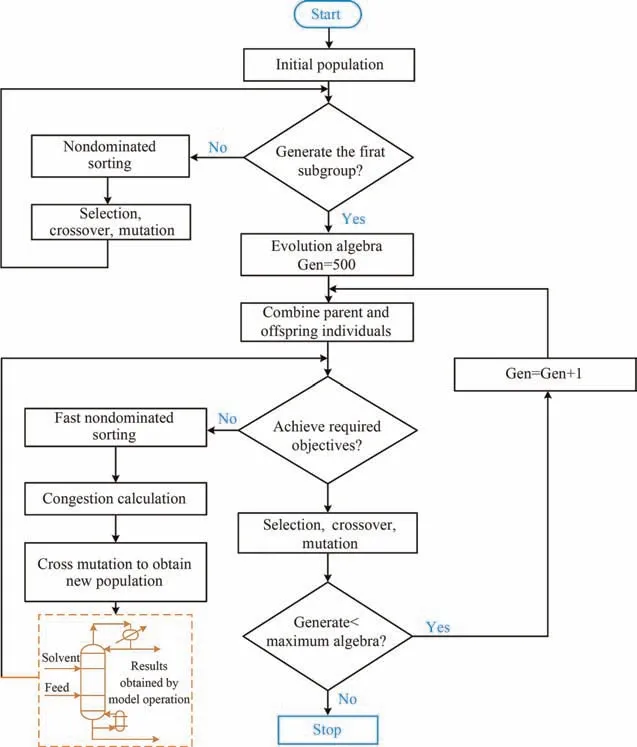
Fig.3.The flowsheet of multi-objective optimization method.
Related specific parameters of the NSGA-II algorithm are shown in Table S3.The variables and molar purity requirements involved were as follows:
xD1≥0.999
xD2≥0.999
xD3≥0.999
{Min (TAC,gas emissions)=f(N1,N2,N3,NF1,NS1,NF2,NS2,NF3,R1,R2,R3,P2,E1,E2)}
whereN1,N2andN3are the total theoretical stages of each column in the process,NS1andNS2are the feed plates of solvent,NF1,NF2andNF3are the fresh feed plates of each column,R1,R2andR3are the reflux ratio of each column,andP2is the overhead pressure of TBA distillation column,E1andE2are the solvent feed flow rate.The specific parameter variables are shown in Table S4.
3.Evaluation Method
The processes’s energy saving,economic performance and environmental friendliness were evaluated through financial analysis,energy analysis,environmental analysis and exergy analysis methods.
3.1.Energy analysis
Total energy consumption (Qcon) is generally used to evaluate the energy consumption of ED.When converting electric power into heat energy,the multiplication factor 3 is adopted for the conversion of compressor electric power.The calculation equation is as follows [36]:
whereQR1,QR2andQR3are the heat duties of the reboiler of the three columns,andQcompis the heat duty of the compressor.
3.2.Economic analysis
TAC is adopted as the evaluation method for economic analysis.TAC is detailed calculated as follows [36]:
Total operating cost (TOC) includes the cost of cooling water,steam and electricity;total capital cost (TCC) consists of the cost of towers,compressors and heat exchangers.In addition,the cost of small equipment (pumps,separators,mixers) is negligible.The computational basis of TAC is based on Luyben’s work[36].American dollars are used as economic indicators,the unit of TAC,TCC and TOC are USD∙a–1.Meanwhile,three years is considered as the payback period of the process.The calculation equation of relevant costs is shown in Table S6.
3.3.Environmental analysis
Greenhouse gas emissions will bring serious environmental problems.The analysis of greenhouse gas emissions is the key to environmental analysis.the related emissions of gases (SO2,CO2and NOx) are as follows [37]:
whereWcompis the consumption of electricity;Mcoalis the mass of standard coal.In addition,Qstandardwas 29307.60 kJ∙kg-1,ηcoaland ηgrid,stransare the isentropic efficiency and grid transfer efficiency,respectively,which are 0.92 and 0.90.AandBare the standard coal electrical conversion coefficients and the values ofAandBfor different gases are given in Table S7.
3.4.Exergy analysis
The exergy analysis method is used to evaluate the thermodynamic efficiency and irreversibility in ED.The thermodynamic efficiency of the reversible process will be reduced by the occurrence of entropy destruction.The calculation model refers to Bejanet al.[38].Physical exergy is mainly considered,and its calculation equation is as follows:
(h–h0) and (S–S0) in formula represent enthalpy difference and entropy difference between actual and reference systems;T0is the ambient temperature.
It is generally specified that the pressure is 101.33 kPa andT0is set to 298.15 K.In addition,the exergy destruction of a specific equipment can be expressed as follows [39]:
whereED,iis the exergy destruction;Ei,inis the exergy input of equipmenti;Ei,outis the exergy output of equipmenti.
Exergy efficiency is used to express thermodynamic efficiency,and the specific calculation equation is as follows [40]:
where ΣEex,outputis the exergy flowrate output;ΣEtotis the exergy input flow of whole process;η is total exergy efficiency.
4.Process Description
4.1.Extractive distillation process
In the basic ED process,there are 14 optimization variables(N1-3,NF1-3,NS1-2,R1-3,P2,E1-2).Related Pareto front obtained through multi-objective optimization is shown in Fig.4.There is one-point A with the smallest gas emission (2685.09,2.17) and one-point B with the most minor TAC(2815.99,2.01) available from the results in Fig.4.The minimum distance method proposed by Zhanget al.[41] was used to find the specific scheme.This method assumes the existence of an ideal point O,the point on the Pareto front through which this point minimum distance (D) crosses,that is,the optimal point.Point C (2698.89,2.01) was selected by the distance minimization method.The detailed parameters of this point are presented in Table S5.
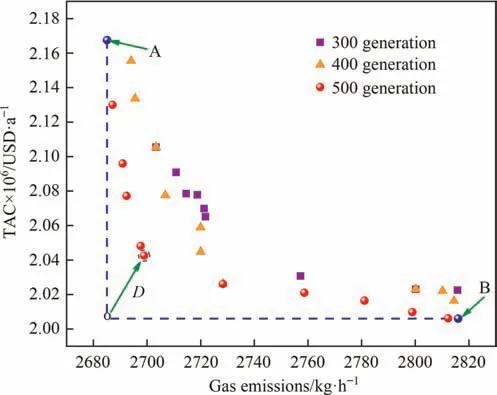
Fig.4.Pareto front obtained from multi-objective optimization of ED.
According to the analysis of the influence of pressure on relative volatility,the operating pressure of EAC recovery column and solvent recovery column is selected as 101.33 kPa to facilitate the operation.The operating pressure of TBA purification column is selected as 27.36 kPa through multi-objective optimization within the pressure range of 20.27–202.65 kPa.100 kmol∙h-1of fresh feed containing 30.00%(mol)water,35.00%(mol)TBA and 35.00%(mol)EAC are fed into the EAC recovery column.The basic ED process is used to separate EAC and TBA by adding solvents from the upper part of the column,which are named C1 and C2,respectively.The solvent recovery column is named C3.EAC of qualified purity is obtained at the top of the C1 with a condenser pressure of 101.33 kPa,and then the stream from the bottom of the C1 is fed into C2 to obtain TBA of qualified purity at the top of the C2.Water of qualified purity is distillated from the column top of the C3.The solvent of the C3 is cooled to 298.15 K and returned to C1 and C2 for reuse.The stream results obtained are shown in the Fig.5.
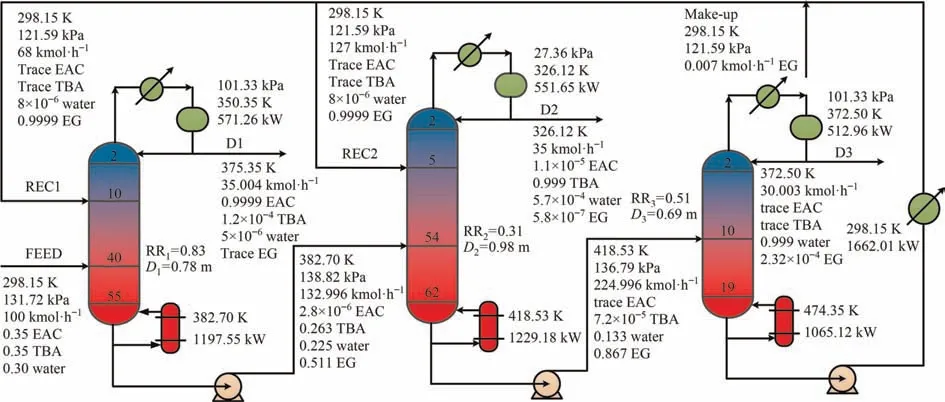
Fig.5.The flowsheet of ED process.
4.2.Heat-integrated assisted extractive distillation process
The flowsheet of heat-integrated assisted ED process(HI-ED)is shown in Fig.6.The power of heat exchange between C3 bottom stream and C1 bottom reboiler is 983.82 kW.The solvent temperature decreased from 474.35 K to 376.46 K.The auxiliary reboiler(AR1) is used to provide required thermal for C1 bottom,and the power of the AR1 is 102.03 kW.In order to utilizing the residual heat of the bottom stream of the C3,the preheater H1 with a power of 112.89 kW is used to preheat the fresh feed.Solvent temperature decreased from 376.46 K to 364.174 K.It was finally condensed to 298.15 K and returned to C1 and C2.
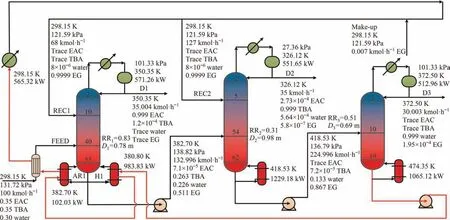
Fig.6.The flowsheet of HI-ED process.
4.3.Pervaporation coupled extractive distillation process
After the mixture enters the PV module under 101.33 kPa,vacuum pump can keep one side of the membrane negative pressure,then a pressure difference is formed between the two sides of the membrane.Due to the pressure driven,the permeate component includes a gaseous phase after passing through the membrane to realize the high-purity separation of the product.Water is the substance on the permeation side and EG is the retained substance.PV model is used to replace C3,and then the performance of PV coupled ED process (PV-ED) is investigated.Aspen Custom Modeler module is used to establish PV model [42],The calculation equations of total flux (Ji) and separation factor (β) are as follows [43]:
In addition,the permeate side stream of components can be obtained by the following equations:
The PV module generally is divided intonidentical units,each of which has the same permeability.The mass and energy balance of each unit is as follows:
Temperature can affect the permeability of components,and the relationship between permeability and temperature is described by the following equation:
The mixed matrix membrane is the membrane used in this work.By regressing the experimental data of Zhanget al.[44],the feed temperature is set at 353.15 K to obtain a higher total flux(Ji).
The process of PV-ED is shown in Fig.7.The power of the exchanger H1 between the bottom stream of C2 and the reboiler of C1 is 473.06 kW.The AR1 provides the extra heat required,and the power of AR1 is 783.46 kW.The stream at the bottom of C2 and fresh materials are heat exchanged in the preheater H2 with a power of 112.90 kW.The stream of the C2 bottom is condensed by the condenser and then enters the PV unit to recover the solvent.The feed pressure and temperature of the PV unit are 131.72 kPa and 353.15 K respectively.The temperature of C2 bottom streams will decrease after passing through the PV unit,which will affect the membrane flux.Two PV units are used to separate the mixture of EG and water.The areas of the two PV units are 1820 m2and 3500 m2respectively,which are the minimum PV area for mixture separation.The stream at the permeate side changes into liquid phase after passing through the heat exchanger,and the heat of the heat exchanger is 208.12 kW and 171.91 kW respectively.
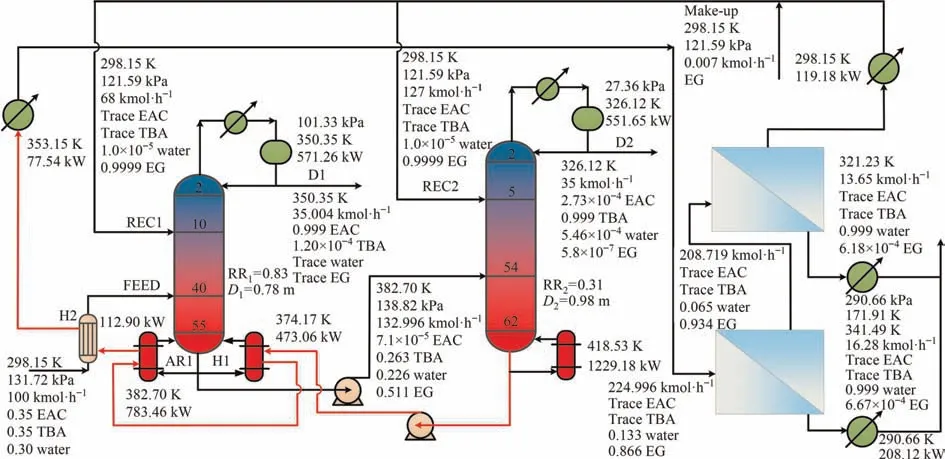
Fig.7.The flowsheet of PV-ED process.
4.4.Heat pump assisted extractive distillation process
A method proposed by Plesuet al.[45] to evaluate whether a heat pump technology is energy saving,which is referred to as the performance coefficients(COPs).The formula of COPs is shown in Eq.(22):
where ηcis Carnot efficiency,TcandTRrepresent the temperature(K) of condenser and reboiler.Generally,when the value of COPs is greater than 10,it indicates that the process using heat pump technology is promising.When the COPs value is less than 5,it is generally considered that the process is not economical.Furthermore,when the value of COPs is between 5–10,economic performance generally needs to be analyzed following a detailed process.
Two heat pump ED processes are used in this work.Single heat pump ED uses the recompressed steam of the C3 top and the stream of C1 bottom for heat exchange.For the double heat pump ED process,it includes the technology of heat exchange between the C1 overhead recompression steam and the C1 bottom stream,and the process of heat exchange between the C3 overhead recompression steam and the C2 bottom stream.The minimum heat exchange temperature difference of the two heat pump schemes is set at 278.15 K.
4.4.1.Single heat pump assisted heat-integrated process (HP-HIE)
On the basis of heat-integrated ED process,the HP-HIE process is adopted to continue to utilize the latent heat.The design process of HP-HIE is shown in Fig.8.The steam of the C3 is compressed to 146.92 kPa and 423.54 K by compressor.The compressed steam heats the C1 bottom stream to 375.40 K,the heat duty of H3 is 528.67 kW,and the temperature changes to 372.50 K after the pressure is reduced to 101.33 kPa through the valve V3.After the solvent provides 232.31 kW heat duty for the bottom stream of C2,the AR1 is used to provide 996.67 kW extra duty to heat it to 418.53 K.Then the solvent preheats the fresh feed of C1 to 318.15 K and condense it to 298.15 K to return to C1 and C2.
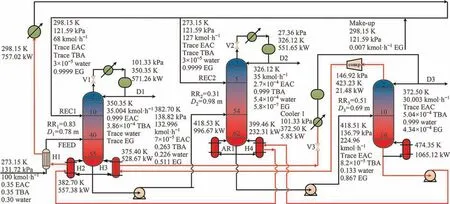
Fig.8.The flowsheet of HP-HIE process.
The temperature–enthalpy (T–H) diagram is used to indicate the strengthening process.The hot compound curve and the cold compound curve represent the available heat and the streams to be heated respectively.The overlapping part of the two represents the thermal recovery zone,and the upper and lower parts of the overlapping region represent the demand of cold water and hot steam utilities.Fig.9 shows theT–Hdiagram of HP-HIE.The requirements for cold utilities and hot utilities are 1885.78 kW and 2061.73 kW,and the heat that can be recovered is 1453.22 kW.The process can save considerable amounts of cold and heat utilities.
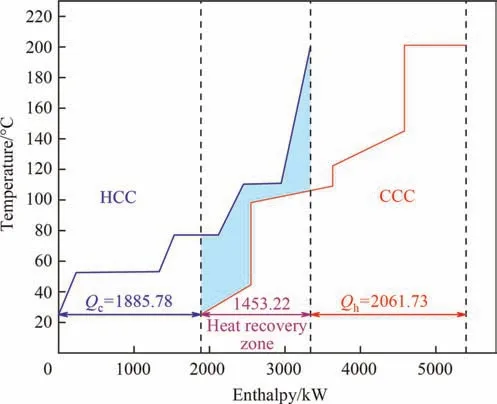
Fig.9.T–H diagram corresponding to HP-HIE process.
Fig.10 demonstrates the heat exchange network design for HP-HIE.The process consists of 10 heat exchange units,including 4 internal heat exchange units,4 cooling-water cooling units and 2 hightemperature steam heating units.Based on the heat exchange network design,the heat transfer mode of C3 bottom stream in the process can realize the full utilization of process residual heat.The stream at the bottom of C3 supplies 232.31 kW to the bottom of C2 by H4,and the extra duty of 996.67 kW required at the bottom of C2 is heated by high-temperature steam,and the heat duty requirement of the process can be met after heat exchange.The stream at the bottom of C3 is then condensed to 298.15 K by cooling water of 278.15 K and return to the process.Compared with the conventional method,HP-HIE process makes use of the afterheat and reduces the TAC of the process.
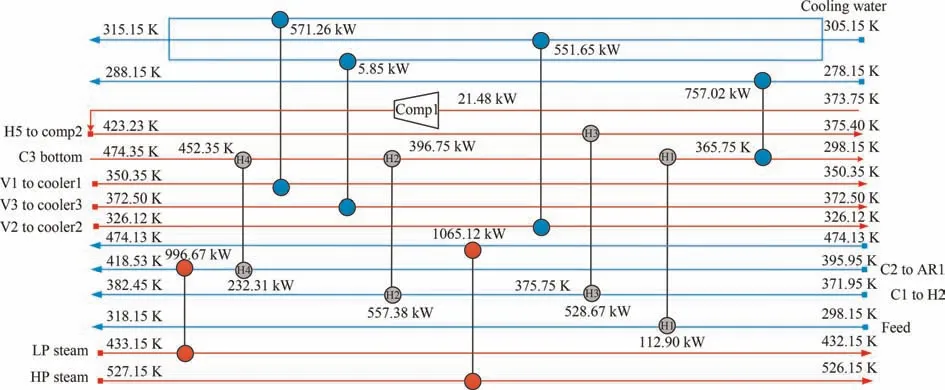
Fig.10.Heat exchange network of HP-HIE process.
4.4.2.Dual heat pump assisted heat-integrated process (DHP-HIE)
The value of COPs calculated based on the temperature of C1 reboiler and condenser is 10,and the value of COPs calculated based on the temperature of C3 condenser and C2 reboiler is 8.As shown in Fig.11,dual heat pump assisted heat-integrated process (DHPHIE) is used to reduce process energy consumption.The solvent of the C3 bottom heats the C3 top steam to 418.65 K,and then the steam becomes 324.24 kPa and 611.35 K after passing through the compressor.After heat exchange between C2 bottom streams and compressed steam,the temperature of C2 bottom streams rises to 405.52 K,and the heat duty of heat exchanger H6 is 579.46 kW.In addition,the extra duty required of the C2 bottom streams is provided by the residual duty of solvent,and the heat duty of heat exchanger H5 is 645.45 kW.Solvent preheat C1 overhead steam to 362.75 K,and the steam becomes 233.05 kPa and 390.15 K after passing through the compressor.The temperature of C1 bottom streams after heat exchange with compressed steam increases to 375.75 K,and heat duty of heat exchanger H3 is 562.66 kW.The C3 bottom stream provides 288.42 kW of heat duty for the C1 bottom stream in H4,and the additional 234.96 kW of heat duty required for the C1 bottom stream is supplied by AR1.
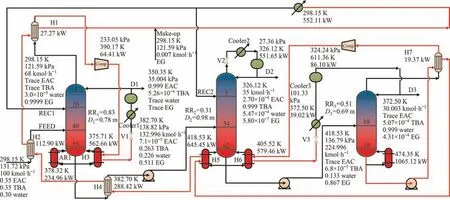
Fig.11.The flowsheet of DHP-HIE process.
Fig.12 shows theT–Hdiagram of DHP-HIE.The requirements for cold utilities and hot utilities are 1244.22 kW and 1297.43 kW,and the heat that can be recovered is 2040.56 kW.The process can save a significant quantity of cold and heat utilities.

Fig.12.T–H diagram corresponding to DHP-HIE process (HCC—hot composite curve;CCC—cold composite curve).
Fig.13 demonstrates the heat exchange network design for DHP-HIE.Based on the heat exchange network design,the heat transfer mode of C3 bottom stream in the process can realize the full utilization of process residual heat.The extra duty of 234.96 kW required at the bottom of C1 is heated by hightemperature steam,the heat duty requirement of the process can be met after heat exchange.The stream at the bottom of C3 exchanges 552.21 kW heat duty with 278.15 K of cooling water in H3,and then it is condensed to 298.15 K and return to the process.

Fig.13.Heat exchange network of DHP-HIE process.
5.Results and Discussion
5.1.Economic analysis
The economic comparison of the five processes was shown in the Fig.14.The TAC of the four strengthening processes decreased by 21.71%,0.16%,23.30% and 28.78% compared with the ED process.Owing to the high cost of membrane,PV-ED process does not have economic advantages.Meanwhile,compared with the ED,the TOC of the four strengthening methods decreased by 31.35%,50.04%,34.78% and 52.33%.The results indicated that the economic performance of DHP-HIE was better.In addition,the TCC of DHPHIE had increased compared with the ED process.Since the steam consumption was reduced for the use of compressor,although TCC will be increased,the corresponding TAC will be reduced.To sum up,the DHP-HIE had a better economic attraction.
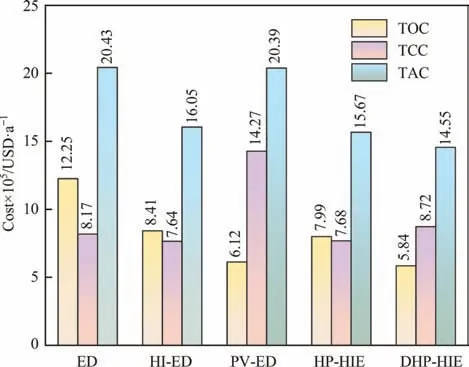
Fig.14.Comparison of cost for different processes.
5.2.Energy analysis
It was evident from Fig.15 that the energy consumption of the four strengthening processes were lower than that of the ED process,the energy consumption was reduced by 31.39%,42.36%,39.25% and 49.98% respectively.Energy consumption reflected the use of steam,the HI-ED process took full advantage of the heat duty of the bottom stream,which used fresh feed preheaters and heat exchangers to reduce the use of steam.The PV-ED process uses the PV unit instead of the C3 to recover the solvent,which substantially reduces the use of steam in the reboiler.In addition,HP-HIE process results in better energy savings due to the use of compressors that facilitated the use of steam.In addition,the DHP-HIE process using dual compressors requires less steam,which has better energy saving performance.

Fig.15.Energetic comparisons of different processes.
5.3.Environmental analysis
Greenhouse gas emissions will bring serious environmental problems.The analysis of greenhouse gas emissions was the key to environmental analysis.Fig.16 showed the gas emissions of several processes.The situation of gas emission reflected the utilization of energy consumption.Compared with the basis process,the gas emissions of the four strengthening processes were reduced by 29.30%,42.36%,40.11% and 55.83%,so they had better environmental performance.Taking the DHP-HIE process as an example,the process required less external thermal utilities and therefore the process was more environmentally attraction.

Fig.16.Comparison of gas emissions from different processes.
5.4.Exergy analysis
The exergy loss and exergy efficiency of several processes were shown in the Fig.17.The exergy losses of the five processes were 1205.80 kW,813.96 kW,480.23 kW,761.91 kW and 665.18 kW respectively.Their exergy efficiencies were 29.22%,34.08%,47.56%,33.13% and 31.46%.DHP-HIE process fully utilized the internal residual heat,therefore it had the minimum exergy loss among several strengthening processes.In addition,PV-ED process did not use compression equipment,and the exergy input of external equipment was small,hence the process had the highest exergy efficiency and the smallest irreversibility.The appropriate process route could be selected in industrial production on the basis of specific needs.
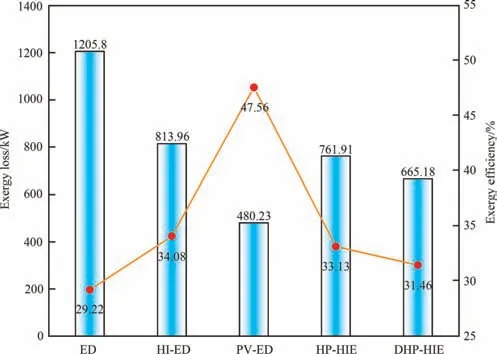
Fig.17.Comparison of exergy loss and efficiency of different processes.
Fig.18 showed enthalpy and exergy losses at different stages.Temperature and concentration change when different materials were mixed,which caused exergy loss of the process.Therefore,the exergy loss at the feed stage of the solvent and fresh feed was large.In addition,it can be seen from the Fig.18 that several strengthening processes used the raw material preheating technology to effectively reduce the exergy loss compared with the ED process,so the strengthening process improved the thermodynamic efficiency of the process.
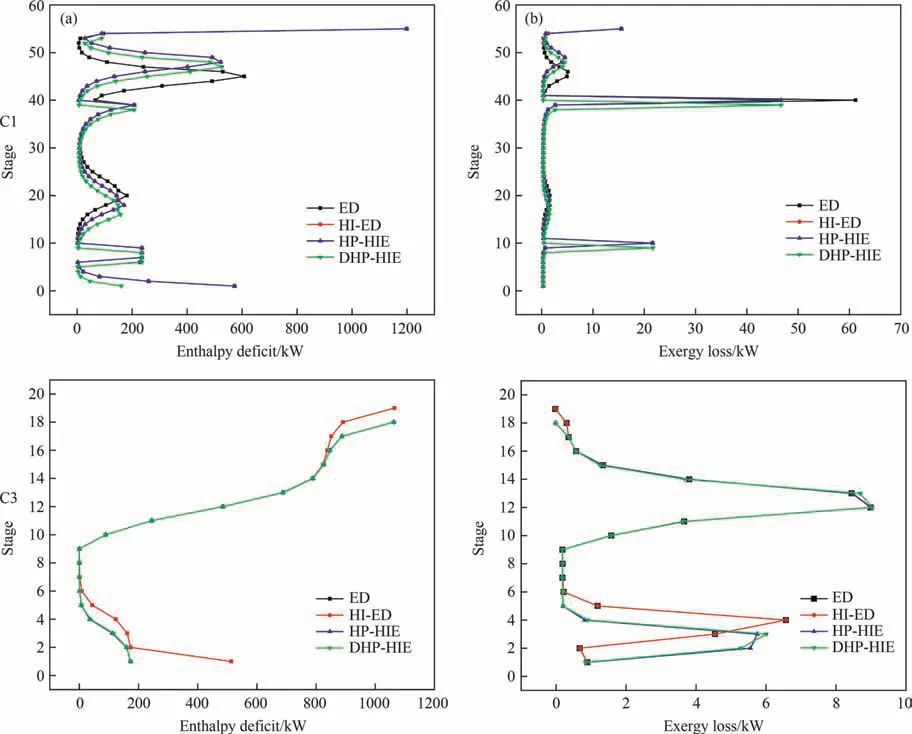
Fig.18.Analysis of the relationship between enthalpy and exergy loss and stage.
Taking the ED and DHP-HIE processes as an example,the exergy loss of the corresponding processes was shown in Fig.19.Exergy input in the system was mainly composed of electric power of compressor and hot utility.It can be seen from the Fig.19 that the exergy loss of the cooler in the ED was the largest,which was 35.99%,and that of the column in the DHP-HIE was the largest.In addition,the percentage of exergy efficiency of DHP-HIE process(31.46%) was more significant than that of ED process (29.22%),which indicated that DHP-HIE process had advantages in thermodynamic efficiency.

Fig.19.The exergy flowchart of ED and DHP-HIE processes.
6.Conclusions
Based on NSGA-II algorithm of MATLAB,this work jointly optimized the mount of solvent and pressure to determine the global optimal solution of variables,and then several strengthening processes were proposed to improve the process performance for separating the ternary azeotropes.On the basis of ED process,the introduced heat-integrated technology could effectively reduce TAC by 21.71%.The heat-integrated ED process further coupled with PV could reduce the gas emission by 40.11%,however,the process did not have good economic performance due to high membrane expense.In addition,on the basis of heat-integrated ED,two heat pump assisted heat-integrated ED processes have significantly reduced the process energy consumption due to the improved of self-thermal utilization.Among them,the TAC and gas emissions of DHP-HIE have decreased by 28.78% and 55.83%,and the energy consumption has decreased by 49.98%,effectively improving the economic and environmental performance,which provides a feasible scheme for separating the ternary azeotrope.
Data Availability
Data will be made available on request.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
This work is supported by the National Natural Science Foundation of China (22178188).
Supplementary Material
Supplementary data to this article can be found online at https://doi.org/10.1016/j.cjche.2023.07.010.
Nomenclature
Astandard coal conversion factor
Ammembrane area
Belectricity conversion factor
Dipermeability of componenti
Eex,outputexergy flowrate output
Ei,inputexergy input in equipmenti
Ei,outputexergy output in equipmenti
Etotexergy input flow of the whole system
Exphphysical exergy
Fperm,nmolar flow rate of the permeate in celln
Fret,nmolar flow rate of the retentate in celln
hperm,nmolar enthalpy of the liquid permeate
hret,nmolar enthalpy of the liquid retentate in celln
Lmembrane thickness
Mcoalmass of standard coal
ni,permeatemole fraction of componentiin the permeate side
Ppermeatepermeate side pressure
Qcontotal energy consumption
Qcompheat duty of the compressor
QRheat duty of the reboiler
ttime interval
Wcompconsumption of electricity
Wiweight of componentiin the permeate
xfeed,imole fraction of componentiin the feed
yperm,imole fractions of componentiin the permeate
η total exergy efficiency
杂志排行

Chinese Journal of Chemical Engineering的其它文章
- Flower-like tin oxide membranes with robust three-dimensional channels for efficient removal of iron ions from hydrogen peroxide
- Experimental study on the activation of coal gasification fly ash from industrial CFB gasifiers
- Enhanced stability of nitrogen-doped carbon-supported palladium catalyst for oxidative carbonylation of phenol
- Solubility of iron(III) and nickel(II) acetylacetonates in supercritical carbon dioxide
- Filtration performance and modeling of granular bed for dust removal from coal pyrolytic vapors
- Copper slag assisted coke reduction of phosphogypsum for sulphur dioxide preparation