失效锂离子电池石墨负极回收利用研究进展
2024-04-12丁云集史志胜张深根
丁云集,史志胜,张深根
1) 北京科技大学新材料技术研究院金属材料循环利用研究中心,北京 100083 2) 北京科技大学顺德创新学院,佛山 528399 3) 中国石化催化剂有限公司工程技术研究院,北京 101111
全球化石燃料过度使用致能源危机和环境问题日益凸显. 为此,能源的转型升级成为必然的要求,我国及世界各国大力发展绿色清洁能源,推动化石能源占比不断下降,助力“双碳”战略. 锂离子电池因能量密度高、循环寿命长、能量转换效率高等优异的电化学性能,被广泛应用于汽车、储能、电子电器等领域[1-2]. 随着电动汽车的高速发展,锂离子电池需求量激增. 中汽协数据显示,2023年1~6月我国新能源汽车销量为374.7万辆,渗透率超过30%,已经远超《新能源汽车产业发展规划(2021—2035年)》中2025年新能源汽车销量占比20%的目标[3]. 此外,由于锂离子电池寿命通常为3~8年,届时将大量失效报废[4].
失效锂离子电池由正极、负极、隔膜、集流体、电解液、壳体等组成,不仅含有大量重金属、有机物、氟等有害物质,同时含有锂、镍、钴、锰、铜、石墨等有价组分,具有资源性和污染性双重特点[4]. 负极是锂离子电池关键组成,石墨是当前应用最为广泛的负极材料,占商业负极材料出货量的95%以上. 随着我国新能源产业的进一步爆发式发展,石墨资源的重要性和供给安全日益突出,美国、欧盟、俄罗斯、日本等国将石墨列入稀缺战略性矿产资源清单. 2016年国土资源部发布的《全国矿产资源规划(2016—2020年)》,将石墨列入战略性矿产目录,保障国家经济安全和战略新兴产业发展需求. 因此,废旧锂离子电池中石墨负极的回收不仅可以避免对环境污染,而且能够实现石墨的循环利用,对节约矿产资源、保障新能源产业可持续发展具有重要意义.
石墨负极占锂离子电池比重约为12%~21%,每辆纯电动汽车约含50 kg石墨,每辆混动汽车也需约10 kg石墨. 随着新能源汽车报废期的来临,石墨负极的回收逐渐得到人们的关注. 石墨的回收主要分为两个部分:分离和利用. 通常,失效锂离子电池首先进行放电,再通过拆解、破碎、分选以及其他物理方法将石墨从失效锂离子电池中分离. 然后,将分离得到的废石墨进行再生用于负极或合成新材料用于其他领域. 对于石墨再生主要有物理法、湿法、火法、湿法-火法联用技术[5],利用这些方法将废旧石墨中的杂质元素去除和结构修复,达到商业负极石墨的要求. 为进一步提高石墨负极的电化学性能,通过掺杂、碳包覆、合成等方式对石墨进行改性[6]. 除了再生用于负极外,废旧石墨也被广泛用于其他领域,如制备石墨烯、电容、吸附剂和催化剂载体等.
综上,基于资源、经济和环境等多维角度,石墨负极回收具有重要战略意义. 本文从石墨矿产资源概况入手,分析了全球矿产资源分布、产量和消费情况,凸显了石墨对我国新能源产业的重要性;综述了废锂离子电池中石墨负极回收利用技术最新研究进展,分析了各种回收技术的优缺点,总结了废旧石墨在其他领域的再利用方法. 最后,总结了石墨负极回收利用的技术瓶颈和面临的挑战,展望了石墨负极再生利用发展方向.
1 石墨资源概况
全球石墨矿产资源丰富,但分布不均匀. 美国地质调查局数据表明,截止2022年底,全球石墨资源中储量约为3.30亿吨,其中土耳其、巴西、中国、马达加斯加、莫桑比克储量分别为9000、7400、5200、2600和2500万吨,约占全球总量的80.91%,如图1(a)所示. 由于石墨矿产资源的分布不均匀致供给风险突出,以及其优异的性能在战略性新兴产业不可或缺,世界多国将石墨列为“关键矿物清单”或“战略性矿产”.

图1 石墨资源概况及其应用. (a)全球主要国家的石墨矿产资源储量;(b)2022年全球主要国家石墨产量[7];(c)2013—2022年中国石墨表观消费量[8];(d)2016—2030年中国负极材料出货量及预测[9]Fig.1 The overview of graphite resources and their applications: (a) graphite mineral resource reserves in major countries in the world; (b) graphite output of major countries in the world in 2022[7]; (c) apparent consumption of graphite in China from 2013 to 2022[8]; (d) shipment and forecast of anode materials in China from 2016 to 2030[9]
图1(b)为2022年全球主要国家石墨产量[7].2022年全球石墨矿产总产量约为130万吨,主要产出国家依次为中国(85万吨)、莫桑比克(17万吨)、马达加斯加(11万吨)、巴西(8.7万吨)、朝鲜(1.7万吨)、俄罗斯(1.5万吨)和加拿大(1.5万吨),其分别占全球石墨总产量的65.4%、13.1%、8.5%、6.7%、1.3%、1.2%和1.2%. 我国不仅是石墨全球第一大生产国,同时也是第一大消费国,2013—2022年我国石墨表观消费量从65.8万吨增长至112.6万吨,如图1(c)所示[8].
近年来,随着全球电动汽车和计算机、手机等电子产品的迅速增长,锂离子动力电池也迎来了爆发式增长,成为石墨需求增长最快的领域. 图1(d)为我国2016—2030年石墨负极出货量[9],表明其从2016年的11.8万吨增长至2022年的143.3万吨,预计到2025年和2030年分别增长至331.7万吨和963.4万吨. 石墨的消费正在从传统产业(钢铁、耐火材料、汽车配件等)向战略性新兴产业转移,锂离子电池负极材料已成为石墨应用最广泛的新兴产业. 因此,石墨资源的安全供给和可持续发展对保障我国战略新兴产业高质量发展意义重大.
2 石墨负极再生技术
锂离子电池组分复杂,形状各异,石墨负极再生首先需要将石墨从电池中分离. 此外,由于失效锂离子电池仍有剩余电量,回收过程因碰撞或高温等外部环境易造成自燃或爆炸等安全隐患. 因此,首先对失效锂离子电池放电,然后再进行拆解、破碎,采用重选、磁选、筛分等将石墨进行分离. 得到的废旧石墨通过物理法、湿法、火法、湿法-火法联用等技术去除杂质,实现石墨的深度净化,最后进行结构修复和改性,得到高性能石墨负极材料,技术路线如图2所示.

图2 石墨负极回收与再生利用路线示意图Fig.2 Overall flow chart of waste graphite recycling and reuse
2.1 物理法
利用石墨与失效锂离子电池中各组成物理性质的差异,采用物理法将石墨分离. 物理回收方法操作简单、物耗能耗低,但得到的石墨纯度一般不高,只能降级利用,如直接焚烧或作为还原剂用于火法冶金.
为提高石墨纯度,近年来提出了采用浮选法回收负极石墨,即利用各组分之间润湿性的差异,石墨是典型的疏水材料,正极材料是亲水材料. 选取合适的捕获浮选剂分离疏水材料和亲水材料,进而实现石墨的高效分离. 文瑞明等[10]以柴油为捕收剂、甲基异丁基甲醇为起泡剂,研究了矿浆酸碱度、捕收剂用量、起泡剂用量、分散剂和抑制剂种类等因素对石墨浮选的影响,发现以六偏磷酸钠做分散剂、草酸做抑制剂时,石墨浮选效果最好,回收率达到98.56%. He等[11]主要采用Fenton浮选法回收锂离子电池中的正负极材料,在室温下讨论了影响Fenton反应的关键参数对电极材料表面改性的效果,如H2O2/Fe2+、固液比(本文中固液比均为其质量比)等. 结果发现,在固定H2O2/Fe2+摩尔比为1∶120、固液比为1∶75的条件下电极材料亲疏性能差异化突出,将失效锂离子电池粒度破碎至0.25 mm以下后再通过浮选即可高效分离LiCoO2正极粉和石墨粉. 研究还发现,经研磨后的废旧石墨负极,因其锂盐表面的有机组分产生磨损从而失效,锂盐颗粒表面的亲水性能得以恢复并突出,同时使石墨层状结构产生滑移从而被剥落,其表面疏水性得到最大的恢复. 通过研磨操作,使固有的亲疏水性能得到最大程度的差异化,极大提高了浮选分离的效率.
球磨浮选是一种有前景的物理回收方法,Yu等[12]通过研究球磨改性过程物化性能的变化,提出了LiCoO2与石墨颗粒的交互模型,为球磨浮选提供了理论支撑. 结果表明混合球磨可实现石墨层状结构的剥离和石墨层的断裂,该工艺同时可避免物料的过度粉化进而降低浮选过程的颗粒物污染.为提高浮选效率和减少污染物排放,Liu等[13]提出了一种冷冻球磨辅助泡沫浮选分离LiCoO2和石墨的方法,低温球磨不仅避免了有机物的挥发和二次污染,有机黏结剂同时因低温变脆而被高效去除. 浮选过程中,石墨黏附在泡沫中进入泡沫层,而LiCoO2停留在悬浮层,实现正极和石墨的分离.
为降低浮选法试剂的消耗,Wang等[14]提出了一种简单、绿色的水处理方法,实现从失效磷酸铁锂电池中回收石墨. 该工艺利用石墨中的残留Li与水反应生成H2,从而促进电解液的分解和打开石墨中Li+传输通道,提高了回收石墨的电化学性能. 经100次循环后,回收的石墨电化学容量仍有345 mA∙h∙g-1,与商业石墨的347 mA∙h∙g-1性能相当. 此外,此法不需要化学试剂的辅助分离,具有极高的性价比. 同时,水溶法得到的滤液可反复使用,滤液中不断溶解锂盐,可实现对石墨中锂的回收,但该方法不能去除负极表面的黏结剂.
物理法流程简单、性价比高、环境友好,但该方法得到的石墨产物杂质含量高,只能降低使用.为提高石墨回收产物的附加值,需要对其进行深度净化和改性,满足商业石墨的性能要求.
2.2 湿法浸出
由于废旧石墨中含有Li、Al、Cu、Fe等杂质元素,为提高石墨的纯度,采用酸、碱或其他溶液溶解杂质元素,实现杂质元素的去除和有价金属的回收. 在湿法浸出过程中,一般选用HCl、H2SO4、H3PO4、HNO3等无机酸作为浸出剂.
为提高杂质元素的去除效率,Yang等[15]首先采用两段焙烧获得废旧石墨,即在氩气气氛下经400 ℃左右焙烧1 h,将电解液和黏结剂分解去除;然后在空气条件下500 ℃焙烧1 h将废旧石墨中的金属铜氧化为氧化铜. 废旧石墨再采用盐酸溶解杂质元素,最后通过调整溶液pH回收铝、铜以及锂. 研究结果表明,在优化添加条件下:HCl浓度为 1.5 mol·L-1、固液比为1∶10、80 ℃下反应60 min,锂、铜和铝几乎全部溶解. 同时,经500 ℃焙烧后的石墨呈不规则形状,粒径约为10~50 μm,与原始石墨相比,再生石墨粒径更小且杂质含量低. 在37.2 mA·g-1电流密度下,再生石墨的初始比容量达到591 mA∙h·g-1,远高于商业石墨的372 mA∙h·g-1.高比容量可能是由于酸浸降低了再生石墨的厚度和尺寸,同时提高了层间距和孔径[16-17]. 通常,破碎分选得到的废旧石墨中混有少量的正极材料,在酸性条件下需要氧化或还原将其溶解去除. 如Guo等[18]针对石墨中混有铜、锂、三元正极粉等杂质元素,采用盐酸为浸出剂、H2O2为氧化剂回收锂和溶解杂质元素. 负极石墨中的锂主要存在于固体电解质界面相(Solid electrolyte interphase,SEI)中,主要包含ROCO2Li(烷基碳酸盐)、CH3OLi和Li2O等可溶性锂盐,以及Li2CO3、LiF等不溶性盐,浸出过程主要的化学反应如下:
通过优化工艺条件,在HCl 浓度为3.0 mol∙L-1、固液比为1∶50、HCl:H2O2体积比为10∶1、80 ℃反应90 min的条件下,锂的浸出率达到99.4%. 同时由于H2O2的还原作用,将石墨中高价氧化物如Co3+还原为Co2+,提高了杂质元素的溶解效率.
硫酸价格便宜、挥发性低,对设备腐蚀性小,是最为常用的浸出剂. 杨生龙等[19]采用硫酸溶液作为浸出剂,讨论了硫酸浓度、浸出温度和时间对锂的浸出及石墨与铜箔分离的影响,发现在稀硫酸(0.9 mol∙L-1)中浸泡5 min即可完全分离铜箔与负极石墨;在硫酸浓度为1.8 mol∙L-1、固液比为3∶50、40 ℃反应50 min条件下,石墨中锂的浸出率达到98%以上,石墨回收率达到93%. 石墨负极在分离过程中,铜、铁、以及少量的正极粉(如三元正极粉)等杂质不可避免地进入废旧石墨中. 为进一步提高杂质的去除效率,在硫酸体系中,H2O2既可以作为氧化剂将铜、铁等氧化,也可以将三元正极材料还原成低价氧化物后溶解. Ma等[20]采用5 mol∙L-1H2SO4和质量分数为35%的H2O2在室温下浸出废旧石墨粉末,去除杂质元素,经离心、洗涤、干燥,然后与NaOH在500 ℃下焙烧40 min,最终获得纯化石墨,纯化后的石墨纯度分别由原始石墨和水浸后纯度的78.23%、85.88%提高至96.91%,石墨回收率约为60%. 此外,硫酸和过氧化氢浸出提高了石墨层间距,碱焙烧有助于恢复石墨的晶体结构.纯化石墨在0.1C倍率下放电容量为377.3 mA∙h∙g-1,但100次循环后容量仅为84.63%,循环性能较低,需要进一步提高电化学性能.
为提高杂质元素去除效率,Zhu等[21]采用氢氟酸为浸出剂,在恒压条件下浸出废旧石墨,同时采用氢氧化钠调节浸出液pH,将浸出液中Ni、Co、Mn、Al等有价金属析出,最后通过蒸发结晶回收NaF.在优化条件下:HF浓度为12%、固液比为1∶25、在60 ℃下反应180 min,石墨回收率达到91.86%,纯度达到99.5%并满足商业石墨的要求. 副产物NaF纯度高于99%、F元素的损失率小于0.5%,消除了其对环境的污染. 此外,研究还表明回收1 kg废旧石墨的经济效益为2.466元,且经两个HF循环后收益超过31元.
由于无机酸浸出不仅产生大量含酸废水,同时也产生酸雾、Cl2、SO2等有害气体,二次污染较严重. 为此,绿色环保、可降解的有机酸浸出体系受到人们的关注. Yang等[22]提出了采用柠檬酸浸出废旧石墨中的锂并除杂的方法,首先将失效的负极材料在管式炉中450 ℃焙烧1.5 h去除黏结剂和电解液,并将铜箔和负极石墨分离;然后将石墨粉置于500 ℃马弗炉内焙烧1 h氧化残余的铜和铝,最后用草酸浸出锂、铜、铝等杂质元素. 在优化条件下:柠檬酸浓度为0.2 mol∙L-1、固液比为1∶50、在90 ℃下反应50 min,锂的浸出率达到97.58%,再生的石墨在0.5C下循环80次后放电容量达到330 mA∙h∙g-1,库仑效率保持在99%以上,电化学性能优良.
为了提高负极材料的回收效率,实现石墨与铜箔分离、石墨纯化与结构修复同步进行,Xiao等[23]采用过硫酸铵作为浸出剂,充分利用其酸性和氧化特性,实现了废旧石墨的高效回收. 在优化条件下:过硫酸铵浓度为0.8 mol∙L-1、固液比为3:50、在80 ℃浸出60 min,再生石墨中铜、锂、铁、铝的质量分数分别由96.32×10-6、56.54×10-6、2.75×10-6、1.95×10-6降至1.39×10-6、0.21×10-6、0.03×10-6、0.02×10-6. 此外,再生石墨具有良好的电化学性能,在0.1C倍率循环100次后放电容量保持在365.3 mA∙h∙g-1,在1C倍率循环500次后容量为330.2 mA∙h∙g-1. 研究表明过硫酸铵有利于去除废旧石墨中的杂质,其强氧化性将再生石墨的层间距从0.336 nm提高至0.368 nm,进而提高了锂离子在层间的扩散速度,改善了石墨的倍率性能. 表1总结了部分浸出工艺的预处理方式、浸出条件及浸出效果.
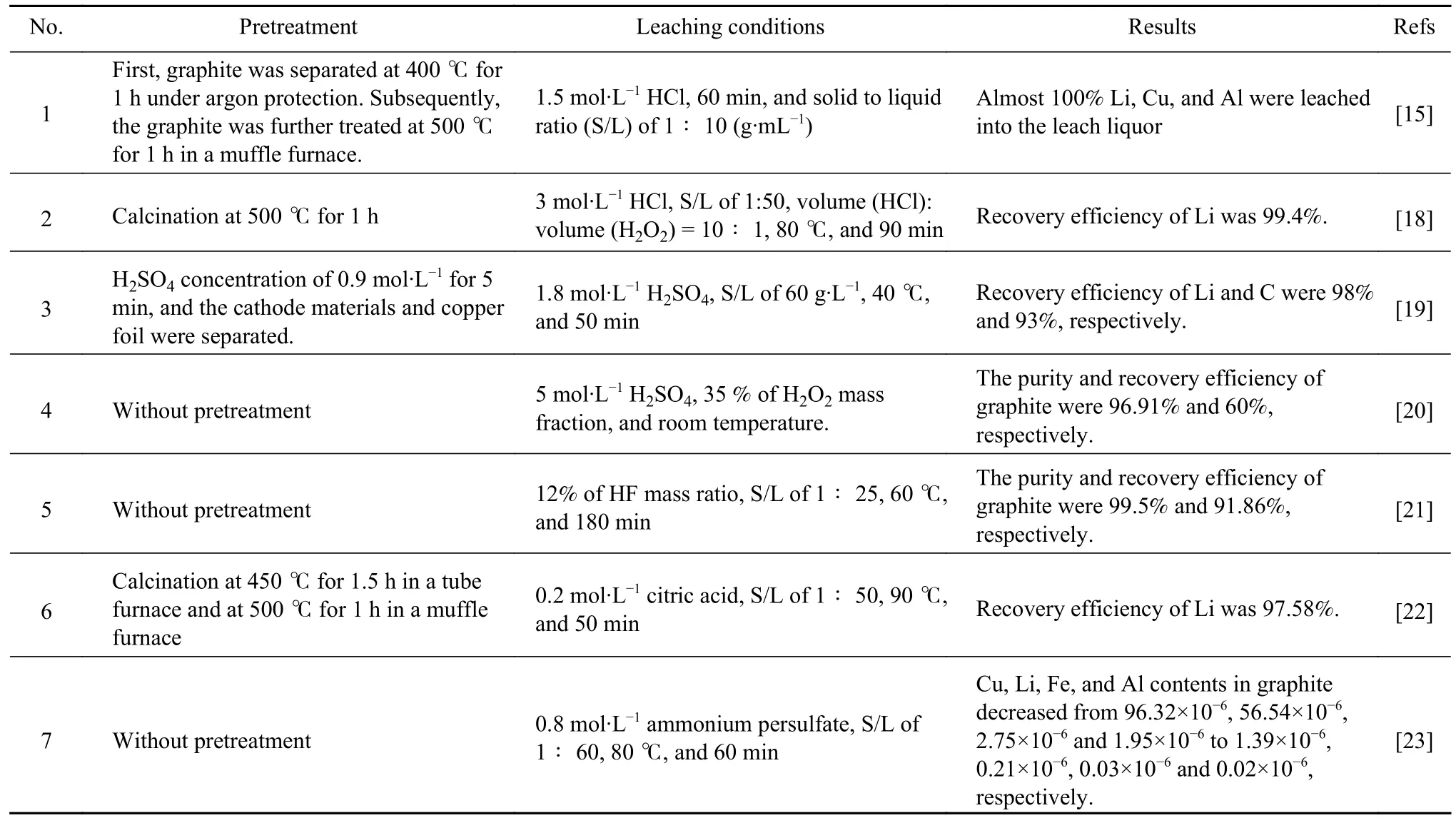
表1 湿法浸出工艺及效果Table 1 Hydrometallurgical leaching processes and their results
综上,湿法浸出可以有效去除废旧石墨中的杂质元素,改善电化学性能. 然而,由于充放电过程中负极石墨晶体结构损伤严重,虽然酸浸过程对石墨结构有一定的修复作用,但仍达不到商业石墨的要求,需要进一步修复.
2.3 火法
高温煅烧是修复石墨晶体结构最常用的方法,同时也是去除挥发性杂质的手段,进一步提高石墨的纯度. Li等[24]采用无氧焙烧和湿式磁选分离LiCoO2和石墨粉,即首先将失效电池破碎分选后得到LiCoO2和石墨粉混合物,然后将其在1000 ℃无氧煅烧30 min,最后采用磁力搅拌分离各组分.LiCoO2和石墨粉经高温焙烧转化为金属钴粉、Li2CO3和石墨,湿法磁力搅拌过程中金属钴粉被吸附在磁子上、Li2CO3溶解在水中、石墨沉积在底部,Co、Li和石墨的回收率分别为95.72%、98.93%和91.05%. 该方法工艺流程简单,有价组分回收率高,但没有讨论和分析再生石墨的纯度和性能.Yi等[25]提出了一种简单高效回收失效锂离子电池中石墨的方法,即通过高温煅烧和筛分获得了纯度为99.5%以上的再生石墨. 在氮气气氛中,将负极在1400 ℃下煅烧4 h,然后通过超声振动和筛分即分离集流体和石墨粉. 研究结果表明超过80%质量分数的铜粒径高于200目,而77.53%质量分数的石墨粒径小于30目. 此外,再生石墨的电化学性能优异,在1C倍率循环100次后放电容量为360.8 mA∙h∙g-1,性能几乎不衰减. 然而,再生石墨晶体结构仍存在缺陷,导致初始库伦效率仅约为63%.
为进一步修复石墨结构,需要更高的煅烧温度. Yang等[26]通过石墨化法去除废旧石墨负极中的杂质元素,首先通过去离子水浸出可溶性杂质,干燥后在氩气条件下分别以2200 ℃和2600 ℃煅烧30 min获得再生石墨. 结果表明,高温煅烧将石墨中杂质元素如钠、氟、氧、铝等气化挥发,石墨纯度由初始的63.64%分别提高到2200 ℃的99.56%和2600 ℃的100%,同时再生石墨形貌均匀且高度石墨化,层间距约为0.34~0.37 nm. 2600 ℃煅烧得到的再生石墨表现出较好的可逆容量,在0.1C倍率下循环50次容量达到460.1 mA∙h∙g-1,1C倍率下循环黏结剂4次容量为426.1 mA∙h∙g-1和300次后仍保持在263.0 mA∙h∙g-1. 为了揭示石墨再生机理,Yu等[27]研究了不同热处理温度、时间、气氛(N2、Ar和He)等条件对石墨结构修复的影响规律,采用原位X射线衍射结合高分辨率透射电镜和拉曼光谱对其修复情况进行了系统表征. 主要得到以下结果:(1)石墨纯度通过物理分离和湿法化学浸出达到99.85%,含量最高的金属元素为铜(0.007%),其次为锂、钠和锌(0.003%);(2)较佳的煅烧条件为3000 ℃保温6 h,热处理后的石墨(002)层间距为0.33612 nm,与完美石墨晶体的0.33540 nm层间距接近;(3)N2气氛最有利于提高石墨化度,这是由于负极中残余的Li与N2反应生成Li3N提高了碳的活性,He、Ar和N2气氛下石墨化程度分别为90.58%、86.86%和91.16%;(4)结构修复后的再生石墨初始充电容量为352.5 mA∙h∙g-1,而循环1000次后容量保持率达到97.3%.
综上,高温煅烧具有较好的除杂和石墨化效果,且温度越高效果越好. 但该工艺能耗高,且造成部分碳的损失,降低了石墨的回收率,提高了处理成本. 为此,绿色低碳、低成本、高效再生石墨工艺成为研究的重点.
2.4 其他方法
为降低石墨负极回收能耗和成本,电解、CO2亚临界萃取、微波煅烧等技术也用于回收石墨. 在石墨负极回收过程中,有机电解液的回收通常被忽略,不仅造成有价组分的流失,同时引起环境污染. 为此,Rothermel等[28]提出了在热处理前,采用CO2亚临界萃取电解液,防止石墨表面生成磷、氧化物等杂质. 研究结果表明,该方法回收了90%以上的电解液,净化了废旧石墨,得到的石墨具有优异的电化学性能.
针对石墨回收工艺复杂、成本高、二次污染严重等问题,Cao等[29]以Na2SO4溶液为电解液、废旧石墨为阴极、商业石墨为阳极,提出了一种电化学方法回收分离负极中的石墨和铜箔. 讨论了电压、电极间距、电解质浓度等对电解过程的影响,发现当极距为10 cm、Na2SO4质量浓度为1.5 g∙L-1、电压30 V下电解25 min条件下,铜箔和石墨完全分离. 由于黏结剂和导电剂没有去除,回收的石墨纯度约为95%,同时电化学性能较好,在0.1C倍率下放电容量达到427.81 mA∙h∙g-1,在0.5C倍率下循环100次后保持率为87.4%. 该方法具有较好的经济效益,每处理1 kg负极材料利润达到10.143美元.
与传统高温煅烧相比,微波煅烧具有加热速度快和选择性好等优点,而石墨的吸波性能好,因此通过微波煅烧可以降低能耗. 针对焙烧和杂质去除后的废旧石墨,Hou等[30]在空气气氛中采用微波在800 W下处理15~40 s,提高了石墨的层间距,打开了锂离子的迁移通道,从而提高了再生石墨的电化学性能. 经过处理15 s后的再生石墨的放电容量超过了400 mA∙h∙g-1,远高于商业石墨放电容量(约300 mA∙h∙g-1);此外,再生石墨的容量保持率和初始库伦效率分别达到96%和84%,充放电效率和电容量大幅提高. 微波处理技术还可以直接用于从失效负极中分离和再生石墨[31]. 采用微波高温煅烧可以迅速让负极中的黏结剂和电解液挥发,实现废旧石墨与铜箔的分离,同时废旧石墨中的锂通过微波辐射转化为碳酸锂,可以直接通过CO2水浸回收. 再生石墨中氟含量由15.87%降至0.28%,纯度大幅提高.
为提高石墨化度,Chen等[32]提出了采用硫酸预处理和钴盐催化的方法,在N2气氛900 ℃焙烧4 h获得再生石墨. 硫酸浸出去除了大部分锂、铝、铁等杂质,经焙烧后的碳质量分数由废旧石墨的90.4%提高至98.1%. 再生石墨在0.1C下初始容量为358 mA∙h∙g-1,1C下循环500次后容量为245.4 mA∙h∙g-1.
锂离子电池在充放电过程中,存在界面反应及其他不可逆反应,形成SEI层等造成活性锂损失,降低了电池容量和能力密度,缩短了循环寿命[33].为解决该问题,通过预锂化对电极材料进行补锂,抵消SEI膜造成的不可逆锂损耗. Xu等[34]采用功能性溶液处理化学预锂化电极片,利用自发的化学反应形成人工界面保护层,增强了界面离子传输,改善了石墨负极的快充性能,石墨电极的初始库仑效率为129.4%,在3C下的高容量为170 mA∙h∙g-1.Sabisch等[35]以废旧锂离子电池负极石墨为原料,采用碳酸二甲酯(DMC)和N—甲基—2—吡络烷酮(NMP)去除电解质、黏结剂,利用石墨表面的SEI膜中的锂作为再生石墨预锂化的锂源,实现废旧石墨的预锂化再生. 与未使用过的石墨负极相比,预锂化的石墨负极第1圈循环的容量损耗约减少10%,为石墨负极的回收提供了新思路.
3 石墨改性再生技术
为进一步提高再生石墨的性能及其附加值,需要对再生石墨进行改性,如元素掺杂、碳包覆、复合等.
3.1 元素掺杂
由于湿法浸出二次污染和火法高温煅烧能耗高,亟需研发绿色低成本再生石墨方法. 元素掺杂可以有效提高石墨电化学性能,获得高容量、长寿命的再生石墨. N或B在石墨边缘的掺杂能改变局部电子结构和调整Li插层行为,是提高电解质与石墨界面性能的有效方法,有望提高倍率性能和耐久性[36]. Markey等[37]用硼酸预处理和短时间退火修复了废旧石墨的成分和结构缺陷,同时在石墨颗粒表面生成了功能性的硼掺杂,获得了具有高电化学活性和良好的循环稳定性的再生石墨,如经1050 ℃焙烧得到的再生硼掺杂石墨初始电容量为330 mA∙h∙g-1,且循环100次后仍保持在333 mA∙h∙g-1. 研究结果表明,废旧石墨中残留的锂是再生石墨性能缺陷主要原因,通过硼掺杂可以修复该缺陷. 硼掺杂改性再生石墨工艺简单,且硼酸成本低、环境友好,为失效锂离子电池石墨负极再生绿色可持续提供了新的发展方向.
Xu等[38]以盐酸处理后的废旧石墨为原料,与尿素混合均匀获得前驱体,然后通过气相剥离和元素掺杂制备了氮掺杂、层间距增大的再生石墨.在0.1C倍率下循环200 次后容量为465.8 mA∙h∙g-1,在4C下仍具有143.5 mA∙h∙g-1,容量约是商业石墨的2倍. 由于石墨N和C不反应,而N元素分别以质量分数为42.28%的吡啶氮、质量分数为54.37%的吡咯氮和质量分数为3.35%发石墨氮形式存在,非石墨氮质量占比超过96%,对Li+吸收非常活跃,有利于提高Li+储存性能.
3.2 碳包覆
碳包覆是通过在石墨表层包覆一层无定形碳或者其他碳材料改善石墨倍率性能,主要是将石墨粉与包覆剂(葡萄糖、沥青、树脂)等混合,经固化—热解—炭化获得包覆材料,包覆层主要起到以下作用:(1)防止电解液的共嵌入,降低石墨的不可逆容量;(2)防止石墨在充放电过程中的石墨层的剥离、粉化,提高循环稳定性;(3)无定形碳能够填充入孔隙中,提高石墨的振实密度,降低其比表面积.
Yi等[39]研究了不同包覆材料对废旧石墨性能的影响,首先通过1400 ℃真空热解和筛分获得回收石墨,然后将蔗糖、淀粉和葡萄糖完全溶解后加入回收石墨超声、水浴加热搅拌直至蒸干,得到前驱体置于N2气氛中在800 ℃下碳化1 h,分别获得了蔗糖、淀粉和葡萄糖涂层的再生石墨. 随着碳源的演变,碳涂层的厚度和孔隙随着官能团的变化而变化,石墨化度从高到低分别为:无包覆>葡萄糖包覆>蔗糖包覆>淀粉包覆. 这是由于当包覆链长于淀粉时,碳原子很难在低温下重排成有序石墨结构,而且碳含量越高其石墨化程度越低. 当使用质量分数为10%的蔗糖作为碳源时,基于活性位点的增加和折叠结构的形成,首次循环后库仑效率从14%提高到86.89%,100次循环后容量为384.9 mA∙h∙g-1,保持率超过99.99%,性能可与商业石墨相媲美.
Ma等[40]以乙二醇为碳源,采用微波剥离和喷雾干燥制备无定型sp2+sp3碳包覆再生石墨;同时通过溶胶凝胶法合成神经网络sp2+sp3结构的碳包覆再生石墨. 与商业石墨相比,制备的碳包覆再生石墨在0.1C倍率下循环100次后从360.7 mA∙h∙g-1提高至409.7 mA∙h∙g-1,循环稳定性、倍率性能、电压平台等性能均与商业石墨相当.
Zhang等[41]提出了采用酚醛树脂为碳源包覆负极材料的再生工艺,主要分为以下两步:(1)将回收的负极在空气中热处理以除去导电剂、黏结剂和增稠剂;(2)在废旧石墨表面用酚醛树脂涂覆一层热解碳,得到再生包覆石墨. 研究发现,经600 ℃焙烧在石墨表面形成了无定型热解碳层,类似于无序纳米线,热解碳在石墨薄片间形成了连续的导电网络,从而提高了导电性,同时再生石墨的层间距也明显提高. 再生石墨的技术指标都超过了具有相同类型的中端石墨,在0.1C倍率下初始放电容量为347.2 mA∙h∙g-1,循环50次后放电容量为342.9 mA∙h∙g-1,容量保持率为98.76%. 然而,作为涂覆剂,酚醛树脂与石墨颗粒亲和力差,同时其完全碳化温度约为950 ℃,能耗较高.
沥青因高效、经济等优点适合于石墨涂覆剂,Gao等[42]对废旧石墨硫酸固化—酸浸—煅烧等工艺除杂,石墨纯度提高至99.6%,然后采用0~20%质量分数的沥青涂覆在纯化石墨表面,在氩气气氛下经800 ℃焙烧2 h后得到沥青包覆石墨. 研究发现,当石墨涂覆质量分数由0提高至10%时,石墨颗粒(d50)由14.33 μm增长至15.52 μm,形成的较薄的无定型碳层起到阻止电解液渗入的作用;而当石墨涂覆量由10%提高至20%时,石墨颗粒(d50)增长至17.16 μm,较厚的无定型碳层将阻碍Li+的迁移,进而降低石墨的可逆容量. 当沥青添加质量分数为10%时获得的再生包覆石墨在0.1C倍率下初始可逆容量为335.4 mA∙h∙g-1,50次循环后容量保持率为96.6%,超过了未包覆的石墨的94.8%. Da等[43]通过KOH-NaOH焙烧和酸浸深度去除石墨中的杂质,发现纯化石墨存在小碎片、基体破碎和坑槽等缺陷,采用沥青涂覆到石墨表面并经过1100 ℃煅烧修复后表面变得平滑. 沥青涂覆后经高温煅烧与石墨颗粒间通过外延生长的方式形成了锂离子传输通道,进而提高了包覆石墨的电化学性能,在1C倍率时容量为122 mA∙h∙g-1,循环500次容量保持率达到85.8%,符合商业石墨要求.
Xiao等[44]提出了一种直接再生废旧石墨的方法,以沥青为包覆碳的碳源、废旧石墨为核,通过液相浸渍法制备沥青裂解碳包覆石墨材料. 在0.1C倍率下的初始比容量高达403 mA∙h∙g-1,远高于石墨理论容量的372 mA∙h∙g-1,且在循环100次后可逆容量为394 mA∙h∙g-1,容量保持率为97.8%.与传统高温煅烧石墨相比,该方法不仅能耗低且绿色无污染,且性能优异.
综上,在碳包覆前通常需要预处理去除废旧石墨中的杂质,然后再煅烧重构和碳包覆石墨. 与废旧石墨和商业石墨对比,碳包覆石墨具有优异的电容量和循环性能,主要是由于碳包覆改善了层间距、微孔和形貌,减少了气孔缺陷,提高了石墨化度.
3.3 复合
随着科技的不断发展,石墨负极产品的比容量已经接近理论上限,难以满足高能量密度电池的需求,高比容量负极成为关注的热点. 硅、锡等具有很高的比容量,如硅理论容量高达4200 mA∙h∙g-1,是石墨负极的10倍以上,但由于充放电过程产生严重体积变化,降低了电池的循环性能. 研究发现,通过与石墨复合,硅、锡等作为复合材料中的活性物质提供容量,石墨作为载体,缓冲体积膨胀,提高循环稳定性和倍率性能.
Xu等[45]以废旧石墨和纳米硅为原料,首先将纳米硅、聚乙烯吡咯烷酮、葡萄糖、甲基纤维素混匀球磨2 h,然后加入废旧石墨再球磨2 h,得到的产品干燥后在800 ℃焙烧3 h碳化,最终获得硅/石墨复合材料. 研究发现,少量的Ni、Co、Cu等过渡金属残留在废旧石墨表面,这些过渡金属可以自发与硅形成化合物,抑制充放电过程硅纳米粒子体积变化. 制备的复合材料在0.05 A∙g-1电流密度下初始放电容量为1321.8 mA∙h∙g-1,在1.0 A∙g-1下循环400次的保持率为69%. 该方法为高性能硅/石墨负极的制备提供了参考和借鉴. 为充分利用废旧石墨的多孔结构,Ruan等[46]将纳米硅嵌入,有效缓解了体积膨胀,提高了循环寿命;同时在硅碳复合材料表面包覆无定形碳获得石墨/硅@碳涂层复合材料,进一步提高电化学性能,在0.5 A∙g-1电流密度下循环300次后比容量为434.1 mA∙h∙g-1,保持率为92.47%.
金属氧化物具有较高的理论容量,受到广泛关注. 如SnO2理论比容量达到782 mA∙h∙g-1,且放电电位低,应用前景广阔. 但因电导率差、锂离子脱嵌过程中产生巨大的体积膨胀,致倍率性能和循环稳定性差,限制了推广应用[47]. 为此,通过与石墨复合,抑制体积变化,提高其电化学性能成为研究的热点. Zhu等[48]利用废旧石墨和SnCl2熔融焙烧制备纳米二氧化锡/石墨前驱体,然后与沥青混匀焙烧碳化合成高性能纳米锡/石墨@碳涂层复合材料. 该复合材料的首次库伦效率为85.09%,在100 mA∙g-1电流密度下可逆比容量为650.9 mA∙h∙g-1.在500 mA∙g-1电流密度下循环500次后比容量为607.6 mA∙h∙g-1,电容保持率达到82.82%,具有高比容和稳定的循环性能.
失效锂离子电池正极和负极同步回收不仅可以避免预处理过程的分离工序以及分离不彻底的问题,同时获得电化学性能优异的复合材料. Ye等[49]利用LiCoO2失效锂离子电池的正极和负极制备高性能复合负极材料CoO/CoFe2O4/膨胀石墨,即通过H2SO4和FeSO4还原浸出锂和钴,然后采用硫酸、高锰酸钾将废旧石墨氧化为膨胀石墨,最后通过溶剂热法将锂、锂浸出液与膨胀石墨结合形成复合材料. 该方法具有工艺简单、反应可控等优点,同时有效分离和回收锂. 结果表明,CoO/CoFe2O4/膨胀石墨负极具有高循环稳定性,在1.0 A∙g-1条件下循环700圈后的容量为890 mA∙h∙g-1;在5.0 A∙g-1时容量达到208 mA∙h∙g-1. Xiao等[50]以LiNixCoyMn1-x-yO2/LiNixCoyAl1-x-yO2和废旧石墨为原料,首先通过NaOH溶液将正负极分离,然后采用H2SO4和KMnO4混合溶液氧化石墨插层,再将石墨、正极材料和气态硫通过球磨混匀,最后正负极混合物在Ar/H2气氛下600 ℃焙烧2 h后水浸提锂,最终获得碳-金属硫化物复合的负极材料. 由于金属硫化物与重构石墨之间紧密接触的协同效应,制备的负极具有优异的储锂能力和循环稳定性. NCMS/C和NCAS/C负极在0.2 A∙g-1电流密度下循环200圈后的比容量分别为900.4 mA∙h∙g-1和830.5 mA∙h∙g-1. 该方法实现了正极和负极同步资源化利用,不仅降低了环境风险,还提高了资源利用率. 表2总结了废石墨改性方法及再生石墨性能.
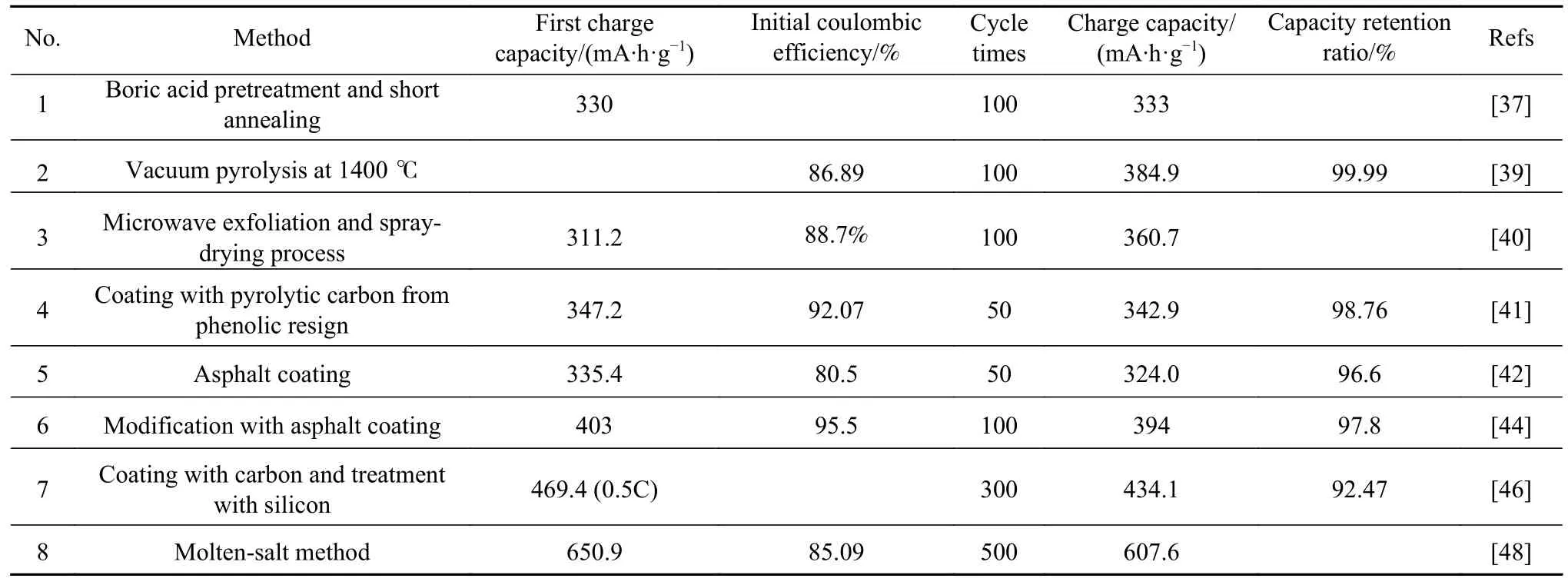
表2 废石墨改性方法及再生石墨性能Table 2 Modification of spent graphite and performance of batteries
4 石墨负极再利用
废旧石墨除再生用于锂离子电池负极外,还可以用于制备其他功能材料,如石墨烯及氧化石墨烯、电容、吸附剂、催化剂等.
4.1 石墨烯及氧化石墨烯
基于废旧石墨的层间距扩大、范德华力减弱、表面结构缺陷等特点,与普通石墨相比更易剥离与分散,是制备石墨烯类材料的理想原料. Wang等[51]以除杂后的废旧石墨为前驱体,制备了还原氧化石墨烯,分析比较了以商用石墨制备的氧化石墨烯的性能,结果表明以废旧石墨制备还原氧化石墨烯具有良好的催化臭氧氧化活性,且与商用石墨制备的石墨烯相比,其比表面积高8%. Li等[52]以废旧石墨为原料,采用浓硫酸、高锰酸钾和过氧乙酸三元体系氧化还原一锅法合成了还原氧化石墨烯. 通过X射线衍射、光电子能谱、透射电镜、傅立叶变换红外光谱等表征手段发现制备的还原氧化石墨烯和商业还原氧化石墨烯具有相似的微观形貌和结构特征,其产率高达61.2%,可大规模应用. 与天然石墨相比,废旧负极石墨制备石墨烯类材料可有效降低成本和提高产率,推广应用具有较大优势.
4.2 电容器
废旧石墨也可以用于制备超级电容、锂离子或钠离子电容器. Schiavi等[53]提出了一种采用失效锂离子电池合成不对称超级电容器,以回收的钴纳米线和石墨分别为电容器的阳极和阴极,电容器的比电容达到42 F∙g-1,最大能量密度约为9 W∙h∙kg-1,在2.5 mA∙cm-2电流下功率密度为416 W∙h∙kg-1,性能接近同类超级电容器最高水平[54]. Zuo等[55]以废旧石墨负极为碳源,充分利用废旧石墨增大的层间距、表面缺陷和残留的锂,采用化学氧化和超声辅助制备了氧化石墨烯纳米碎片(oxCNFs),其长度为15 nm~2.0 μm,且均匀分散在水溶液中,在180 ℃下水热反应12 h后还原为石墨烯纳米碎片(CNFs). 研究发现CNFs表面有大量的缺陷和官能团,影响其电化学性,将其加入至苯胺中,CNFs/聚苯胺复合材料在2 mV∙s-1下放电容量为365.4 F∙g-1,与聚苯胺相比提高了80.5%. Divya等[56-57]研究了以废旧石墨为原料合成锂离子电容器,在制备锂离子电容器前,再生石墨通过预锂化形成石墨插层化合物(LiC6),获得的双碳锂离子电容器在有机溶剂中的功率密度为0.319 kW∙kg-1的条件下最大能量密度为185.54 Wh∙kg-1. 此外,他们进一步以LiPF6为电解质、四乙二醇二甲醚为溶剂,研究了废石墨中锂离子在该体系的共插层现象,合成的乙二醇二甲醚基锂离子电容器在室温下的最大能量密度为46.40 Wh∙kg-1[58].
上述研究表明废旧石墨为原料制备的电容器具有成本低、性能好等特点,为废旧石墨高值化利用提供了一种思路. 然而,废旧石墨的缺陷和官能团对电容器的影响机理尚不明晰,同时也缺乏与其他同类炭材料制备电容器的性能对比,需要进一步深入研究.
4.3 其他应用
废旧石墨独特的性能如多孔结构、表面官能团等,非常适合用于制备吸附剂,用于吸附重金属、磷酸盐、有机污染物等. Nguyen和Oh[59]评估了废旧石墨对重金属(Pb、Ba和Cd)和有机物的吸附效果,其对Pb的吸附效果好于Ba和Cd,最高吸附容量为43.5 mg∙g-1;对二氯苯酚的吸附效果优于二硝基甲苯和三硝基甲苯,三者最高吸附容量分别为6.5、2.6和2.3 mg∙g-1. 与传统商业石墨和生物质炭相比,废旧石墨对重金属吸附效果较好,对有机污染物效果欠佳,优异的重金属吸附性能主要是由于废旧石墨表面弯曲的碳层结构提高了与金属的电子交换能力. 为提高废旧石墨的吸附性能,Natarajan和Bajaj[60]通过改进的Hummers方法将废旧石墨转化为氧化石墨,并用于吸附剂,研究了吸附剂用量、pH、初始染料浓度、反应温度和时间对吸附效果的影响,表明吸附过程符合拟二级和Elovich动力学方程. 基于氧化石墨与有机染料的电荷相反的静电相互作用以及Π-Π相互作用,对于初始浓度均为1000 mg∙L-1的刚果红和甲基蓝染料,其对刚果红染料最大吸附量为134.1 mg∙g-1,亚甲基蓝几乎100%吸附,达到1000 mg∙g-1. 针对磷元素造成的水体富营养化的问题,Zhang等[61]采用纳米Mg(OH)2修饰废旧石墨表面用于吸附水中超标的磷元素,吸附量达到588.4 mg∙g-1,成为吸附效果最好的材料之一,且具有良好的稳定性,具有良好的工业应用前景.
废旧石墨也可用于制备催化剂,主要用于降解有机物、电化学氧化还原反应等. Zhao等[62]以废旧石墨和铜箔为原料采用一步焙烧合成了高效的多相催化剂(CuO/C),该催化剂在宽pH(3~10)范围对罗丹明B、甲基橙、盐酸四环素等具有显著的降解效果. 废旧石墨也可作为氧化还原反应(ORR)催化剂用于燃料电池领域. Liivand等[63]以废石墨为前驱体制备氧化石墨,然后合成掺氮石墨烯催化剂. 与商业石墨制备的掺氮石墨烯相比,该催化剂具有更好的物理和电化学性能,主要原因是废旧石墨上的缺陷提供了更多的活性N和C空位,进而提高了催化剂活性,且具有更好的阻醇性能和耐用性[64]. 由于废旧石墨生产厂家和失效机制不同,废旧石墨的结构和特性差异较大,进而影响制备的催化剂性能. 为此,废旧石墨的特性与催化剂性能之间的关系需要进一步研究. 表3总结了石墨再利用制备的新型复合材料的原材料、应用和性能.
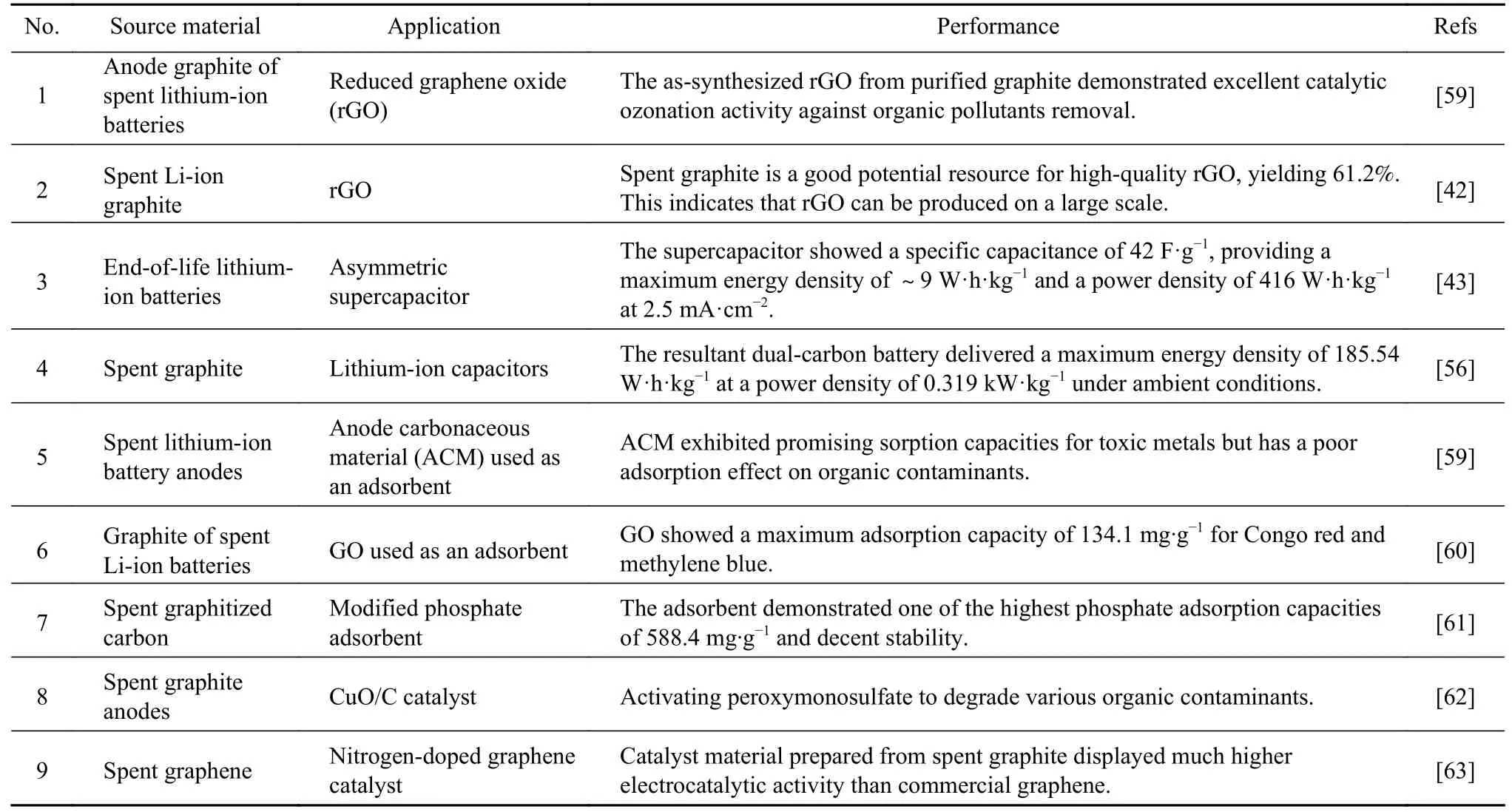
表3 石墨再利用制备的新型复合材料的原材料、应用和性能Table 3 Source materials, applications, and properties of new composite materials produced from reusing graphite
5 总结与展望
随着新能源汽车的市场占有率日益增长,锂离子电池迎来报废潮,其循环利用受到人们广泛关注. 石墨负极是锂离子电池的重要组成部分,废旧石墨的回收利用是锂离子电池循环利用的重要环节. 为此,本文从石墨资源着手,阐明了石墨负极回收的重要性,系统综述了废旧石墨的物理法、湿法浸出、火法、改性等再生方法,力求绿色经济回收石墨产品;此外,还列举了利用废旧石墨制备石墨烯、电容器、吸附剂、催化剂等功能材料的应用情况,为高值化利用提供了思路和支撑.
关于废旧石墨再生,物理法主要是将石墨从失效锂离子电池中分离,虽然工艺简单、物耗能耗低、成本低,但回收的石墨产品纯度不高,只能降级利用,如作为燃料或还原剂,附加值低;湿法浸出是通过硫酸、盐酸、有机酸等化学试剂将废旧石墨中的杂质去除,但结构缺陷依然存在,需要进一步处理,是获得高质量石墨产品的关键工序;火法是通过高温对净化后的石墨进行结构修复,同时在高温条件下将杂质元素气化挥发,进一步提高纯度,实现石墨的再生,但能耗高且成本高.
为降低再生石墨成本、提高其性能,石墨改性再生获得了广泛关注,主要包括元素掺杂、碳包覆、复合等方法. 通过元素掺杂改变局部电子结构、调整Li插层行为,有效提高了石墨的容量和循环寿命,且成本较低,是一种经济有效地提高石墨附加值的方法;采用碳包覆可以改善石墨的层间距、微孔和形貌,减少了气孔缺陷,提高了石墨化度,对提高石墨电化学性能和循环稳定性具有重要作用;此外,石墨通过与高比容量的硅、锡等复合,不仅缓冲了其充放电过程的体积变化,还提高了初始放电容量,附加值高,具有很好的经济效益,也是下一代高性能负极材料重要的研发方向.
基于废旧石墨的层间距扩大、范德华力减弱、多孔结构及表面结构缺陷等特点,适合用于制备其他功能材料,如石墨烯及氧化石墨烯、电容、吸附剂、催化剂等,为废旧石墨高值化利用提供了新的领域. 尽管如此,石墨负极的回收仍处于实验室阶段,尚未建立完善的回收利用体系,依旧面临许多挑战与难题.
首先,在源头上,各锂离子电池或石墨负极材料生产商使用的原料种类、配比各不相同,如石墨原料有天然石墨、人造石墨和复合石墨等,同时锂离子电池的失效原因、失效程度、石墨负极的受损情况也不尽相同. 为此,针对不同原料、不同失效情况的负极石墨,如何进行统一回收,获得均一、高性能的石墨产品是个巨大的挑战.
其次,石墨负极中的电解液、有机黏结剂的绿色安全处置是不可忽视的难题. 当前,在石墨回收过程中,电解液通常挥发或热解去除,不仅浪费了宝贵的资源,同时对环境造成了严重的危害. 氟化物黏结剂的热解产生有害副产物(如HF),需要额外的尾气净化装置. 此外,负极中还含有部分锂、镍、钴、铁、铜等金属,酸浸除杂产生的重金属废水也需要重视.
另外,当前废旧石墨回收工艺较为复杂,物理分离、湿法除杂净化、火法高温结构修复、改性再生等各方法均只能实现单一的目标. 为实现石墨的高效再生,研究杂质元素、结构缺陷、石墨种类等对负极性能的影响,开发短流程低成本再生电池级石墨是今后的发展方向.
最后,针对石墨负极的再生及再利用产品,需要制定相应的产品标准,根据废旧石墨的特点采用相应的工艺进行再生和再利用,实现资源化与高值化利用,推动失效锂离子电池石墨负极回收的产业化应用.
