Mechanical Behavior and Microstructure Evolution during Tensile Deformation of Twinning Induced Plasticity Steel Processed by Warm Forgings
2024-04-11WANGWenZHAOModiWANGXingfuWANGDanHANFusheng
WANG Wen ,ZHAO Modi ,WANG Xingfu ,WANG Dan ,HAN Fusheng*
(1.School of Aerospace and Mechanical Engineering Flight College,Changzhou Institute of Technology,Changzhou 213032,China;2.Key Laboratory of Materials Physics,Institute of Solid State Physics,Chinese Academy of Sciences,Hefei 230031,China;3.School of Physics and Electronic Information,Yan’an Unicersity,Yan’an 716000,China)
Abstract: The mechanical behavior and microstructural evolution of an Fe-30Mn-3Al-3Si twinninginduced plasticity (TWIP) steel processed using warm forging was investigated.It is found that steel processed via warm forging improves comprehensive mechanical properties compared to the TWIP steel processed via cold rolling,with a high tensile strength (Rm) of 793 MPa,a yield strength (RP) of 682 MPa,an extremely large RP/Rm ratio as high as 0.86 as well as an excellent elongation rate of 46.8%.The microstructure observation demonstrates that steel processed by warm forging consists of large and elongated grains together with fine,equiaxed grains.Complicated micro-defect configurations were also observed within the steel,including dense dislocation networks and a few coarse deformation twins.As the plastic deformation proceeds,the densities of dislocations and deformation twins significantly increase.Moreover,a great number of slip lines could be observed in the elongated grains.These findings reveal that a much more dramatic interaction between microstructural defect and dislocations glide takes place in the forging sample,wherein the fine and equiaxed grains propagated dislocations more rapidly,together with initial defect configurations,are responsible for enhanced strength properties.Meanwhile,larger,elongated grains with more prevalently activated deformation twins result in high plasticity.
Key words: TWIP steel;twinning;mechanical property;deformation mechanism;microstructure
1 Introduction
In recent years,high-manganese,twinninginduced plasticity (TWIP) steels have been one of the most attractive structure materials due to their unique comprehensive mechanical properties,particularly their extremely high ductility[1,2].As the name suggests,the excellent mechanical properties of TWIP steels originate from considerable mechanical twins that are formed in the plastic deformation process and are beneficial to uniform elongation which is known as the so-called TWIP effect[3].A fully austenitic structure and stacking fault energy (SFE) that ranges from 18 to 45 mJ/m2are among the conditions that are essential to produce the TWIP effect[4,5].Although Fe-Mn-Si-Al TWIP steels have excellent ductility,they have relatively low strength,which is usually lower than 600 MPa at the elongation of 70%[6].This lack of strength would be a major limiting factor to their applications in vehicles,ships and mechanical apparatus,etc.Therefore,improvement of the strength of TWIP steels has been an important subject of related research and applications.In recent years,a number of studies have been carried out with the aim to enhance the mechanical properties of traditional TWIP steels or develop a new generation of TWIP steels.The most commonly used technologies include grain refinement through hot and cold plastic working combined with recrystallization annealing.It has been shown that severe plastic deformation such as equal channel angular pressing followed by annealing can produce nano-sized grains and very high strength in TWIP steels[7,8].High-pressure torsion deformation processing was shown to generate a gradient grain microstructure and greatly improved overall strength and plasticity[9].Cold rolling and varied annealing technologies can result in different combinations of strength and ductility,with the highest strength of 1.35 GPa at the elongation of 5% or over[10-14].These tailoring methods obviously enhance the properties of TWIP steels,but at the same time,they give rise to considerable decay in the property of ductility.This is because the enhancement results from increased dislocation pile-ups due to grain refinement no matter whether hot or cold working is used.According to twinning deformation mechanisms,dislocation pileups are unfavorable for the nucleation and growth of deformation twins and thus will prevent twinninginduced deformation and plasticity[15].An attractive strengthening pathway that introduces the gradation of grain size into materials is becoming a topic of interest with regard to alleviating the inverse strength-ductility dilemma in austenitic steels[16].It is possible to increase the strength of TWIP steels with a lesser effect on ductility by refining grain size and modifying grain morphology.For example,we produced a TWIP steel with column grains via directional solidification,then made a portion of the column grains transform into refined equiaxed grains via rolling and annealing,and finally achieved a column/equiaxed grain coexisted mix structure.This mixed grain structure provided the TWIP steels with excellent comprehensive mechanical properties,wherein the strength was shown to be as high as 595 MPa at the elongation of 85%[17].Based on this consideration,warm forging experiments were conducted to form coarse,deformed grain and fine,equiaxed grain coexisted microstructures in a TWIP steel.The microstructure and mechanical behavior were characterized,and the evolution of twins and the interaction with dislocations were investigated in the present study.It is expected that the results could provide useful information that could help improve the mechanical properties of TWIP steels and help better understand the related mechanisms of twinning deformation in these steels.
2 Experimental
Fe-30Mn-3Si-3Al (wt%) TWIP steel was used,which was melted and cast in a vacuum conduction furnace under argon atmosphere.The ingot was firstly homogenized at 1 000 ℃ for at least 2 hours and then hot forged to a square billet with a dimension of 100 mm3.Subsequently,warm forging was carried out at 700 ℃,and round bars with diameters of 80mm were produced.
Dog-bone tensile samples with gauge dimensions of 40 mm×5 mm×2 mm were cut from the center part of the round bars along the direction of forging using an electric spark machine.Tensile tests were performed in a mechanical measuring system (Instron 3 369) at room temperature with a strain rate of 2.5×10-3s-1.Interrupted tests at the true strains of 0.05,0.12,and 0.27 were performed to observe the defect configurations.The specimens used for microstructure observation were cut from the tensile samples.They were mechanically polished down to diamond sizes of 0.25 mm and etched in a solution of 100 mL of C2H5OH,3 g of picric acid and 5 mL of hydrochloric acid (10%).The microstructures were characterized using an optical microscope (Carl Zeiss AX10),a scanning electron microscope (SEM,SU8020) and a transmission electron microscope (TEM,JEM-2010F).
3 Results and discussion
3.1 Mechanical behavior
Figs.1(a) through 1(d) show the curves of engineering stress-strain,the true stress-strain,the strain hardening rate and the strain hardening coefficient against the true strain.The strain hardening rates were numerically computed at various strain values from the measured stress-strain response[18].In this study,chose to plot the strain hardening rate(dσ/dε) and the work hardening coefficient ((dσ/dε)/σ) against the true strain (ε),as shown in Figs.1(c) and 1(d),respectively.From our findings,is seen that there is a visible inflection point in the engineering stressstrain and true stress-strain curve of the as-forged TWIP steel (marked by a circle),which is different to of the findings related to fully recrystallized TWIP steels[19].From the engineering stress-strain curve,the 0.2%offset yield strengthRm,the ultimate tensile strengthRPwas shown to be 682 and 793 MPa,respectively.The typical mechanical properties of the forging sample are shown in Table 1: the yield/ultimate tension strength ratio is 0.86,and the ultimate true stress is 1.11 GPa with a corresponding true strain of 36%.This true strain is larger than those of cold rolling Fe-Mn-Al-Si TWIP steels,which struggle to reach 30%[20].The results outlined above indicate that warm forging can not only improve the plasticity and tensile strength values but also the yield strength value,obtaining a significantly increased yield/ultimate tension strength ratio.This is particularly important and beneficial in relation to a high-impact energy absorption process due to a remarkable increase in the area under the stressstrain curves.
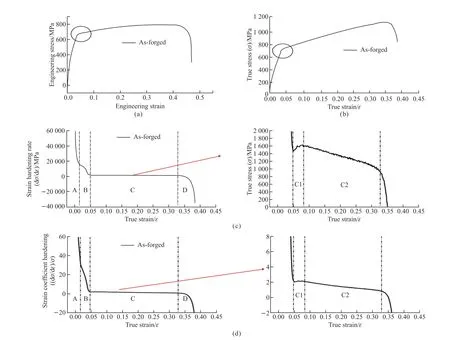
Fig.1 Mechanical behavior of warm forged sample: (a) Engineering stress-strain curve and (b) True stress-true strain curve (there is a visible inflection point marked by a circle in the engineering stress-strain and true stress-strain curve);(c) Strain hardening rate as a function of true strain and (d) Strain hardening coefficient against true strain

Table 1 Tensile property of Fe-30Mn-3Al-3Si steel
From Figs.1(c) and 1(d),the strain hardening rate and strain hardening coefficient show similar patterns to the development of the true strain,where deformation can be divided into four different deformation stages from A to D.Stage A is the initial stage of deformation,where the true strains ranged from 0 to 0.018.The strain hardening rate and strain hardening coefficient all sharply decreased until they reached a value of around 15 and 30 GPa,respectively.Although they continued to decrease within stage B,the rate of decline was obviously reduced.When the true strain was increased to about 0.05,stage C began.Although the strain hardening rate and the strain hardening coefficient seemed to continue to decrease monotonously as the true strain increased,the rate became considerably slower.However,it is worth noticing that stage C is actually composed of two different sub-stages,i e,C1,with the true strain range of 0.05-0.085,and C2,with the true strain range of 0.085-0.33,as shown in the enlarged photo.The maxima appeared at the junction of the two sub-stages.In the final stage,stage D,the strain hardening rate and strain hardening coefficient rapidly dropped again,corresponding to the occurrence of necking and fracturing of the samples.
3.2 Microstructure characterization
3.2.1 Microstructure in the warm-forged state
As shown in Fig.2,the as-forged samples exhibited a complex grain morphology composed of long,strip-shaped grains as well as fine,equiaxed ones with heterogeneous grain sizes.This is completely different from the morphology of deformed grains formed using hot and cold working or the morphology of typical equiaxed grains formed in the annealing state.The large,deformed grains had quite fuzzy boundaries and apparently contained a large number of internal substructures.From the microstructure of the transverse section shown in Fig.2(b),it can be seen that although there were predominantly coarse polygon grains,the number of very fine grains was still considerable,and they were embedded in the boundaries of polygon grains,as indicated by the blue line.This complex grain configuration suggests that partial recovery and recrystallization already took place during warm forging.Due to the relatively low forging temperature and short holding time,the growth of grains was limited,with only a few very fine grains being formed.It is expected that a combination of large and fine grains may have different effects on plasticity and strength,respectively[21].

Fig.2 Metallographic microstructure of the as-forged sample: (a)The axial direction;(b) The transverse section
Fig.3 shows further TEM observations of the asforged sample.It can be seen that there were dense dislocations and dislocation pile-ups distributed around the grain boundaries,as shown in Fig.3(a).The density of dislocations was even high along the boundaries of coarse strip grains,like dense shrubs,as shown in Fig.3(b).Furthermore,deformation twins with low densities and small thicknesses ranging from several nanometers to one hundred nanometers are also shown in Fig.3(c).These deformation twins were much thinner than common annealing twins in TWIP steels[22].Between two twins,dense dislocation networks were formed,as shown in the circled zone in Fig.3(c).Fig.3(d)shows that the micro-twin boundary was parallel to the (111) plane.Obviously,high dislocation densities and tangled dislocation structures are responsible for enhanced mechanical properties in the warm forging state.These complex defect configurations are suggested to seriously impede the dislocations glide and are not only responsible for the obviously increased yield strength but also can make a great of contribution to the final enhanced mechanical properties.

Fig.3 TEM images of the as-forged sample: (a) Dense dislocations and dislocation pile-ups and (b) Dislocation shrubs distributed around grain boundaries;(c) Dense dislocation networks between the two twins;(d) Typical micro-twin
3.2.2 Evolution of microstructures during tensile deformation
Fig.4 through 11 show typical grain morphologies and defect configurations at different tensile stages.At the beginning of the tensile deformation with a true strain of 0.05,no noticeable changes took place in the grain shapes compared to the initial state,as shown in Fig.4.However,the changes seen in the dislocations and twins are significant even though the strain was very small.Considerably increased dislocation pile-ups and networks can be seen beside the grain boundaries,as illustrated by the red circle in Fig.5(a),and meanwhile,microscopic shear bands in the dislocation bushes can also be observed.The number of deformation twins was largely increased,with thickness ranging from 0.05 to 0.1 μm and spacing being larger than 0.1 μm,as shown in Fig.5(b).It is worth noting that nearly all the deformation twins seem to preferentially nucleate and grow nearby the grain boundaries in the large,strip-shaped grains.As can be seen in Fig.1,the strain hardening coefficient in stage B,i e,at the true strains ranging from 0.02 to 0.025,continued to decrease,but the rate became slow.Accordingly,this tendency should be related to rapidly increased density of dislocations,accompanying dynamic recovery as well as the formation of deformation twins[23].

Fig.4 Metallographic microstructure of the as-forged sample at a true strain of 0.05
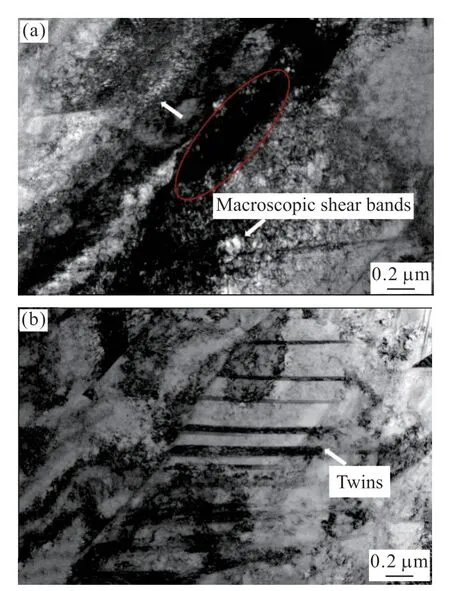
Fig.5 TEM images of the as-forged sample at a true strain of 0.05:(a) Microscopic shear bands in the dislocation bushes;(b)Deformation twins with thicknesses from 0.05 to 0.1 μm and spacing larger than 0.1 μm
As the true strain was increased to 0.12,the surfaces of the samples became slightly rugged and the grains were seriously elongated along the tensile direction,as shown in Fig.6.The elongated grains were filled with slip lines at an angle of around 45° to the tensile direction,indicating planar slip began with the activation of the slip system.

Fig.6 Surface morphology of the as-forged sample at a true strain of 0.12.The elongated grains (marked by red ellipses) were filled with slip lines (at an angle of around 450 to the tensile direction marked by blue lines)
Further TEM observation indicated that the deformation was characterized by the planar slip of dislocations and the formation of stacking faults,as shown in Figs.7(a) and 7(b).The overlapping stacking faults were found to be distributed in the stress concentration region as a result of tangled and dense dislocations[24].As the dislocations glided,dislocation networks were extensively formed,as shown by the white arrows in Fig.7(a).On the other hand,the number of deformation twins were continuously increased in this deformation process.The thickness and spacing of the deformation twins were obviously reduced compared to those in lower strains,as shown in Fig.7(c),suggesting that the twinning system was fully activated at this strain level.As is demonstrated with these findings,the quick development of twinning will cause the hardening rate to rise[25],as presented in the C1stage in Figs.1(c) and 1(d).This may be attributed to intensive interaction between the twins and dislocations that effectively restricted the gliding of dislocations by reducing the dislocation mean free path,thereby limiting the increased amplitude of strain hardening.

Fig.7 TEM images of the as-forged sample at a true strain of 0.12: (a) Planar slip of dislocations and dislocation networks;(b) Stacking faults;(c) Twinning system
As the true strain increased to 0.27,the surface of samples became more and more rugged.The grains became even longer and thinner,and the previous particulate-shaped grains were no longer visible,as shown in Fig.8.A large quantity of slip lines appeared,and meanwhile,a secondary slip system was activated in part of the elongated grains,as shown by the red lines in Fig.9(a).These findings mean that a prevalent planar slip was processed in the large,strip-shaped grain.Planar slips promote dislocations glide and lead to more uniform and sustained plastic deformation.However,factually,these paralleled slip lines were composed of deformation twins,and thus,an increase in the density of slip lines means an increase in the number of deformation twins[5].It should be noted that the growth direction of primary deformation twins varied in different grains.Moreover,some twin groups(group A) terminated at the grain boundaries,but some could go across the grain boundary (groups B,C and D).This implies that the orientation,in addition to the density of the deformation twins,were distinct in different grains at this strain level,as shown in Figs.9(a)and 9(b).This may be due to the difference in the orientation of the grains.Fig.9 (c) shows that dislocation pile-ups were further gathered and heterogeneously distributed along the grain boundaries,giving rise to the uneven deformation of samples,as shown by Fig.8.At this strain level,the predominant plastic deformation mode should be twinning with a promoted planar slip,and thus,both the strain hardening rate and exponent were slightly decreased as the true strain increased,as shown by the C2stage in Figs.1(c) and 1(d).
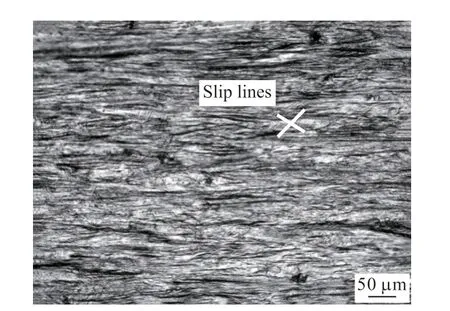
Fig.8 Surface morphology of the as-forged sample at a true strain of 0.27

Fig.9 TEM images of the as-forged sample at a true strain of 0.27: (a)and (b) The density and orientation of deformation twins were different in different grains;(c) Heterogeneously distributed dislocations
Fig.10 shows the surface morphology of the fractured sample.There were many grooves and dense slip lines inhomogeneously distributed on the surface of the sample.This inhomogeneous deformation feature is consistent with uneven distributions of dislocations and twins during the whole deformation process.From Fig.11(a),it can be seen that the twins became much finer,and also,the inhomogeneity of dislocation distribution became even more pronounced.In addition,more than one twinning system was activated,i e,primary twins T1and secondary twins T2,as indicated by two red lines in Fig.11(b).As can clearly be seen,secondary twins were constrained by primary twins,meaning obstacles that were caused by the primary twin system contributed to strain hardening during plastic deformation (stage C2).The evolution and final distribution of twins and dislocations suggest that,for the warm-forged TWIP steel,there were not only grains dominated by twinning deformation,such as large,strip-shaped grains,but also grains dominated by dislocation gliding and pile-ups,such as fine,equiaxed grains.The former are the main contributors to plasticity,while the latter contribute to strength.This co-operated contribution is suggested to provide TWIP steel with significantly increased plasticity and strength,being much better than TWIP steels processed using hot or cold working.
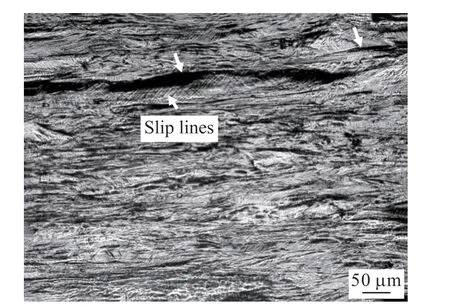
Fig.10 Surface morphology of the fractured sample
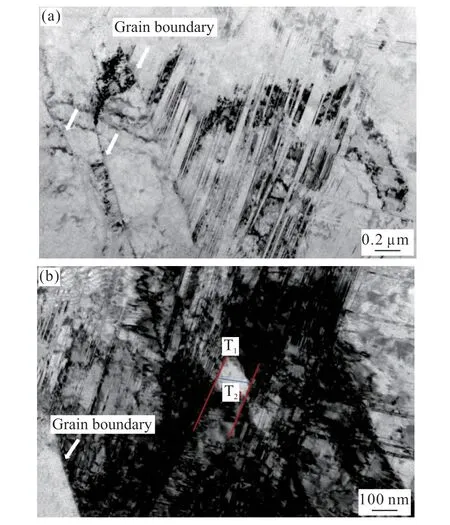
Fig.11 TEM images of the fractured sample: (a)(b) Pronounced inhomogeneity of dislocation distribution and two different twinning systems (primary twins T1 (marked by red lines)and secondary twins T2 (marked by blue line)
As can be seen in Fig.1,the strain hardening rate and strain hardening coefficient began to quickly decrease in the last stage,stage D.These tendencies should be attributed to the brittleness caused by the secondary twinning system and the stress concentration induced by dislocation pile-ups.
3.2.3 Morphology of Fracture surface
Fig.12 shows the typical morphology of the fracture surface of samples.It seems that different fracture mechanisms were in operation because not only many small dimples,but also a certain number of cavities,cleavage and tearing facets can be seen.This complex fracture morphology is in good agreement with the multi-grain morphologies and sizes.According to the results above,twinning deformation was suggested to be the dominant mechanism in the long,strip-shaped grains,while dislocation pile-ups dominated in the fine,equiaxed grains.According to the relevant references[26-28],the former displayed typical plastic deformation characterized by dimples,while the latter displayed typical brittle deformation characterized by cleavages and facets.

Fig.12 Fractography of the as-forged sample
4 Conclusions
In the present study,the mechanical behavior and microstructures of warm-forged Fe-30Mn-3Al-3Si TWIP steel were investigated.The following conclusions can be drawn:
a)Partial recovery and recrystallization took place during the warm forging process,causing the steel to form a heterogeneous grain structure comprising elongated,strip-shaped grains and particulate-like,fine,equiaxed grains.
b)The development of the strain hardening rate and strain hardening coefficient with increased true strain can be divided into four stages,i e,a sharply dropping stage A at the beginning of tensile deformation,a quickly decreasing stage B with a much slower rate,a slowly decreasing stage C and a final dropping stage D.
c)In the initial stages,A and B,the strain hardening rate and strain hardening coefficient decreased quickly because of the dynamic recovery.The slower decrease rate in stage B is suggested to be mainly attributed to the early-generated deformation twins and the rapidly increased density of dislocations with the subsequent formation of dislocation networks and pile-ups.
d)The typical tensile and yield strength of warm-forged TWIP steel is 793 and 682 MPa with an elongation of 46.8%,respectively.The yield/tensile strength ratio is as high as 0.86,much higher than that in TWIP steels processed using hot or cold working.The initial fine,particulate-shaped grains and the high density of dislocations are responsible for the enhanced strength,while the elongated,strip-like grains are the main contributors to the high plasticity.
Conflict of interest
All authors declare that there are no competing interests.
杂志排行
Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Biotin-modified Galactosylated Chitosan-gene Carrier in Hepatoma Cells Targeting Delivery
- Mussel-inspired Methacrylic Gelatin-dopamine/Ag Nanoparticles/Graphene Oxide Hydrogels with Improved Adhesive and Antibacterial Properties for Applications as Wound Dressings
- Effect of Polyvinyl Alcohol in Inner Aqueous Phase on Stability of Millimeter-scale Capsules
- Synthesis and Characterization of Nonionic Waterborne Polyurethane and Application to Wool Fabric Finishing
- Fluorescent Double Network Hydrogels with Ionic Responsiveness and High Mechanical Properties for Visual Detection
- Damage Mechanism of Ultra-thin Asphalt Overlay (UTAO)based on Discrete Element Method