加工工艺对高强度15-5PH 钢力学性能与侵彻性能的影响
2024-03-23程军吴巍胡志明张笑瀛
程军,吴巍,胡志明,张笑瀛
(1.63863 部队,吉林,白城 137001;2.湖南航天有限责任公司飞行器技术分公司,湖南,长沙 410205;3.南京理工大学 机械工程学院,江苏,南京 210094)
高强度钢是侵彻战斗部的核心材料,不同的生 产工艺对高强度钢的力学性能有非常大的影响.本文通过加工工艺研究以期提升现有高强度钢的力学性能[1-4].
SLM 制造工艺发展迅速,是最常用的金属成型工艺之一[5].研究表明,SLM 制造工艺凭借其远大于锻造工艺的冷却速率,成型件晶粒细小,力学性能优良,可获得接近100%的致密度[6-14].此外,有研究表明,常温下,金属晶粒越细小,强度、硬度和塑性可以同步提升,并且一般冷却速率越大,形成的晶粒越细小[12].
研究表明,SLM 技术成型马氏体材料相较于传统工艺有更大的优势.SLM 成型15-5PH 钢可以获得晶粒很细的高致密结构样品,提高其强度和延伸率,实现15-5PH 钢的高性能[13].但已有文献均没有展开具体的力学试验研究,也没有分析不同SLM 制造工艺相较于锻造工艺带来的变化,难以支撑实际的应用.
因此,本文首次开展了三种SLM 成型工艺与锻造工艺对15-5PH 钢的力学性能以及侵彻试验的研究,进行了金相分析、准静态压缩、SHPB 和混凝土侵彻等试验,通过分析材料的晶粒尺寸、准静态抗压强度、动态抗压强度、弹丸侵彻深度、弹丸磨蚀等,获得SLM 的扫描策略、加工工艺等对15-5PH 钢的材料性能的影响程度.
1 试验材料准备
1.1 试验材料制备
SLM 成型15-5PH 钢的粉末由北京某公司提供,粉末最大粒度为63 μm.测得15-5PH 成型件的密度为7.79 g/cm3,热处理方法为去应力退火.
张佳琪等[5]研究发现分区扫描成型试样的抗拉强度和延伸率等力学性能高于相同工艺下线性扫描成型试样.为了展示SLM 制造工艺的加工优势,本文选用已知成型性能较好的分区扫描策略.条状分区扫描策略A,分区宽度5 mm,S 走线,层间旋转67°;条状分区扫描策略B,分区宽度20 mm,S 走线,层间旋转67°;棋盘分区扫描策略C,分区宽度5 mm,S走线,层间旋转67°,分别标记为SLM-A、SLM-B 和SLM-C,示意如图1 所示[11].
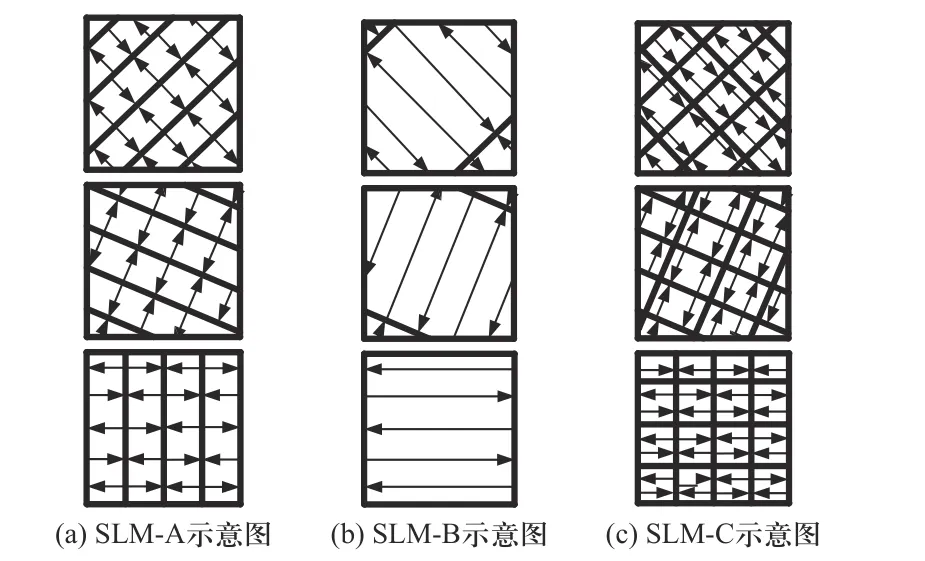
图1 扫描策略示意图Fig.1 Schematic diagram of scanning strategy
锻造15-5PH 钢的热处理工艺:1 040 ℃保温55 min,20~40 ℃油冷,再465 ℃保温4 h,65 ℃水冷[15].锻件的硬度为HRC44,密度为7.85 g/cm3.SLM 成型件的密度略低于锻件的密度,致密度达99.2%.
1.2 金相分析
金属材料的微观结构及晶粒的尺寸决定了其宏观的力学性能,因此,为了了解不同成型工艺对15-5PH 钢造成的组织差异,进一步对三种SLM、锻造成型15-5PH 钢的微观组织差异进行观测分析.
采用光学显微镜观察SLM、锻造成型15-5PH 钢的微观组织并进行图像采集,将SLM、锻造成型的试件在光学显微镜下放大500 倍,观测其微观组织的金相图片见图2.

图2 SLM、锻造试件的金相图Fig.2 Metallographic diagram of SLM and forged specimens
图2 是SLM、锻造成型15-5PH 钢在光学显微镜下的微观组织,图中黄色线条状痕迹是晶界,即晶粒与晶粒之间有明显的界限,晶粒用红色圆圈标注.可见图2(a)~图2(c)中晶粒尺寸明显小于图2(d)中晶粒尺寸.根据截面积法估计SLM-A、SLM-B、SLM-C和锻造成型15-5PH 钢的平均晶粒尺寸约为3.05,2.11,2.97 和10.22 μm.细晶强化使得晶粒细的材料强度和塑性会同步提升[12],即SLM 成型15-5PH 钢的强度和塑性会优于锻造15-5PH 钢,该规律和力学试验结果相符合.
2 力学试验
2.1 试验方法
准静态压缩试验如图3 所示.

图3 试件夹持图Fig.3 Clamping diagram of sample
根据国标设计试件的名义尺寸为Ø5 mm×6 mm.设计试验机的加载速度使得加载应变率为1×10-3/s-1.动态压缩试验最常用的装置是分离式霍普金森压杆(split Hopkinson pressure bar, SHPB)[16].SHPB 装置如图4 所示,其中子弹、入射杆、透射杆直径均为14.5 mm,材料为高强度弹簧钢,弹性模量210 GPa,密度7.85 g/cm3,同轴放置.试件设计参考了美国金属学会推荐的长径比0.5~1.0[17],名义尺寸为Ø4 mm×3 mm.SHPB 原理为:气枪发射子弹,撞击入射杆,入射杆中会产生右行的一维压缩应力波,经过试件和透射杆后,入射杆和透射杆上分别产生反射波和透射波,入射杆和透射杆上的应变片会采集反射波和透射波信号,借助二波法处理应变片信号即可获取试验结果[15].
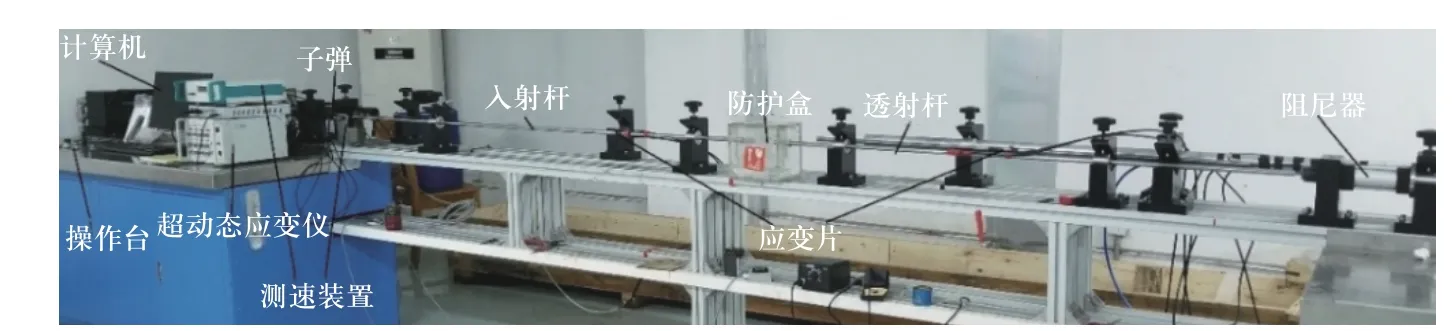
图4 SHPB 试验设备Fig.4 SHPB test equipment
2.2 试验结果及分析
2.2.1 SLM 对静态力学性能的影响
数据处理得到SLM、锻造成型15-5PH 钢的真实应力-应变曲线如图5 所示.
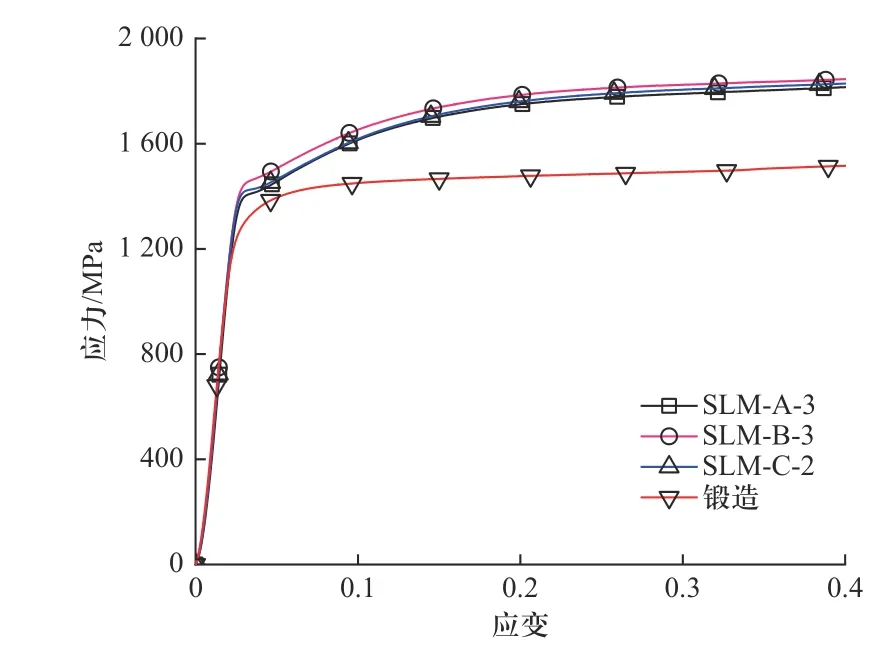
图5 15-5PH 钢的真实应力-应变曲线Fig.5 Real stress-strain curve of 15-5PH steel
从图5 中可见,SLM 成型15-5PH 的屈服强度值更高,且应变强化效应更明显.取塑性应变2%对应的真实应力值作为屈服强度值,见表1.
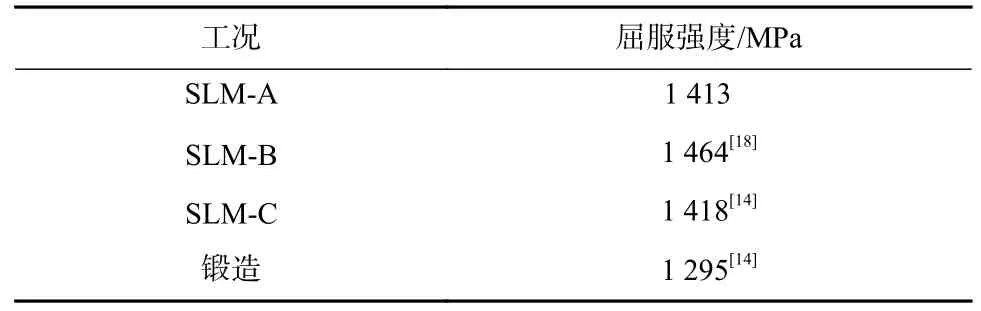
表1 15-5PH 钢常温准静态屈服强度值Tab.1 The quasi-static yield strength of 15-5PH steel under normal temperature
由表1 可见,SLM 成型试件的压缩屈服强度值均高于锻造成型试件,其中SLM-B 试件的屈服强度相较于锻造试件提高了13.1%.
由准静态压缩试验得到的真实应力应变曲线如图6 所示.
图6 15-5PH 钢准静态压缩真实应力-应变曲线Fig.6 Real stress-strain curve of 15-5PH steel under quasi-static compression
从图6 易见,SLM 成型15-5PH 的压缩曲线比锻造15-5PH 曲线的幅值更高,断裂应变更大.
将准静态下15-5PH 钢的抗拉强度值列在表2.
表2 不同工况下15-5PH 钢压缩力学性能Tab.2 The compression mechanics performance of 15-5PH steel under different working condition
从表2 可知,SLM 成型15-5PH 钢的抗拉强度和断后延伸率均有明显提升.其中SLM-B 成型15-5PH的抗拉强度提升了259 MPa,提升幅度达18.4%,抗拉强度最低的SLM-A 成型15-5PH 钢,其提升幅度也达到了14.0%.准静态压缩试验结果表明SLM 技术有助于提高15-5PH 钢的抗拉强度值,同时改善其塑性.
准静态力学试验结果表明SLM 技术提高15-5PH 钢的静态力学性能.
2.2.2 SLM 对动态力学性能的影响
对SLM、锻造试件开展动态压缩试验,采用二波法得到真实应力-应变曲线如图7 所示.

图7 不同工艺成型15-5PH 钢的SHPB 试验曲线[14]Fig.7 SHPB test curve of 15-5PH steel formed by different processes [14]
从图7 中明显可见,锻造15-5PH 钢的动态压缩曲线的幅值低于SLM 成型15-5PH 钢的曲线,应变率越大这种现象越明显.选择0.2%塑性应变对应的真实应变值作为屈服强度,结果见图8.

图8 15-5PH 钢的SHPB 试验屈服强度Fig.8 SHPB test yield strength of 15-5PH steel
综合表1 和图8 可见,SLM、锻造15-5PH 钢均有应变率效应;SLM 成型15-5PH 钢的动态压缩屈服强度高于锻造15-5PH 钢的动态压缩屈服强度.SLM-A与SLM-C 的动态压缩屈服强度值近似,它们比同等应变率下锻造钢提高了约7.2%,SLM-B 成型15-5PH钢的动态强度最高,比同等应变率下锻造钢提高了约9.3%.
SHPB 试验结果表明,SLM 技术应用于15-5PH钢有助于提高其动态压缩力学性能.
3 侵彻试验
3.1 试验准备
本试验研究弹体侵彻混凝土靶板的性能,用SLM、锻造工艺加工相同结构的4 种侵彻弹,垂直侵彻同一批浇筑的混凝土靶板,观测侵彻深度以及弹体磨蚀情况.试验采取对比法,得出SLM 对15-5PH侵彻弹的影响.试验设计速度为800~1 400 m/s,速度跳跃式分布.弹体直径14.5 mm,采用次口径发射技术,设计了30 mm 均分三瓣式弹托,用30 mm 火炮作为发射平台.试验布局如图9 所示.
图9 试验布局Fig.9 Experimental layout
试验后弹托收集器见图10,可见弹托多次呈120°正常分离的痕迹,表明弹托收集器正常工作.

图10 弹托收集器Fig.10 Collector of ball sabot
侵彻弹经30 mm 火炮加速后以一定的初始速度飞出,经过高速摄影观测区域后,垂直侵彻混凝土靶板,若弹体贯穿靶板,高速摄影装置在测弹体发射速度的同时可以测靶后余速.试验中,弹体初始速度由发射药质量控制,发射药质量变动将影响火炮药室内气体压力,进而改变弹体初速.因为没有弹道稳定装置,为避免弹体出炮口后长距离飞行过程中弹道发生偏转,经测试,将炮口距离靶体表面约3.5 m 试验效果比较好.为了确保安全,在混凝土靶板背面设置了沙袋以及掩体收集弹体.布置白布,作为高速摄影的背景板,增加弹体的区分度,便于高速摄影捕捉到弹体,观测弹体姿态及测速.采取沙袋回收、剖测靶板等方式回收弹体,获取侵彻深度及弹体变形情况.
考虑到目前SLM 成型成本偏高,考虑经济性,采用缩比试验方法,开展14.5 mm 卵形弹侵彻混凝土靶板的试验研究,考虑到弹体和靶板间的尺寸效应,设计相应的缩比混凝土靶板.混凝土靶板设计遵循以下要求:
①靶板直径为弹体直径的30 倍,消除侵彻过程中的靶板边界效应影响;
②靶板中骨料粒径同样缩比,最大骨料的直径小于弹体直径,消除骨料对弹体侵彻轨迹的影响;
③靶板用钢箍包裹,确保靶板在试验中不碎裂解体,减少靶板碎裂及崩塌对侵彻结果的影响;
最终混凝土靶板尺寸为Ø450 mm×350 mm,外围用3 mm 钢箍包裹,实物见图11.

图11 混凝土靶板Fig.11 Concrete target
本试验使用的砂浆混凝土靶板,其设计强度为C45,骨料使用粗砂,粒径小,水泥选用牌号P·042.5级普通硅酸盐水泥.砂浆混凝土靶板的质量配比为水泥∶骨料∶水=1∶1.38∶0.36,搅拌均匀后倒入金属钢箍内,按照相应的国军标进行浇筑养护,同批次浇筑3 个150 mm 的立方体抗压试块.
150 mm 立方块强度测试的实际时间距离浇筑接近3 个月,测得3 个混凝土试块的平均密度为2 226 kg/m3,将这个数据作为这批砂浆混凝土的密度;使用TYE-2000 型压力试验机开展150 mm 试块的压缩强度测试,见图12.

图12 混凝土试块压缩图Fig.12 Compression diagram of concrete sample
对该批次浇筑的3 个混凝土试块进行了3 组静态压缩测试,混凝土试块的压缩强度性能参数见表3.

表3 混凝土静态压缩力学性能参数Tab.3 The static compression mechanics performance of concrete target
混凝土试块强度测试与侵彻试验同步进行,故混凝土靶板的强度取试块的强度C62.5,高出设计强度C45 约38.9%.
3.2 试验结果及分析
SLM-A、SLM-B、SLM-C 和锻造成型4 种弹体在不同速度下对混凝土靶的损伤情况如图13 所示,量纲一侵彻深度(侵彻深度除以弹径)如图14 所示.
图13 不同速度下靶板毁伤结果Fig.13 Target damage results at different speeds
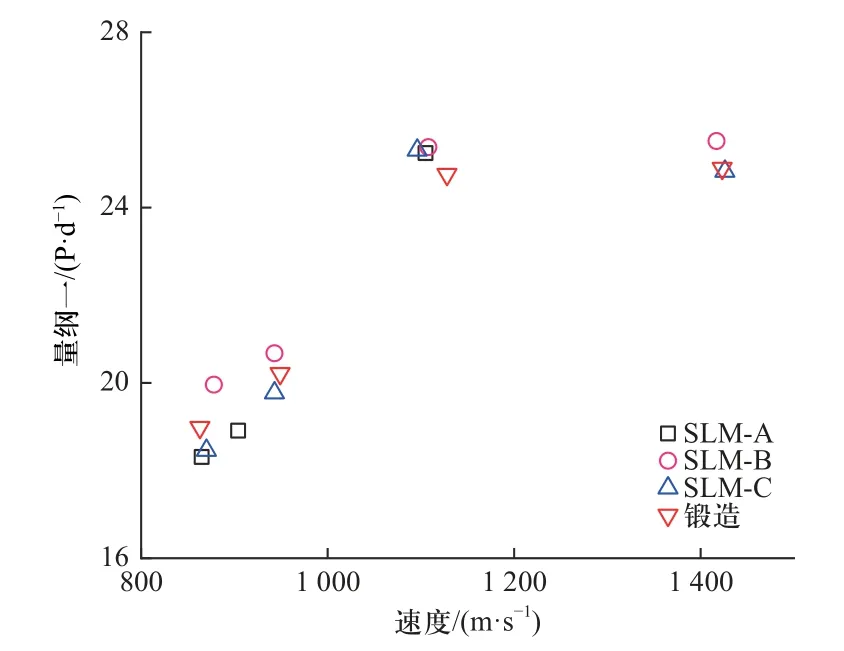
图14 量纲一侵彻深度Fig.14 Dimensionless penetration depth
由图13 可以发现,靶板表面开坑面积随速度增加而有不同程度增加,开坑形状接近圆形.在图13中,有的靶板开坑面积明显大于其他靶板,是因为试验中,三片铝合金弹托未被拦截,导致撞击在靶上,使得靶面损伤严重;有一些靶面开坑形状呈现长条形,这是由于某一片弹托未被拦截,导致靶面局部受损严重.
由表4 和图14 可以看出,860 m/s 速度左右,SLM-A成型弹体的量纲一侵彻深度最小,为18.31,其次是SLM-C 成型弹体,数值为18.46,再次是锻造成型弹体,数值为19.61,最大为SLM-B 成型弹体,数值为20.23;940 m/s 速度左右,SLM-A 成型弹体的量纲一侵彻深度依旧最小,为18.91,其次是SLM-C 成型弹体,数值为19.77,再是锻造成型弹体,数值为20.07,最大为SLM-B 成型弹体,数值为20.68.由于这两个速度下弹体均未穿透靶板,可以看成半无限厚侵彻,对比可以得出其侵彻性能排序为:SLM-B>锻造>SLM-C>SLM-A.这表明SLM 制造工艺一定程度上可以提升弹体的侵彻性能,但是提升幅度不大.

表4 不同速度下侵彻深度Tab.4 The penetration depth at different speeds单位:cm
弹体质量损失百分比和弹体长度损失百分比直观放在图15 中,弹体回收对比放在图16 中.

图15 试验数据对比图Fig.15 Comparison of test data

图16 弹体回收对比Fig.16 Comparison of projectile callback
从图16 与图15(a)中可知,870 m/s 和1 100 m/s速度下,弹体质量损失最小为锻造成型弹体;940 m/s速度下,弹体质量损失最小为SLM-C 成型弹体,其次是SLM-A 成型弹体,接着是锻造成型弹体;1 400 m/s 速度下,弹体实际回收方式差异较大,不具备可比性.
从图16 与图15(b)中可知,870 m/s 速度,弹体长度损失最小为SLM-A 成型弹体,其次是SLM-B 成型弹体,最后是锻造成型弹体;940 m/s 速度,弹体长度损失最小为SLM-A 成型弹体,其次是锻造弹体,最后是SLM-B 成型弹体;1 100 m/s 速度左右,弹体长度磨蚀最少为SLM-B 成型弹体,其次是SLM-C 成型弹体,最后是SLM-A 成型弹体,锻造成型弹体磨蚀最严重;1 400 m/s 速度左右,由弹体回收方式差异明显,不具备可比性.
弹体长度、质量损失不应该仅以侵彻速度为变量而进行对比,侵彻深度也是一个重要的参考量,如870 m/s 的速度,SLM-B 成型弹体的侵彻深度较锻造成型弹体的侵彻深度更大,同时弹体长度磨蚀百分比更小,表明SLM-B 成型弹体相较于锻造成型弹体具有更优的性能.综合来看,在长度损失方面,SLM成型弹体的优势优于锻造弹体,SLM 工艺有助于侵彻弹抵抗长度的磨蚀.
4 结 论
本文开展了SLM 成型高强度钢15-5PH 的力学性能研究,并与锻造15-5PH 钢进行对比.结论如下:
①金相结果表明SLM 技术能够细化晶粒,同步改善15-5PH 钢的强度及韧性.
②SLM 成型技术提升了15-5PH 钢的力学性能:其准静态压缩屈服强度提高,应变强化效应增强,抵抗塑性变形能力增加.其中SLM-B 成型15-5PH 钢的力学性能最优:准静态屈服强度提升了13.1%;动态屈服强度最高,提升了7.6%~9.3%.
③SLM 成型弹体的抗磨蚀能力优于锻造弹体,其中SLM-B 工艺对材料性能提高最为显著,SLM-A与SLM-C 对15-5PH 的抗磨蚀能力相较于锻造工艺提高并不大.
综上可知,3D 打印可以做到与锻造侵彻性能相当效果,力学性能增加,考虑到3D 在异形弹加工方面具有先进性,该方法在未来装备研制中具有很强的应用前景.
