小孔径溢流堰板式汽提塔运行总结
2024-03-22李强
李 强
(山东恒通化工股份有限公司,山东 临沂)
在悬浮聚合生产过程中, 当转化率达到80%后,PVC 树脂颗粒形态、 疏松程度及结构性能均处于较好的状态, 此时可以加入终止剂结束聚合反应。 但由于VCM 对树脂颗粒的溶胀和吸附作用,使聚合出料浆料中仍有2.0%~3.0%的单体残留, 即使按通常的单体回收工艺进行处理, 也会残留1.0%~2.0%的单体。 PVC 浆料如果不经过汽提直接进入干燥系统, 残留的VCM 单体会在后续工序逐渐扩散逸出,污染环境,危害人们的身体健康[1]。 因此,PVC树脂浆料必须经过汽提脱除单体残留后,才能应用于生产和生活。
1 汽提原理
PVC 树脂浆料中残留的氯乙烯单体,一部分存在于水中,一部分存在于PVC 树脂中。 当浆料温度达到100 ℃时,水中溶解的氯乙烯单体含量接近零。在PVC 树脂中, 氯乙烯与PVC 树脂之间的吸附力是很强的,其脱吸热量约为71 kJ/kg。 因此,要使氯乙烯单体脱吸回收, 必须使温度升高到一定值,氯乙烯才会脱离PVC 树脂而逸出。
PVC 树脂浆料汽提的机制为通过加热给PVC树脂浆料以克服氯乙烯吸附力的动能,使其不断地从PVC 树脂中析出,且不断地移去气相中的氯乙烯,使液相中不断析出的氯乙烯有良好的扩散条件,这样周而复始地进行,从而达到汽提回收氯乙烯的目的[2]。
2 汽提塔结构
目前国内PVC 生产企业的汽提方式分为釜式汽提和塔式汽提, 其中塔式汽提具有汽提效果好、产品质量稳定、节能环保等优点,成为大多数企业的首选。
山东恒通化工股份有限公司20 万t/a PVC 生产装置采用5 台105 m3聚合釜。配套的是小孔径溢流堰板式汽提塔, 此塔全容积175 m3, 共8 层塔盘,SG-5 疏松型树脂采用6 层入料。 聚合反应结束后,釜内浆料用泵打入出料槽, 出料槽顶气相VCM 由高压压缩机抽至冷凝器冷凝后再次使用。 浆料导入汽提供料槽, 汽提供料槽顶气相压力控制为微正压,使浆料中的VCM 残留尽量降低,以减轻汽提塔的负担。 出料槽和汽提供料槽容积均为240 m3,通过槽底搅拌混合大大减少了产品的批次差异,提高了产品质量的一致性。汽提供料槽浆料温度为40 ℃左右,经过螺旋板换热器预热后的浆料温度为90 ℃左右,从第六层进入汽提塔内。 塔顶气相为负压,入塔后浆料中的VCM 发生闪蒸,气化的VCM 和蒸汽被塔顶汽提真空泵抽走冷凝再利用。 残留的VCM伴随浆料流入下层塔盘进一步蒸汽脱除。 每层塔盘底部有若干上小下大的锥形塔孔,塔盘上有折流板和溢流堰,塔壁上有降液管。 0.7 MPa 的蒸汽作为热源自下而上从小孔进入塔盘后传热、传质。 浆料在蒸汽作用下呈沸腾状态,这时浆料中的树脂颗粒与水均匀混合后按照折流板设定方向稳定流动。溢流堰的高度决定了塔盘的浆料体积,高出溢流堰的浆料进入降液管,流入下一层塔盘。 每层塔盘底部设有盘管喷淋装置,由DCS 控制冲洗流量、时间及频次。当下料不畅时,可根据汽提塔视镜判断位置,手动选择塔盘冲洗。汽提塔底部蒸汽室压力控制在40 kPa 左右,蒸汽室设有排放阀,定时排放冷凝液,保证蒸汽稳定输入。 经汽提脱除后的浆料 (105~107 ℃)单体残留≤5 mg/kg,浆料进入螺旋板换热器换热降温(60~65 ℃)后送入干燥离心机。 小孔径溢流堰板式汽堤塔工艺流程简图见图1, 汽堤塔内部构造图见图2。
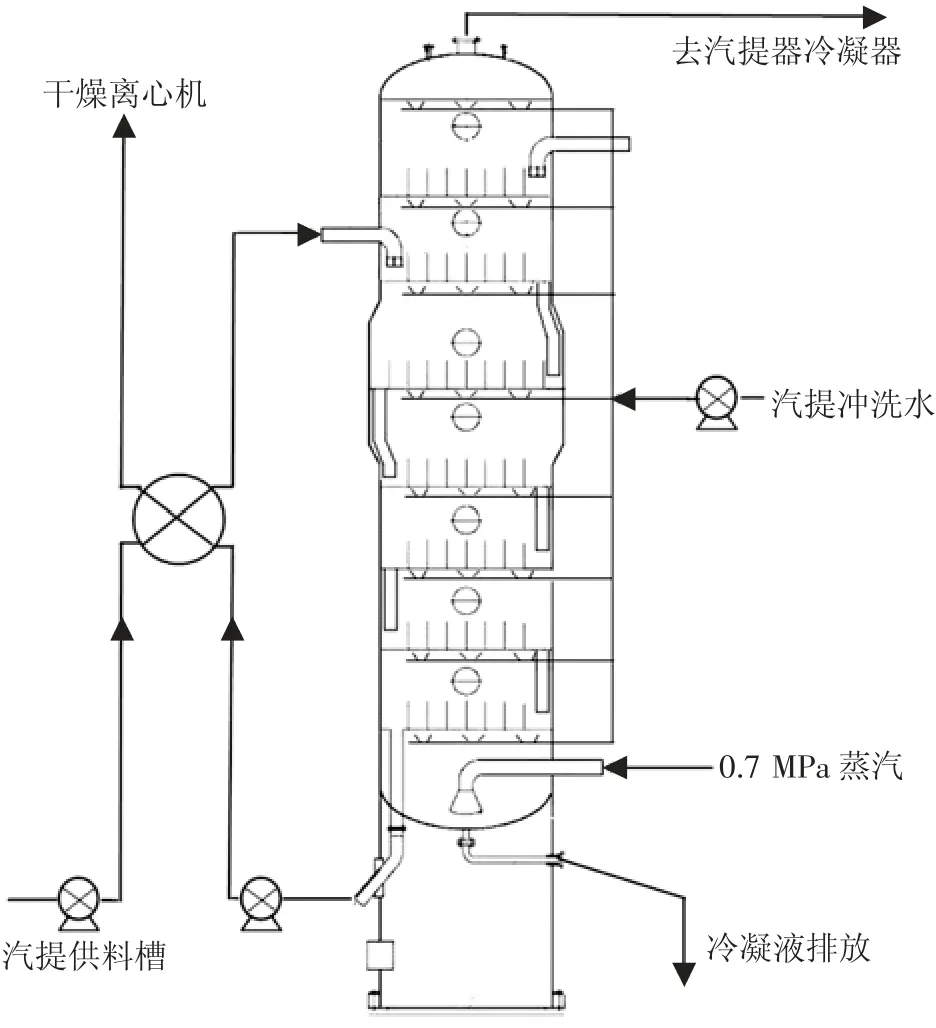
图1 小孔径溢流堰板式汽提塔工艺流程简图

图2 汽提塔内部构造图
3 汽提操作中常遇问题及解决方法
小孔径溢流堰板式汽提塔自投入使用以来,曾多次遇到汽提波动、液泛、塔盘堵塞、死塔、运行周期短、杂质超标等问题。 为此,恒通化工有针对性地分析原因,找出解决问题的方法,延长了汽提的运行周期。
3.1 蒸汽用量与浆料量不匹配
3.1.1 问题及原因分析
蒸汽用量要平衡兼顾到每一层塔盘,使各层塔盘浆料都可以沸腾。 一旦某层浆料与蒸汽用量不匹配,就会发生下料异常,导致汽提工况波动。 蒸汽由塔盘底部进入, 与浆料充分接触后进入上一层塔盘,层层衰减,六层以后剩余蒸汽和脱吸的VCM 一起在汽提真空泵的作用下进入汽提冷凝器冷凝。 一到六层塔盘温度呈梯度递减分布(相邻两层温差控制在2 ℃左右)。 由于顶部塔盘受蒸汽影响相对较弱,六层塔盘对蒸汽用量较为敏感。 若入塔浆料流量或蒸汽压力突然波动, 二者动态平衡被打破,汽提运行异常。
(1)蒸汽相对浆料用量偏小。 蒸汽流速慢,上部塔盘浆料沸腾程度下降,树脂颗粒与水分层,含水多的稀料直接流走,密度大的树脂颗粒会沉降在塔盘底部,封堵塔盘底部小孔。 一段时间后沉积的浆料逐渐没过折流板和溢流堰板,走近路直接流向降液管。 气液接触面积下降,塔盘底部上升蒸汽受阻,只能由降液管进入上层塔盘,气相进入使降液管下料阻力加大,产生液泛。 这时底层浆料会发生断流,上层浆料累积到一定高度,当液层的静压头能够克服塔盘间的压差时(若静压头不及压差会继续向上积料,直至满塔),浆料会集中涌入底层塔盘,上层塔盘液层回落,塔顶压力波动。 浆料间歇式流动让塔盘始终在缺液和满液间切换,导致塔底液位忽高忽低,塔底液位控制阀频繁调节。 出塔热料流量不稳定,进一步导致冷料侧换热入塔浆料温度忽高忽低,加剧汽提波动,最终向下层塔盘蔓延,造成死塔,必须停车清理。
(2)蒸汽相对浆料用量偏大。 当蒸汽流量增加时,两塔盘间的压差也随之增加。 当蒸汽压差大于降液管内液层的静压头时,降液管无法下料,液层逐渐升高。 若蒸汽用量过大,使得降液管内的液层没过上层溢流堰板,降液管内浆料开始返流回上层塔盘。 上层塔盘液层开始升高,而此时入塔浆料量没有变化,浆料会逐渐向上累积,形成液泛。
3.1.2 解决方法
(1)保证汽提蒸汽压力的稳定。 此时进塔浆料相对稳定,浆料与蒸汽分配不均衡,顶部塔盘浆料沸腾及降液管下料均会受到影响,引起汽提工况波动,所以必须避免蒸汽压力不必要的波动。
(2)合理利用蒸汽。 试验数据表明,当汽提脱吸温度达到95 ℃及以上时,VCM 脱吸速度加快,树脂中单体残留量急剧下降[3]。 所以六层塔盘温度控制在95~97 ℃为最佳。这时入塔浆料中的大部分VCM可以迅速脱除,有利于降液管气液分离,减少气相夹带至下层塔盘。汽提顶部温度不高于93.5 ℃,避免过量蒸汽超出汽提冷凝器冷却能力被吸入真空泵和低压回收压缩机,引起第一冷凝器、第二冷凝器温度过高。
(3)保证入塔浆料流量稳定。 定期冲洗出料槽和汽提供料槽过滤器,避免塑化片堵塞过滤器引起汽提入料流量波动。入塔浆料含固量为25%~30%,出塔浆料含固量控制在≤20%。 汽提浆料含固量越低,浆料流动性越好,塔盘泡沫相对越少,但是装置利用率低,产品能耗高,大量的废水超出母液处理能力,不经济也不环保。
(4)合理调整塔盘冲洗时间及频次。 为保证汽提效果,汽提塔盘冲洗水温度控制在95 ℃,冲洗水泵压力为0.5 MPa。 每层冲洗盘管的上部有不同角度开孔,保证可以无死角冲洗塔孔、塔壁及视镜。 若发现某层塔盘沸腾程度不佳,在保证适当蒸汽用量的基础上,打开该层上部塔盘冲洗,让水流入该层塔盘折流板内, 保证该层塔盘的含固量要低一些,提高浆料的流动性。 然后开启该层塔盘底部冲洗,冲洗该层塔盘底部锥形塔孔,让底部蒸汽可以通过该层塔盘使浆料鼓泡沸腾。 冲水还可以防止降液管口下料困难导致的缺液断流。 整个过程需要现场操作人员通过视镜观察配合进行,遵循少冲多次的原则,避免一次性冲水过多,超出降液管临界流量,引起降液管液泛。
(5)根据聚合工序生产能力和干燥工序处理能力,计算好入塔浆料流量,减少调整频次。 如需调整, 蒸汽和浆料加减量都采取小步慢跑的调整方法,加量时,先加蒸汽量再加浆料量;减量时,先减浆料量再减蒸汽量,加减量都要小范围微调。 整个过程必须保证在各层塔盘(尤其是五、六层塔盘)鼓泡沸腾的情况下进行,保持汽提动态平衡。
3.2 塔顶气相压力异常
3.2.1 问题及原因分析
小孔径溢流堰板式汽提塔顶部为负压, 相同温度下, 负压汽提有助于降低PVC 浆料的VCM 蒸汽分压,降低浆料液层高度,减小浆料的静压阻力,有利于浆料在塔板上的沸腾,提高VCM 脱吸速度[4]。负压还可以降低蒸汽消耗,有助于蒸汽的通过性,使塔盘温差均匀分布。在入塔蒸汽量不变的情况下,当塔顶压力升高时,蒸汽通过性变差,底部塔盘温度升高,蒸汽室压力增加,底层下料阻力加大。 顶层塔盘蒸汽流量变小,温度降低,降液管内液层升高,塔盘沸腾程度下降,浆料容易沉降,堵塞塔盘,引起汽提波动。 若顶部负压低于-25 kPa 时,入塔浆料中的泡沫料及部分树脂颗粒连同蒸汽被抽吸进入七、八层塔盘,甚至进入汽提冷凝器和汽提真空泵机组,引起真空泵工作液超温,影响真空泵使用寿命,不利于汽提运行。另外过量的蒸汽影响后序第一冷凝器和第二冷凝器的冷凝效果,影响回收单体的质量。
3.2.2 解决方法
(1)在日常操作中,汽提塔顶部负压一般控制在-15 kPa 左右。 汽提真空泵1 开1 备,一旦出现真空泵跳车,立即倒开备用泵,保证塔顶负压值,减少对汽提工况的破坏。 为保证低压回收压缩机正常运行, 汽提真空泵出口压力要控制在20 kPa 以内,以免影响真空泵的抽吸能力。 及时清理真空泵工作液过滤器,保证工作液循环畅通。 真空泵工作液温度控制在25~40 ℃,工作液温度过高会发生气蚀,损坏叶片且影响真空泵寿命。
(2)负压过低时增加上层塔盘的冲洗次数,避免高温下积料干结堵塞塔盘,影响气相通路。
(3)汽提冷凝器定期清洗,保证冷凝效果。 汽提冷凝器水分控制在低液位,避免未冷凝的水蒸气被吸入真空泵,影响真空泵的抽吸能力。
3.3 浆料在塔内停留时间的影响
3.3.1 汽提塔负荷计算
(1)降液管的主要作用是塔盘间浆料传输,在蒸汽的作用下,气相VCM 从浆液中分离脱出,为下层塔盘入口提供液体初始分布。 为了使液体通过降液管的阻力不会过大,并使气体不被夹带到下层塔盘,规定了降液管中液流速度的设置值应小于降液管中气泡上升极限速度的原则。 汽提浆料易起泡,所以降液管中液体流速宜控制在0.10~0.20 m/s。 降液管正常工作时始终处于液封状态,液层不宜过高,以充液系数0.3~0.5 计 (降液管内最大清液层高度与塔盘间距的比例)。 实验结果表明,液层高度随气量、液量的增大而增大[5],汽提浆料高负荷时,充液系数取0.5 计算, 汽提浆料低负荷时, 充液系数可以取0.3 计算。
(2)塔内浆料停留时间计算
考虑到生产SG-5 型树脂由六层塔盘入料,七层不做计算。 由汽提塔相关数据可以计算得出过料体积约为23.63 m3(计算平均每层塔板停留时间时,忽略变径层体积差异), 不同浆料负荷下塔内停留时间见表1。
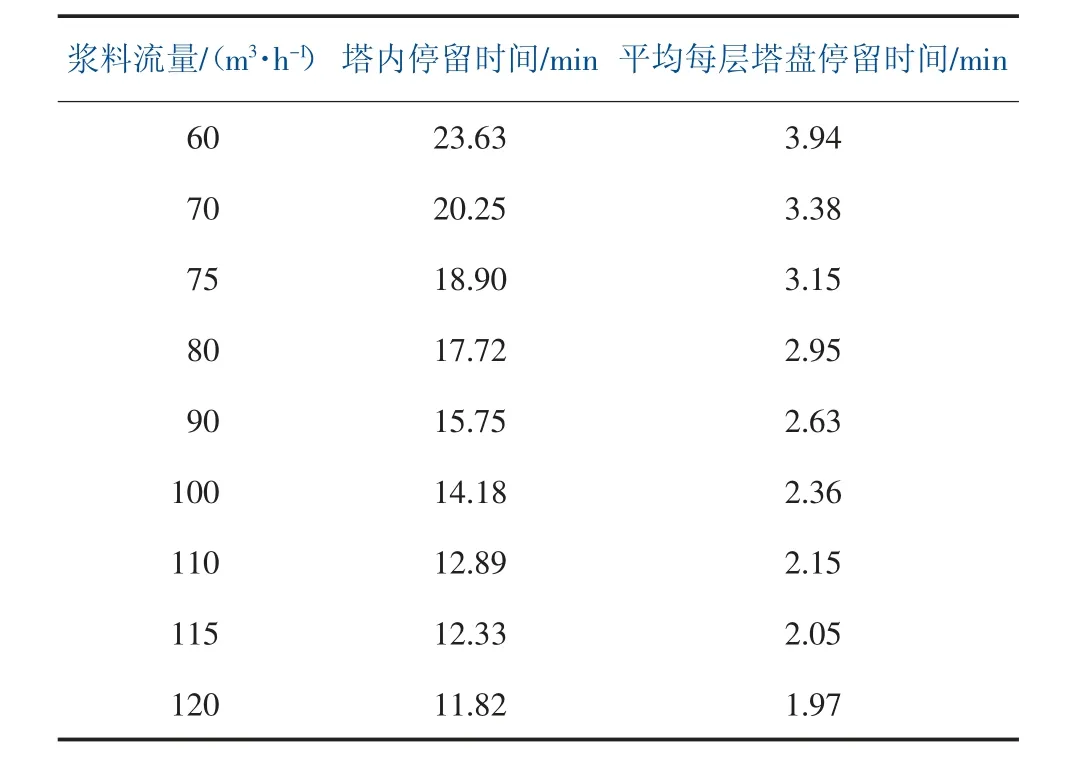
表1 不同浆料负荷下塔内停留时间表
3.3.2 问题及原因分析
由表1 可知,汽提负荷越低,浆料流动越慢,浆料在塔盘和降液管的停留时间越长,树脂和蒸汽接触时间也就越长。 随着汽提运行周期延长,各层塔盘温度越来越高,并且塔盘之间温差越来越小。 为控制底部温度,不得不减少蒸汽用量,降液管内液层高度下降,有气相带出。 浆料沸腾程度会越来越弱,浆料沉积在塔盘底部堵塞塔盘,造成死塔。 另外, 塔盘温度过高,PVC 树脂颗粒长时间高温易导致分解变色,塔壁上容易残留变色树脂,脱落后影响树脂质量。 出塔浆料流量太低时,容易在螺旋板换热器内沉降,久而久之受热会形成红黄料残留在死角处。 这种积料一般无法用冲洗水冲洗干净,造成汽提长时间杂质超标,严重影响产品质量。
3.3.3 解决方法
(1)极力避免汽提长时间低负荷运转。 当前后工序突发异常,无法满足汽提正常运行时,可视工况灵活处理。 离心机供料槽要保持中低液位,一旦工况异常,汽提可以直接停车,也可以先改热水入料,塔内浆料含固量降低后,打开放空,停蒸汽通氮气,打循环处理,待工况正常后再投料运行。
(2)汽提低负荷运行时,要适当降低入塔浆料温度,让浆料入塔后有梯度升温的余地,保证蒸汽的使用量,使塔盘浆料沸腾。
(3)若汽提浆料出现杂质粒子,需要停车打开人孔全面清理汽提塔,打开螺旋板换热器封头,彻底清洗螺旋板组件。
3.4 泡沫料对汽提的影响
3.4.1 问题及原因分析
聚合生产使用的分散剂体系起到类似表面活性剂的作用, 在出料和汽提过程中容易产生泡沫。在采用汽提塔脱除并回收未反应单体的操作中,浆料由塔顶流向塔底,而蒸汽由塔底向上与浆料逆流进行充分的热交换,在此过程中每层塔板上的浆料都会产生泡沫。 这些泡沫会阻碍浆料中VCM 的挥发,增加脱除VCM 的阻力。 留在塔壁上的泡沫时间长了还会产生“黑黄粒子”,影响产品质量[6]。 浆料中泡沫多,上升的蒸汽不可避免会夹带液沫进入上一层塔盘,塔盘上液层逐渐加厚,在蒸汽和真空泵作用下,气泡变多、变大,大量泡沫占据了塔盘上的气液换热空间,两层塔盘间距缩小,直至泡沫冒到上一层塔盘,如不及时处理,会导致满塔。
3.4.2 解决方法
(1)为了消除汽提操作时产生的泡沫,需要使用消泡剂。 每釜出料程序启动时,DCS 控制向出料槽缓慢加入一定量的聚醚型消泡剂,出料槽中泡沫被抑制后,浆料导入汽提供料槽供汽提塔使用。
(2)为减少塔盘中泡沫的产生,应控制汽提供料槽保持微正压。 浆料沸腾会加剧泡沫的产生,塔盘浆料沸腾有两种现象,一是蒸汽由塔盘下方小孔进入塔盘,塔盘浆液产生气泡,VCM 受热气化,浆液呈沸腾状态; 二是浆液进入塔盘后,VCM 压力发生急剧变化,闪蒸引起沸腾。 后者沸腾主要与压力变化有关,与小孔蒸汽鼓泡无关。 过量的闪蒸沸腾使塔盘增加不必要的泡沫,对汽提运行不利。 所以汽提供料槽压力必须经高压压缩机回收到微正压,一般控制不超过50 kPa, 避免大量VCM 伴随浆料入塔后闪蒸沸腾,形成泡沫料引起液泛。
4 结语
蒸汽量与浆料量合理搭配, 塔顶略低的真空度,塔内浆料适中的停留时间,减少浆料泡沫的产生等都是小孔径溢流堰板式汽提塔的控制要点。恒通化工针对汽提运行中出现的问题进行分析,优化操作,大大延长了汽提塔的使用周期,提升了优等品率,降低了消耗,为企业带来可观的经济效益。