钢球级配对磨矿效率的影响研究
2024-03-21唐必亮陈松战黄海林冯浩源
唐必亮,程 波,陈松战,黄海林,边 强,冯浩源
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
2智能矿山重型装备全国重点实验室 河南洛阳 471039
3太原科技大学 山西太原 030024
半自磨机和球磨机是矿山磨矿作业中重要的磨矿设备,其中半自磨机的磨矿过程是靠磨机内磨矿介质的运动对颗粒矿石进行破碎、磨剥来完成。长期以来,磨矿作业存在高能耗、低效率等问题,学者们针对该问题采取了一系列措施,如研发并优化磨机结构、研发高效率新型磨矿设备及优化磨机运维方式等[1]。
磨矿介质的尺寸及配比直接影响磨机的工作效率与处理能力[2-3],同时决定着磨矿产品的粒度分布[4]。磨矿效率与钢球个数及钢球与物料的有效碰撞次数有关[5-6]。在保证磨矿产品细度合格的前提下,提高磨机处理能力,可有效提高磨机效率。与此同时,钢球尺寸及配比的优化有助于提高磨矿效率,最佳介质配比可在保证足够冲击能量的前提下降低磨机内平均球径,同时增加钢球介质的数量,以达到更高磨矿效率[7-8]。
采用试验方法研究磨矿介质具有通用性,但其缺点也尤为明显,如试验费用高、周期长、环境污染等。离散单元法 (Discrete Element Method,DEM) 的出现使众多国内外研究者们开始利用离散元数值模拟方法来研究磨矿介质的运动行为,如昆明理工大学的蔡改贫模拟立磨机磨矿介质的运动和受力情况[9];澳大利亚昆士兰大学的 R.D.Morrison 和 P.W.Cleary 建立了φ1 800 mm×600 mm Hardinge 试验球磨机的离散元模型,并将该模型中提取的碰撞数据转换成对磨矿作用效果的估计[10-11];刘青等人[12]采用球磨试验机和离散元软件 EDEM 相结合的方法针对磨矿介质尺寸、配比对磨矿粒度的影响情况进行研究,并提出一种不同于现有的钢球级配;阮华东等人[13]通过对 6 种不同初装球配合比情况下磨矿产品的粒度组成、磨矿效率和磨矿技术效率的比较,发现一种较优的钢球配比;吴桂义等人[14]通过解析不同级配对铁矿石破碎效果的影响,研究了 4 种钢球级配对铁矿石的破碎规律,并从中推荐一种级配方案;张胜东等人[15]基于BP 神经网络建立了磨矿中钢球配比与产品粒级分布模型,通过所需的产品粒级分布来预测所需的钢球配比。上述研究表明钢球级配对于磨矿效率和产品粒度分布有着重大的影响,学者们用各种试验、离散元模拟或 BP 神经网络等方法开展了很多研究分析,但大多都是针对以磨削为主的球磨机,并未对以冲击破碎为主的半自磨机开展研究。
笔者以某矿山的φ8.53 m 半自磨机为研究对象,根据现场的磨机设备尺寸建立半自磨机三维模型,轴向截取厚度为 500 mm 的切片模型来代替整机筒体部分的破碎模型,以开展钢球尺寸与配比对矿石破磨效果的研究。
1 EDEM 仿真模型建立
离散元法 (DEM) 已被广泛应用于磨机的仿真模拟。采用离散元软件对磨机介质运动进行仿真模拟,可以直观地看到半自磨机内部物质 (矿石与介质) 的运动状况,为研究磨机内部的物质运动提供了新的方式。
离散单元法中单个颗粒的基本运动方程为[16]:
式中:m为颗粒质量;t为分析时间;(t) 为颗粒加速度;c为颗粒间黏性阻尼系数;(t) 为颗粒速度;k为颗粒刚度;u为颗粒位移;f为附加在单元上的载荷。
以上方程为动力学的基本方程以及结合牛顿第二定律和力学物理的变化方程形式,其循环计算的过程如图1 所示。

图1 离散元计算过程Fig.1 Discrete element calculation process
1.1 EDEM 模型参数
使用三维软件 Inventor 建立某矿山φ8.53 m 半自磨机的筒体衬板模型。在轴向方向上,筒体衬板的截面一致且长度足够,因此对模型进行简化,截取厚度为 500 mm 的切片模型代替整机进行分析。
EDEM 模型中矿石、衬板和介质三者之间的接触模型均选择 Hertz-Mindlin 模型。半自磨机中的矿料属性如表1 所列。
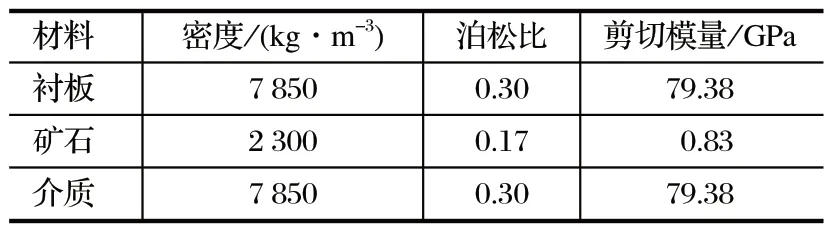
表1 材料参数Tab.1 Material parameters
模型初始条件中颗粒之间的碰撞属性、接触属性设置如表2 所列。

表2 磨矿介质接触参数Tab.2 Contact parameters of grinding medium
矿石和钢球的质量分布按照真实磨机内部情况进行分配,磨机内部综合填充率为 30%,其中钢球填充率为 13%,其余均为矿石。计算得出,EDEM 模型中应添加钢球 15.9 t,矿石 6.3 t,矿石的颗粒分布情况如表3 所列。

表3 矿石颗粒分布Tab.3 Distribution of ore particles
1.2 钢球级配方案参数
半自磨机工作方式是将物料与介质提升至一定高度后抛落,物料、介质和衬板三者之间相互碰撞、研磨,进而破磨矿石。其中,介质与介质、衬板之间的碰撞不会对矿石产生破碎作用,反而会增加钢球消耗,加速衬板的磨损失效。
在破磨矿石的过程中,钢球作为研磨介质进行能量传递,不可避免会有一定的损耗,从而导致钢球直径逐步减小,直至钢球直径小于格子孔被排出。所有钢球都会经历一个直径变小直至经格子孔排出的过程。因此选矿厂每天需要按照矿石处理量及经验总结的钢耗添加一定数量的钢球。
基于上述情况,为方便模拟统计,将钢球直径按照 20 mm 的间隔分类。其中在选定钢球直径范围时,最大直径按照选矿厂实际添加的最大钢球直径,最小直径按照半自磨机格子板的最大开孔尺寸进行设置。该选矿厂每天添加钢球的最大直径为 120 mm,半自磨机排顽石格子板的格子孔宽度为 40 mm。钢球级配方案如表4 所列,并通过计算对比各方案的磨矿效率、矿石破碎效果等,确定最佳钢球级配方案。
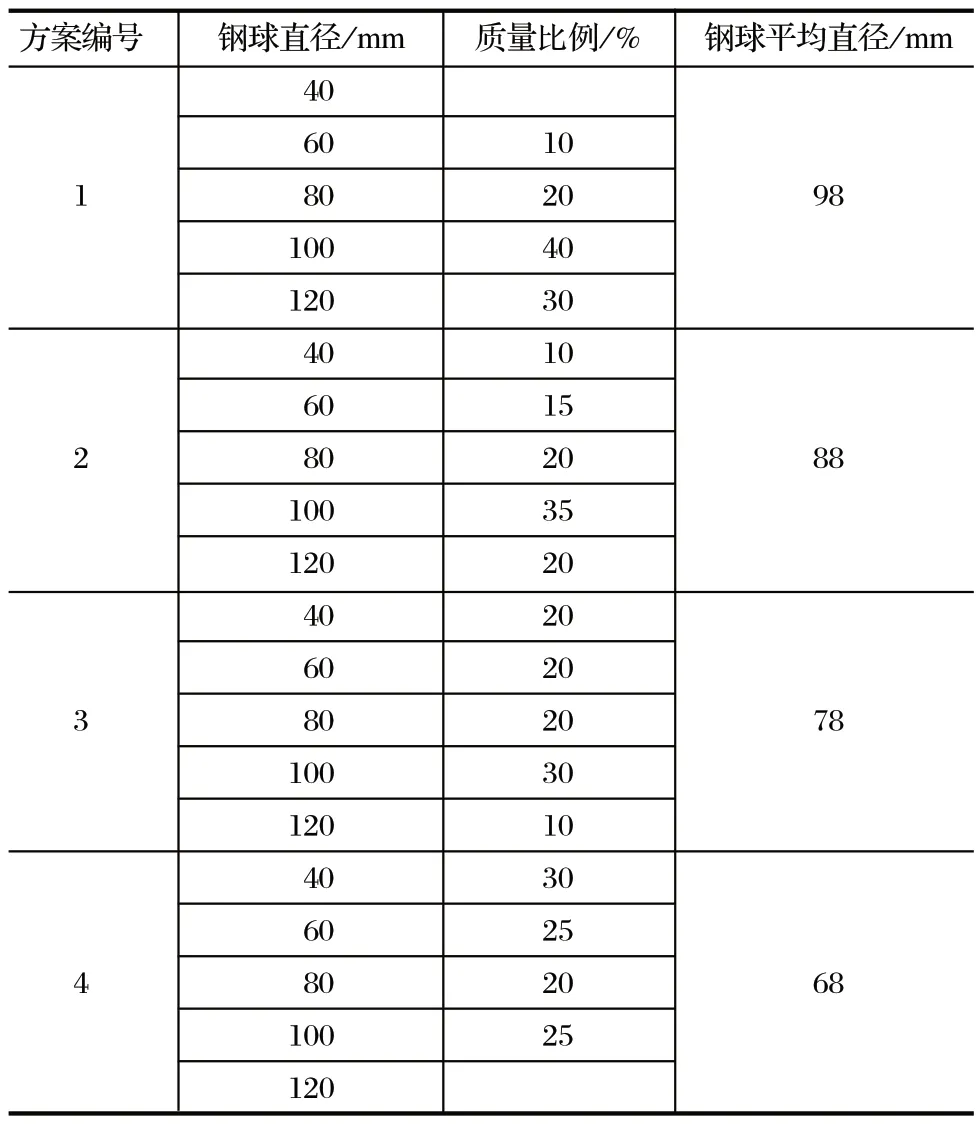
表4 钢球级配方案Tab.4 Scheme of size proportion of steel balls
1.3 磨机运动参数
设置磨机额定转速为 11.51 r/min,衬板截面按照全新衬板截面进行设置。以方案 1 为例,综合填充率为 30%,仿真时间为 40 s,颗粒生成时间为 6 s,初始状态及运转状态如图2 所示。
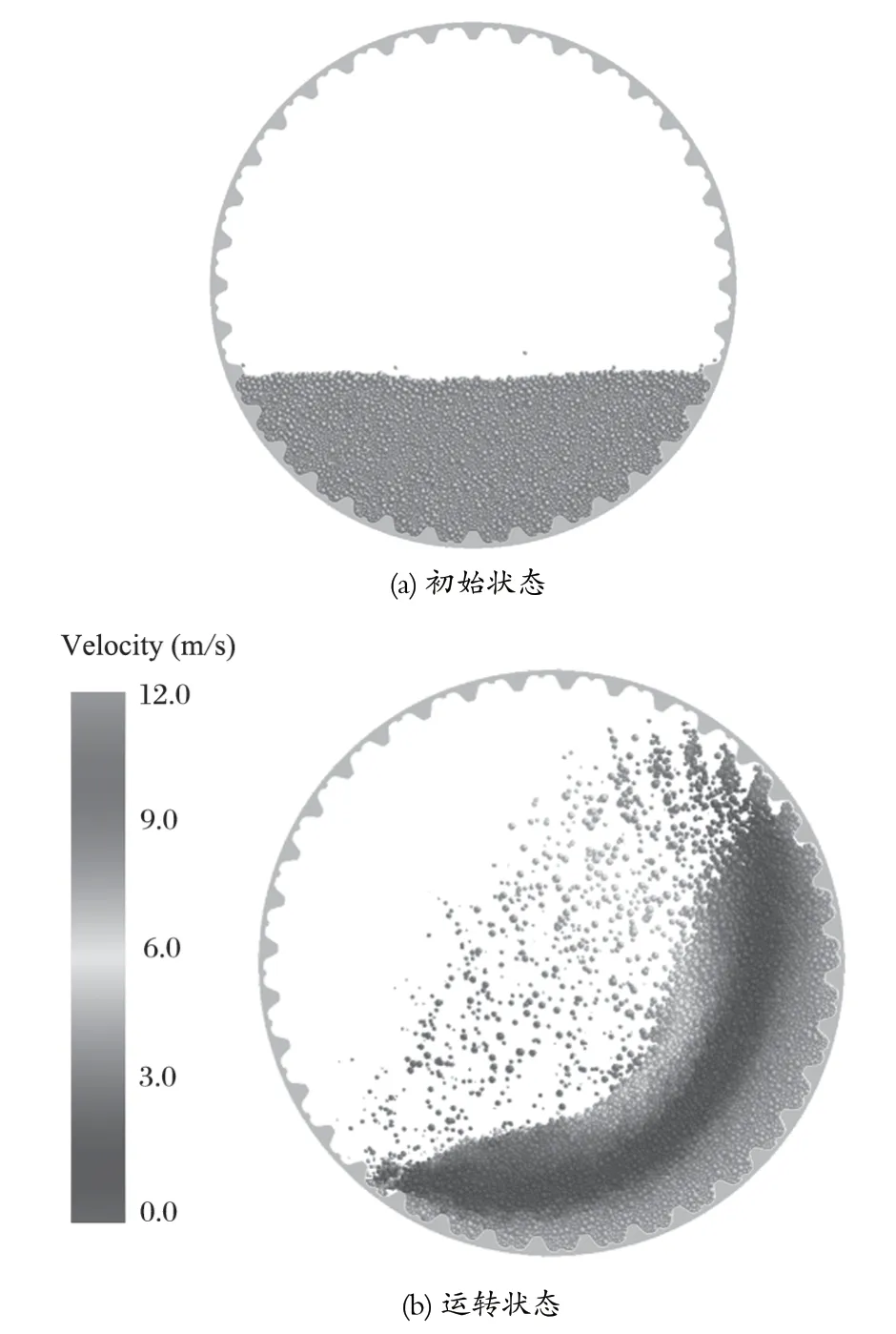
图2 初始状态及运转状态Fig.2 Initial state and running state
2 分析与结果
在磨矿周期内,钢球与钢球的碰撞会产生部分钢耗,进而增加选矿厂添加钢球的成本,钢球对衬板的冲击会造成衬板的磨损。而矿石与矿石、矿石与钢球的碰撞对矿石的破碎产生有利作用。模型仅考虑厚度为 500 mm 切片内衬板、介质及矿石的质量与运动情况,未考虑磨机筒体等旋转部件的能耗,提取计算周期内矿石、钢球与衬板之间的相互碰撞能量比例分布(以方案 1 为例),如图3 所示。
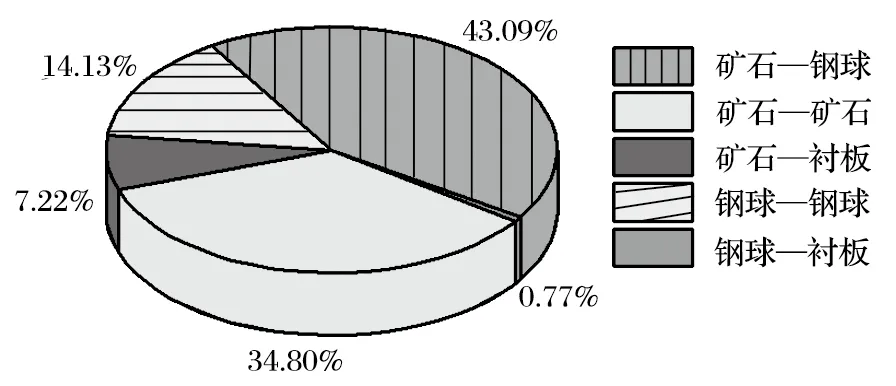
图3 不同类型的碰撞能量占比Fig.3 Proportion of collision energy in different types
由图3 可以看出,矿石的破磨主要由钢球和矿石及矿石颗粒之间发生碰撞而产生。其中钢球与矿石的碰撞能量损失最多,约为 43.1%。
以钢球级配为主要研究对象,分析钢球与矿石之间的碰撞。磨机运转过程中,矿石与钢球介质的碰撞能量主要与磨矿总能量、矿石质量有关,矿石颗粒发生碰撞的频率与磨矿介质的数量、磨机内运动的剧烈程度有关。筒体内钢球介质总冲击能量的大小并不能完全代表磨矿效果的优劣。不同矿石颗粒的直径、形状不同,故不同矿石颗粒的最小破碎能量阈值并不相同,其每次或累计破碎能量需大于最小破碎能量阈值,才能发生破碎或者矿石颗粒磨损破裂。
文献 [17]Vogel 和 Peukert 结合相似力学及断裂力学模型,改善了累计破碎模型,当矿石受到y次相同冲击时,累计破碎概率公式为
式中:S为颗粒破碎概率;fmat为颗粒属性,kg/(mm·J);x为颗粒直径,mm;y为冲击次数;Wm,kin为颗粒受到的冲击比能,J/kg;Wm,min为颗粒不发生破碎的能量最小阈值,由矿料属性决定,J/kg。
依据颗粒属性,Wm,kin值为 3.6 J/kg。结合颗粒直径及密度等,直径 20、30、40、60、80、100 mm矿石分别需要 0.345、0.584、0.883、1.725、3.040 和5.100 J 的能量才能产生颗粒累计破碎。
通过模拟可以得出有效碰撞次数与总碰撞次数的比例,分析有效碰撞次数的占比与颗粒直径、数量的关系,判断是否需要对半自磨机进料矿石直径的配比方案进行一定调整;以矿石受到钢球的有效冲击次数(矿石所受碰撞能量大于矿石颗粒破碎阈值的次数) 为研究对象,判断不同钢球级配对磨矿效果的影响;分析钢球之间的总能耗,判断钢耗的高低。
提取方案 1 中各颗粒的总碰撞次数及有效碰撞次数,计算有效碰撞次数占总次数的比例,数据处理后如图4 所示;提取方案 1 中不同直径的颗粒矿石与钢球的碰撞能量损失谱,如图5 所示。
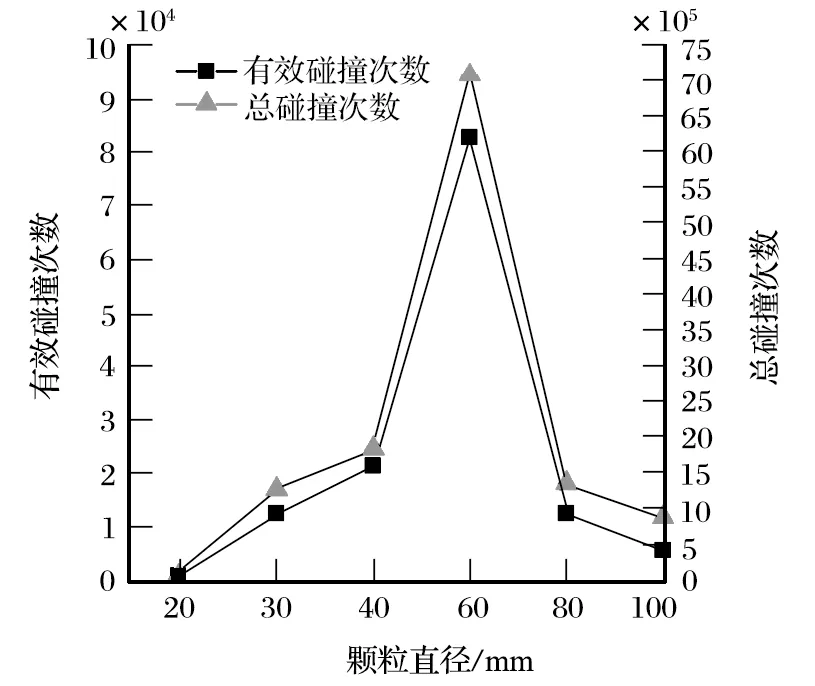
图4 方案 1 各颗粒有效碰撞次数及总碰撞次数Fig.4 Effective collision numbers of each particle and total collision numbers in scheme 1
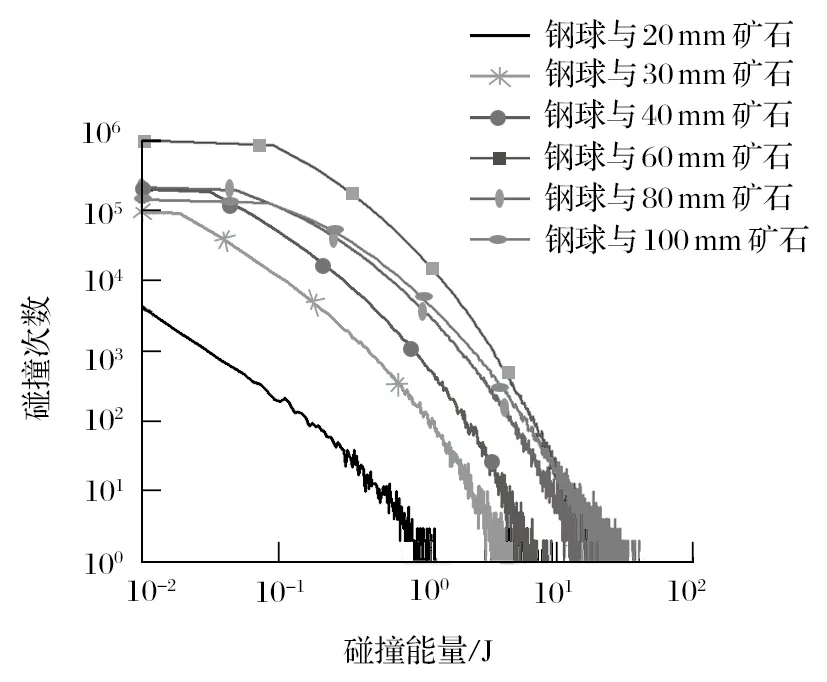
图5 不同直径矿石与钢球碰撞能量谱Fig.5 Energy spectrums of collisions between ore with different diameters and steel balls
由图4、5 可以看出:直径 60 mm 矿石的碰撞次数及有效碰撞次数都远大于其余的颗粒,原因为设置直径 60 mm 矿石颗粒的质量比例较高;有效碰撞次数与矿石颗粒直径、占比的线性关联不明显。
提取不同方案的颗粒碰撞损失能量谱,并剔除碰撞能量小于颗粒自身累计破碎阈值的次数。钢球与矿料有效碰撞次数变化如图6 所示。

图6 不同钢球级配对矿石各颗粒有效碰撞次数的影响Fig.6 Influence of different size proportion of steel balls on effective collision times of ore particles
由图6 可以看出:随着钢球平均直径的减小,对于较小的矿石颗粒 (直径≤50 mm),有效碰撞次数逐渐增多,几乎以线性增加;对比方案 3、4 与方案 1、2,其中直径 20 及 30 mm 的矿石有效碰撞次数成倍数提高;但当钢球级配为方案 4 (钢球平均直径 68 mm)时,所有矿石颗粒的有效碰撞次数均小于方案 3,由此分析,当钢球直径过小,即小钢球过多,会导致无法产生更多的大能量碰撞,对矿石的有效碰撞次数相较于方案 3 将明显下降;对于较大的矿石颗粒 (直径≥50 mm) 的颗粒,随着钢球平均直径降低,大钢球数量逐渐减少,导致大颗粒矿石的有效碰撞次数逐步减少,对于大颗粒矿石来说,磨机内部运动最理想的状态为在受到大能量冲击时快速破碎成小颗粒;方案3 较方案 2,仅直径 60 mm 的矿石颗粒有效碰撞次数有明显地下降,直径 80 和 100 mm 的矿石颗粒有效碰撞次数并没有太大变化。
钢球与钢球之间的碰撞会引起钢耗,通过提取并对比不同钢球级配方案下钢球与钢球之间碰撞的能量损失 (见图7、8),来量化不同方案中钢球的无用消耗。
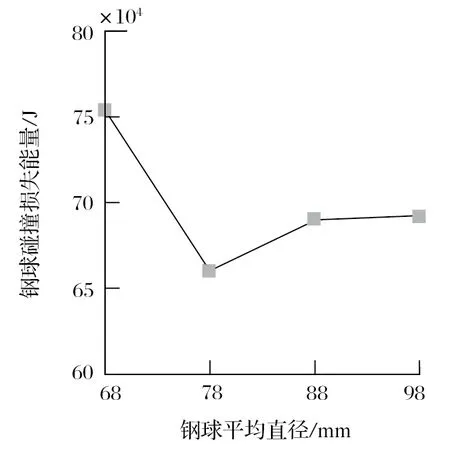
图7 不同方案的钢球与钢球碰撞能量损失Fig.7 Energy loss of collision between steel balls in different schemes
从图7 可以看出,随着钢球平均直径增大,钢球的碰撞能量损失先减小后增大。因此对于相同质量的钢球,当钢球平均直径过小,钢球个数会成倍增加,虽每次碰撞能量较小,但随着钢球碰撞次数的增加会导致钢球总碰撞能量变大。从图8 可以看出,随着直径增加,钢球之间的碰撞次数呈线性减小。各钢球级配方案中,钢球与钢球之间的碰撞能量损失对比可知,方案 3 (钢球平均直径为 78 mm) 时,钢球之间的无用能耗最低。
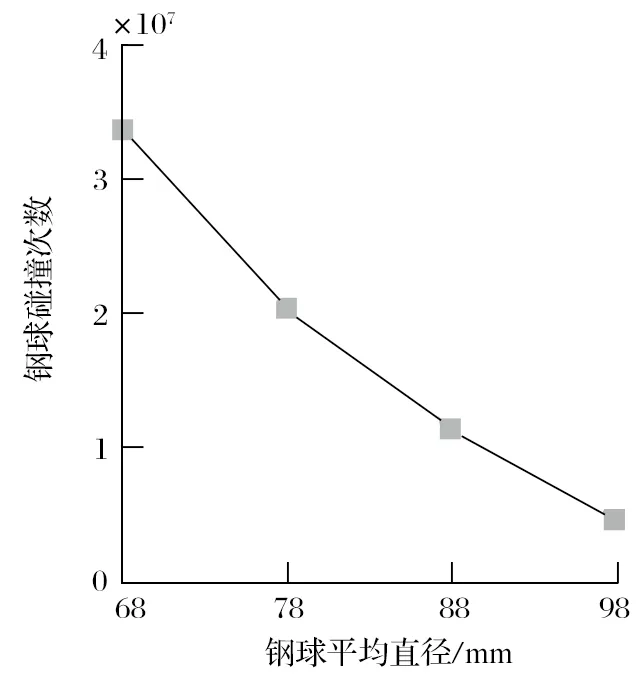
图8 不同方案钢球与钢球碰撞次数Fig.8 Numbers of collisions between steel balls in different schemes
3 结论
在同一工矿条件下,通过离散元法对 4 种钢球级配方案进行计算,分别提取了不同矿石颗粒与钢球的碰撞能量谱、有效碰撞次数及不同方案的钢球碰撞数据,进行了多维度的分析对比,得出以下结论。
(1) 钢球平均直径适当减小对小颗粒矿石有较好的破磨效果,更适用于矿料来源较为细小的矿山和单段半自磨机工艺流程。
(2) 不同钢球级配方案的无用钢耗相差较大,其中随着钢球直径的减小,钢耗先减小后增大。
(3) 对比 4 个钢球级配方案,钢球级配方案 3(φ40∶φ60∶φ80∶φ100∶φ120=20∶20∶20∶30∶10)在矿石与钢球有效碰撞次数和无用钢耗方面较其他级配方案有一定的优势。
通过多维度来对比钢球级配方案,对于选矿厂的钢球级配选择有一定的参考意义,由于不同钢球级配的磨机试验实际数据不易测量,且难以取得准确数据,使用离散元模型来分析对比不同钢球级配对磨矿效果的影响具有一定的优势。
