微织构特征对铝合金-CFRTP激光焊接头力学性能的影响
2024-03-08徐良李康宁杨海锋宋坤林谷世伟
徐良,李康宁,杨海锋,宋坤林,谷世伟
(1.哈焊国创(青岛)焊接工程创新中心有限公司,青岛,266111;2.国家高速列车青岛技术创新中心,青岛,266111)
0 序言
碳纤维是高强度高模量纤维材料,将碳纤维作为增强体对树脂、水泥、金属或橡胶进行强化可以大大提高材料的比强度及比刚度,轻量化效果十分明显.碳纤维增强热塑性树脂基复合材料(carbon fiber reinforced thermoplastic resin matrix composite material,CFRTP)作为其中的典型材料,在航空航天、汽车、新能源、医疗及体育器械等领域获得广泛应用[1].随着CFRTP材料的商业化应用,其与钢、铝合金及钛合金等结构材料的高质量连接技术得到了广泛关注与研究.胶接、机械连接及焊接技术作为工程领域常用的连接手段,在金属-CFRTP连接中得到了大量研究及应用[2-3].胶接工艺胶接剂固化时间长、效率低且对环境敏感,螺接及铆接等机械连接时复合材料需预制连接孔,易导致材料产生分层或纤维拔出、断裂等缺陷从而影响基体性能,且螺接及铆接结构易产生应力集中影响结构疲劳强度.超声波焊接[4]、摩擦焊接[5]、热压焊接[6]及激光焊接[7]等方法在金属-CFRTP连接中各具优势和劣势,其中激光焊接以其高能量、高效率、绿色环保等优势,在金属-CFRTP连接中体现独特的优势.
金属与CFRTP材料由于熔点差异、热膨胀系数差异等因素,其连接存在焊接难度大,接头强度低,易开裂等问题.研究表明通过对金属表面进行化学处理[8]、机械处理[9]或激光毛化处理[10-11]可以大幅提高金属-CFRTP接头强度.激光毛化技术由于具有可以在金属表面制备微米级至毫米级微织构,且微织构形状和密度均可以调节的特点,科研人员在金属-CFRTP接头的连接领域开展了大量基础研究.Amend等人[12]通过激光毛化微织构的引入,实现了PC及PA6与5 182铝合金的有效连接,研究表明孔洞状微织构接头19.7 MPa的强度高于网格状微织构接头16 MPa的强度,孔洞状微织构未能实现全部填充,微织构底部气孔的存在影响了接头强度的进一步提升.Zhang等人[13]通过激光毛化微织构的引入将碳纤维增强PA6-7050铝合金接头的强度从8.5 MPa提高到39 MPa.
Lambiase等人[14-15]基于激光毛化工艺,通过激光点焊及搅拌摩擦点焊均实现了PEEK与5053铝合金的连接,当激光毛化微织构间距为200 μm,深度为70 μm时,激光点焊及搅拌摩擦点焊接头的强度分别为30 MPa和47 MPa,分别达到PEEK基体强度的53%及83%.此外,Lambiase等人[16]还研究了基于激光毛化技术的激光焊接工艺参数对PVC-5053铝合金接头强度的影响规律,结果表明当热输入不足时激光毛化微织构不能实现完全填充,而当热输入过高时PVC易产生分解进而导致接头强度降低;当焊接线能量为120 J/mm时,接头强度达到最大值15.3 MPa,为PVC母材强度的71%.Rodriguez-Vidal等人[17]研究了激光毛化微织构间距及取向对玻纤增强PA6-低合金钢HC420LA接头强度的影响,结果表明微织构间距对接头强度具有明显影响,而微织构取向对接头强度影响不明显.
目前的研究主要集中在微织构形式对金属-CFRTP接头强度的影响,而在微织构特征及其作用原理方面研究较少.因此,该文基于现有研究内容,重点分析微织构特征对铝合金-CFRTP接头强度的影响规律及作用机理,以进一步提高铝合金-CFRTP的接头强度,促进CFRTP材料在工业生产中的应用.
1 试验方法
1.1 试验材料
金属材料选择1.5 mm厚6061-T6铝合金板材,抗拉强度为354 MPa,延伸率为10%.6061-T6铝合金化学成分如表1所示.
CFRTP基体材料为聚己二酰己二胺(PA66),增强基为短杆碳纤维,其质量分数为30%,碳纤维均匀分布于树脂基体中.CFRTP的主要力学性能和热性能如表2所示.
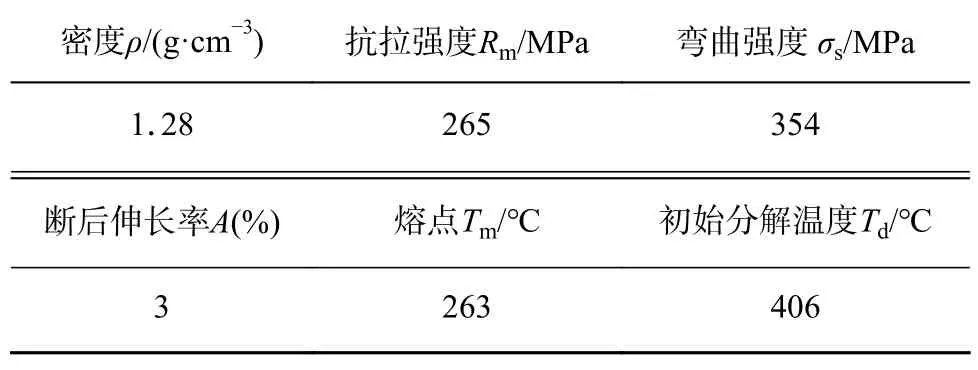
表2 CFRTP主要力学性能和热性能Table 2 Main mechanical properties and thermal properties of the CFRTP
1.2 激光毛化微织构设计
采用纳秒激光器对6061铝合金板表面指定区域进行激光毛化处理,织构形式选择网格状,织构结构如图1所示.网格微织构关键尺寸包含深度h、宽度w及间距d,如图2所示.前期研究表明,当网格间距d=200 μm时,铝合金-CFRTP接头具有较高的强度,该研究结果与文献[14,17]的结果一致.为进一步研究微织构深度h对接头性能的影响,在保持激光扫描速度2 m/s、激光重复频率80 kHz、激光毛化功率50 W的基础上,通过调整激光毛化次数实现微织构深度h的控制,微织构宽度w则随着深度h的增加发生变化.不同激光毛化次数下微织构深度h及宽度w的变化如表3所示.

图1 网格状激光毛化微织构Fig.1 Grid laser texture.(a) surface;(b) depth
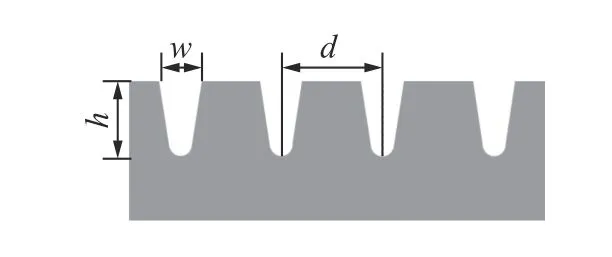
图2 网格状激光毛化微织构关键尺寸Fig.2 Key dimensions of grid laser texture
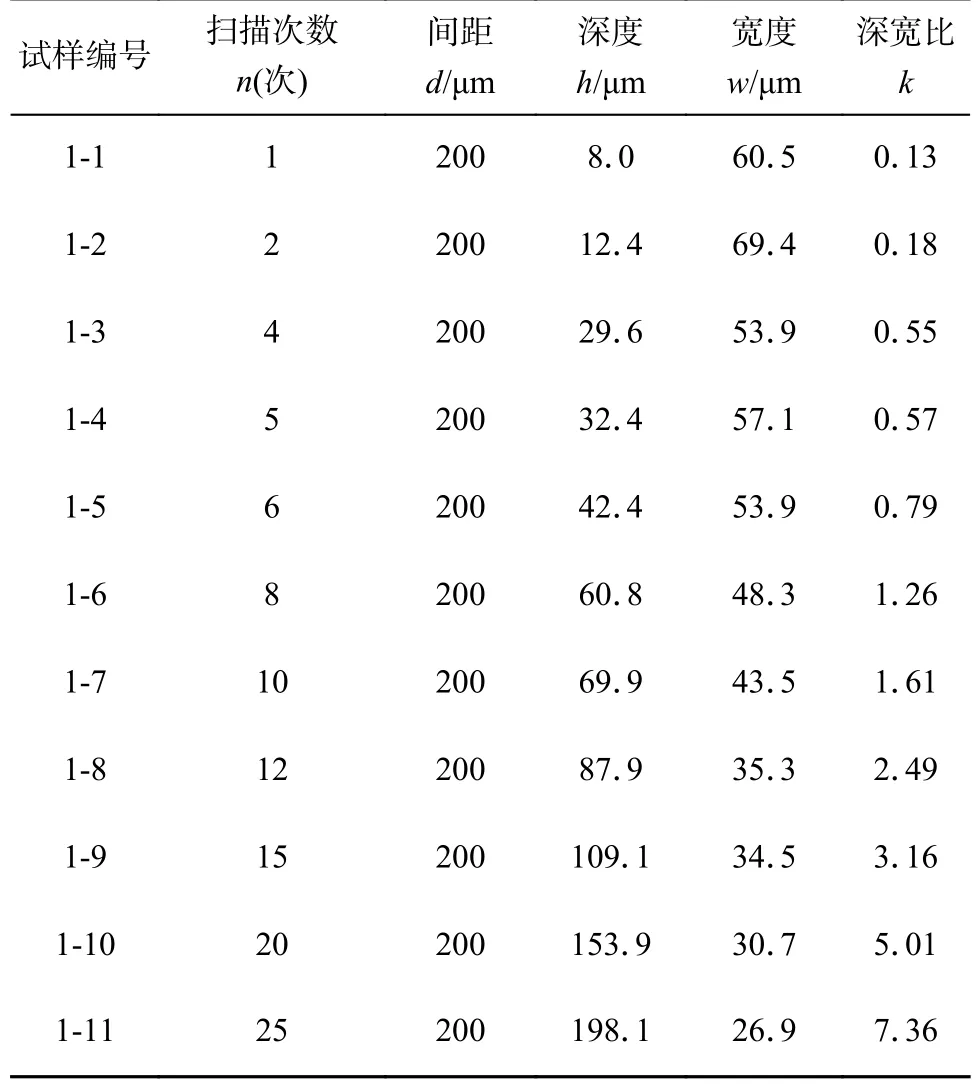
表3 激光毛化微织构关键尺寸参数Table 3 Key dimensional parameters of laser texture
随着深度h的增加,宽度w逐渐减小,这是因为激光毛化的作用机理为通过高能量脉冲激光束加热、熔化并部分汽化铝合金材料,随着网格深度的增加,熔化的铝合金从沟槽中飞出能力减弱,部分凝固在沟槽内壁,从而导致宽度的减小,沟槽深度越深,这一现象越明显.
1.3 接头设计及焊接
6061铝合金-CFRTP接头形式为搭接,接头结构如图3所示.焊接所用激光器为YLR-10000,额定功率10 000 W,波长1 068~ 1 080 nm;机器人为KR 60 HA 6轴联动机器人.激光焊接主要参数为:激光功率为1 000 W,离焦量为0 mm,焊接速度为0.5 m/min;焊接保护气选择纯度为99.999%的高纯氩气,流量为25 L/min.为防止激光反射损坏设备,选择激光束与竖直方向夹角为10°.
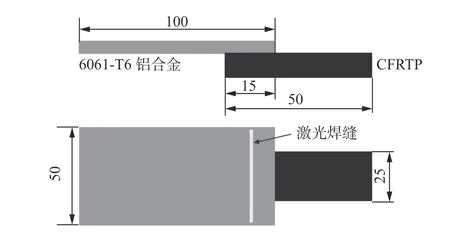
图3 6061铝合金-CFRTP搭接接头设计(mm)Fig.3 The schematic of 6061 aluminum alloy-CFRTP lap joint
2 结果与分析
2.1 截面形貌
6061铝合金-CFRTP典型接头,即试样1-4,其截面形貌如图4所示.焊缝区呈典型的“半圆形”特征,焊缝深度为1 mm,热影响区宽度仅为0.05 mm.激光毛化微织构内填满了熔融的CFRTP材料,即6061铝合金-CFRTP实现了有效的机械嵌合.
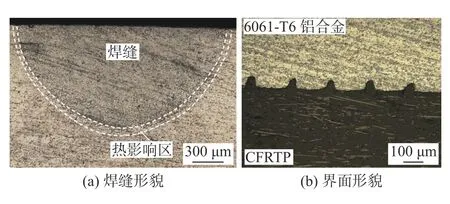
图4 6061-T6铝合金-CFRTP接头截面形貌Fig.4 The cross-sectional macroscopic of 6061 aluminum alloy-CFRTP lap joint.(a) weld seam;(b)interface
2.2 CFRTP在激光毛化微织构的嵌入分析
CFRTP在激光毛化微织构的嵌入主要受微织构深度及宽度的影响,选取典型激光毛化微织构特征的接头试样进行截面观察,结果如图5所示.当激光毛化微织构深度为69.9 μm时,如图5(c)所示深宽比为1.61的试样1-7,CFRTP可以完全填充;而当深度增大到109.1 μm时,如图5(d)所示深宽比为3.16的试样1-9,CFRTP只能部分填充.分析认为,大深宽比时“尖角”状的激光毛化微织构增大了熔融CFRTP进入微织构的难度,造成了CFRTP只能部分填充的结果.
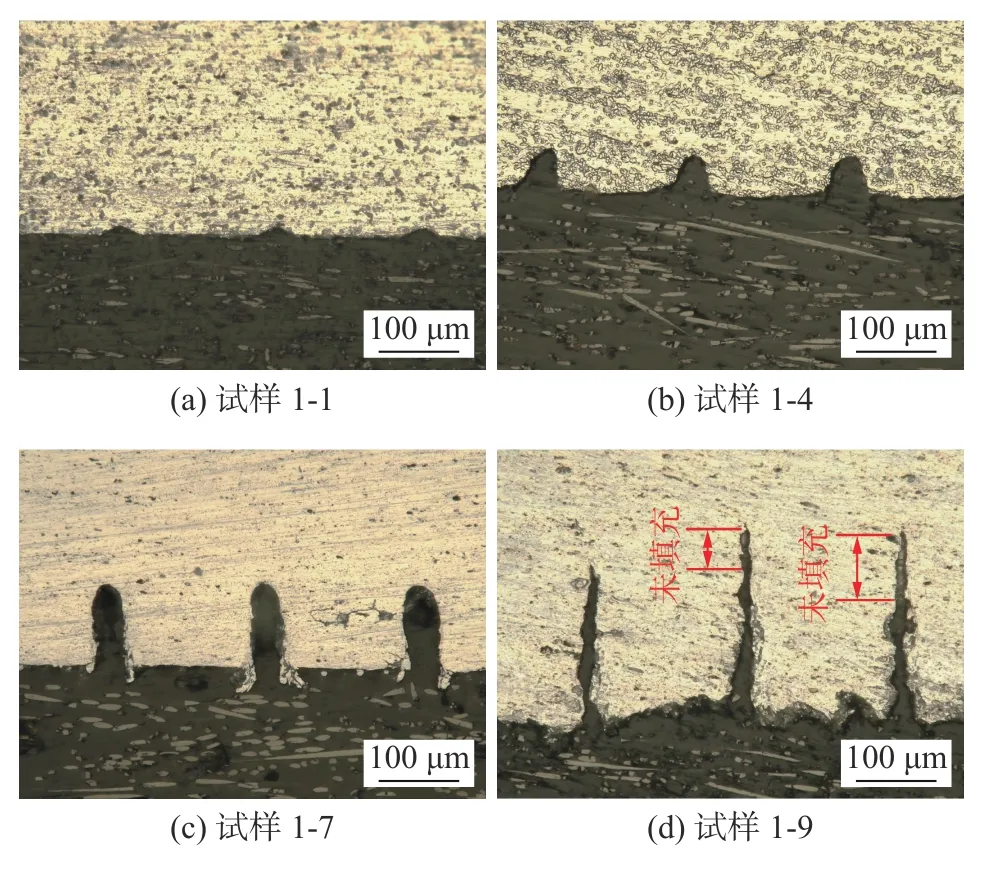
图5 典型激光毛化微织构接头试样截面形貌Fig.5 Typical cross-sectional macroscopic of 6061 aluminum alloy-CFRTP lap joint.(a) sample 1-1;(b)sample 1-4;(c) sample 1-7;(d) sample 1-9
2.3 性能检测
对铝合金-CFRTP接头进行剪切拉伸检测,结果如图6所示.从图6可以发现,随着微织构深宽比的增大,铝合金-CFRTP接头强度呈现先增大后减小的趋势,当深宽比为1.61时(深度h=69.9 μm),接头拉伸剪切力达到最大值.CFRTP在激光热作用下发生熔化,随后在冷却过程中通过铝合金表面激光毛化微织构与铝合金连接在一起.当接头拉伸断裂时,一部份填充到微织构的CFRTP从微织构沟槽中脱出(粘附断裂),另一部份CFRTP与基体剪切断裂并粘附在铝合金表面(内聚断裂).
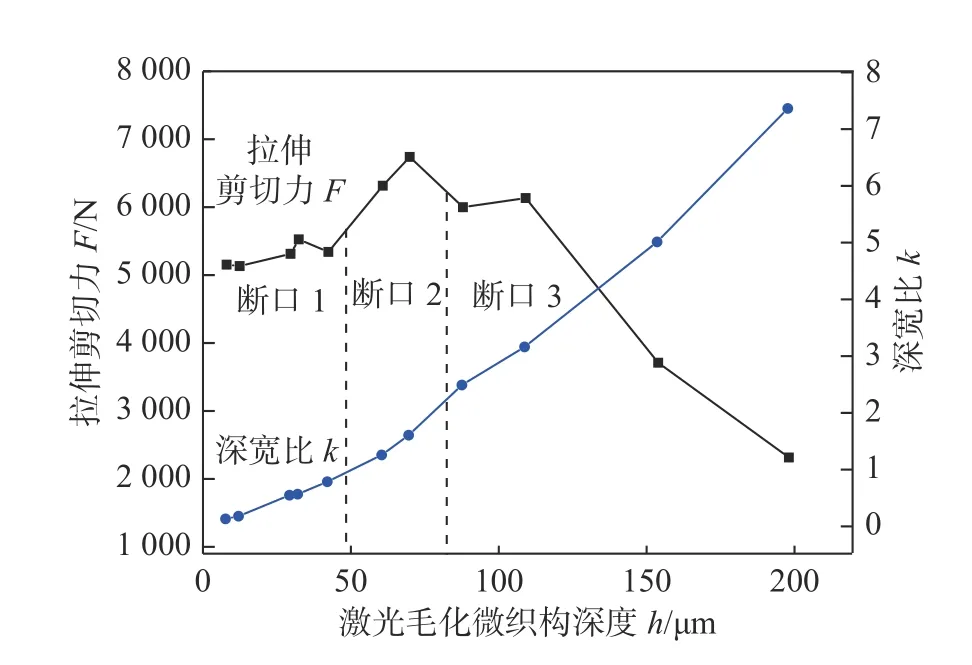
图6 6061铝合金-CFRTP接头拉伸剪切力Fig.6 Tensile shear force of 6061 aluminum alloy-CFRTP lap joints
图6中不同断口形式如图7所示.随着微织构深度h的增大,铝合金-CFRTP接头的断裂形式由断口1的“粘附断裂+内聚断裂”转变为断口2的“CFRTP母材断裂”,再转变为断口3的“粘附断裂+内聚断裂”,当断裂位置发生在CFRTP母材时,接头拉伸剪切力达到最大.

图7 6061铝合金-CFRTP接头拉伸剪切断口宏观形貌Fig.7 Macroscopic morphology of tensile shear fracture of 6061 aluminum alloy-CFRTP lap joint.(a) fracture 1;(b)fracture 2;(c) fracture 3
为了进一步研究激光毛化微织构对铝合金-CFRTP接头性能提升的贡献,基于试样1-7微织构结构,采用激光清洗将激光毛化飞溅物去除,并在相同焊接参数下完成6061铝合金-CFRTP的激光焊接,对试样进行拉伸剪切试验,结果如表4所示.对表4数据进行分析,与不做处理的试样相比,优选的激光毛化微织构将铝合金-CFRTP接头性能提高了1.6倍,其中激光毛化飞溅物对接头性能的提高占0.4倍.在优选激光毛化参数下,界面结合、激光毛化微织构机械嵌合和激光毛化飞溅对铝合金-CFRTP接头性能的贡献比例分别约为38%、46%和16%.
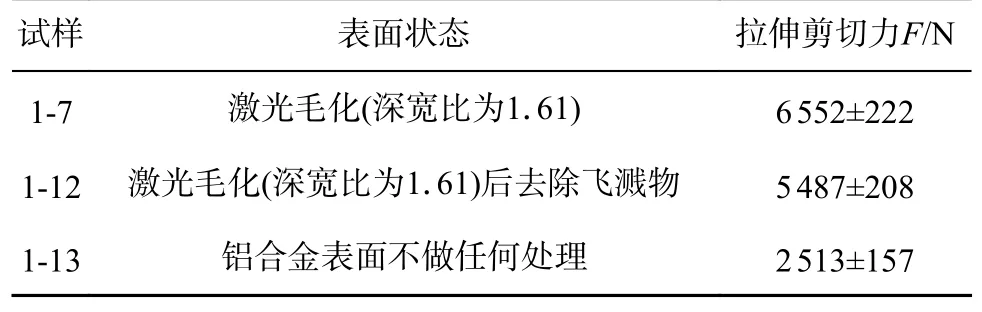
表4 不同铝合金表面对接头性能的影响Table 4 Effect of different aluminum alloy surfaces on joint performance
2.4 断口分析
为研究激光毛化微织构特征对断裂的影响,选取典型接头铝合金侧断口进行观察,并对与相应的CFRTP侧断口进行线轮廓测量,结果分别如图8及图9所示.从图9中可以发现,当激光毛化微织构深宽比较小时,绝大部分CFRTP从微织构沟槽中全部脱出(粘附断裂),极少部分嵌入沟槽中的CFRTP在铝合金界面处发生剪切断裂(内聚断裂);随着激光毛化微织构深宽比的增加,CFRTP发生脱出的面积逐渐减小而发生剪切断裂的面积逐渐增大.与此对应的CFRTP侧的断口形貌及表面线扫轮廓显示当激光毛化微织构深度h较小时,嵌入沟槽中的CFRTP在剪切拉伸过程中脱出,其线扫形貌与激光毛化微织构形貌一致;随着激光毛化微织构深度h的增加,CFRTP侧的表面线扫轮廓显示为杂乱的剪切撕裂特征.
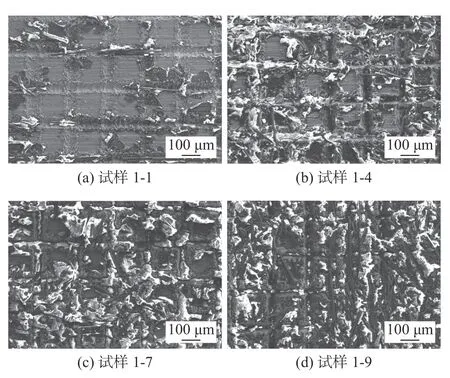
图8 典型激光毛化微织构接头试样断口形貌-铝合金侧Fig.8 Typical fracture morphology of 6061 aluminum alloy-CFRTP lap joints (aluminum alloy side).(a)sample 1-1;(b) sample 1-4;(c) sample 1-7;(d)sample 1-9
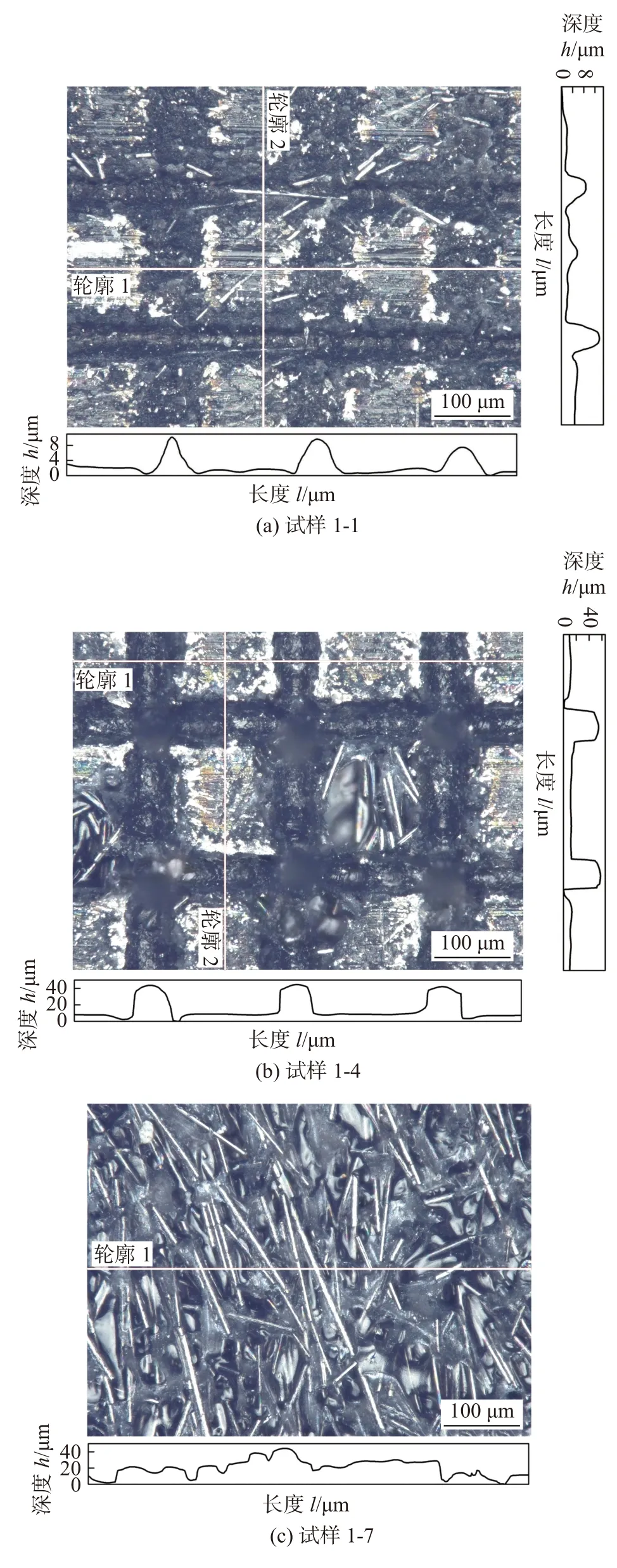
图9 典型激光毛化微织构接头试样断口形貌-CFRTP侧Fig.9 Typical fracture morphology of 6061 aluminum alloy-CFRTP lap joint (CFRTP side).(a) sample 1-1;(b) sample 1-4;(c) sample 1-7
2.5 铝合金-CFRTP界面分析
对6061铝合金-CFRTP界面的分析,如图10所示.测试位置及测试结果如图10(a)所示,在铝合金的边界处存在元素过渡区域,在该过渡区C元素向铝合金方向扩散时含量逐渐变低,而Al元素含量逐渐升高.图10(b)是铝合金-CFRTP界面高分辨TEM图,铝合金与CFRTP实现了部分原子级别的连接.上述研究表明,铝合金与CFRTP激光焊接头通过外界压力、元素扩散等作用,实现了原子级别紧密结合.文献[7,18-20]研究表明铝合金-CFRTP连接界面存在化合物Al4C3和化学键Al-OC键、Al-C键,这些化合物及化学键的生成,进一步增强了铝合金-CFRTP接头强度.该文后续研究中借助TEM,XPS等手段进一步分析铝合金-CFRTP界面化合物及化学键的产生及其对接头性能的影响.
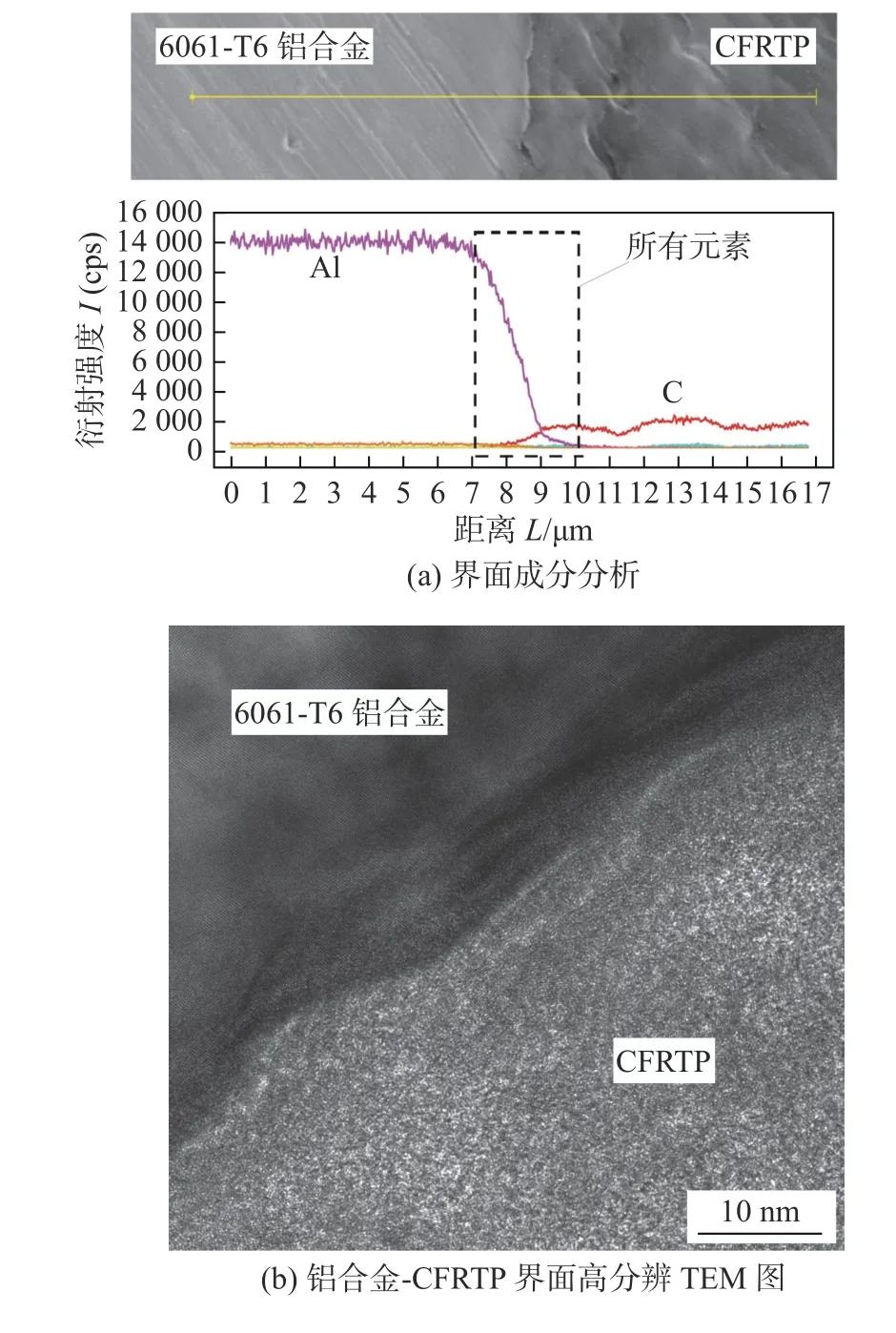
图10 铝合金-CFRTP界面分析Fig.10 Interface analysis of 6061 aluminum alloy-CFRTP lap joint.(a) EDS;(b) TEM
2.6 激光毛化飞溅物对性能的影响分析
激光毛化的作用机理为通过高能量脉冲激光束加热、熔化并部分汽化铝合金材料,从而在铝合金表面形成微织构.熔化的铝合金在激光束及铝合金蒸汽的双重作用下飞溅,并堆积在微织构沟槽两侧形成飞溅.当飞溅高度较低时,飞溅可以在铝合金-CFRTP焊接过程中扎入熔融的CFRTP内部,从而产生“钉扎”作用,如图5(b)的试样1-7所示,该“钉扎”作用在接头发生剪切断裂时也无法从CFRTP中脱出,而是发生剪切断裂并留在CFRTP一侧,如图11(a)所示.结合2.3节分析可知,“钉扎”结构可以提高接头强度.而当飞溅高度较高时,飞溅物堆积在微织构沟槽两侧,增大了微织构深宽比,进而增大了熔化的CFRTP进入激光毛化微织构的难度,造成了铝合金-CFRTP接头性能的降低,如图11(b)所示.
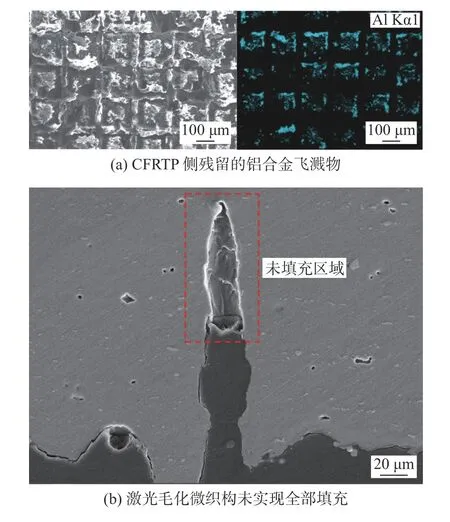
图11 铝合金飞溅物对接头的影响Fig.11 Effects of aluminum splash on joints.(a) aluminum splash remaining in CFRTP fracture;(b)aluminum splash impedes tightly fit
3 结论
(1)利用激光毛化技术在铝合金表面构建微织构,并通过激光焊接可以获得成形良好且性能优异的铝合金-CFRTP搭接接头,接头通过外界压力、元素扩散等作用,实现了原子级别紧密结合.
(2)随着激光毛化微织构深宽比的增大,熔融CFRTP在铝合金表面微织构中由全部填充转变为部分填充;铝合金-CFRTP接头剪切性能呈现先增大后减小的趋势;接头失效机制呈现混合断裂(粘附断裂+内聚断裂)-CFRTP母材断裂-混合断裂的变化.当微织构深宽比达到1.2~ 1.6时接头拉伸剪切性能值最大,此时断裂位置位于CFRTP母材.
(3)激光毛化微织构对铝合金-CFRTP接头强化机理为增强机械嵌合作用及飞溅的“钉扎”作用,在优选激光毛化参数下,界面结合、机械嵌合和飞溅对铝合金-CFRTP接头性能的贡献比例分别约为38%,46%和16%.
