X80M钢管道全自动焊接接头裂纹尖端张开位移差异性
2024-03-08文学汪宏辉李熙岩钱建康毕思源雷正龙
文学,汪宏辉,李熙岩,钱建康,毕思源,雷正龙
(1.中石化江苏油建工程有限公司,扬州,225009;2.哈尔滨工业大学,材料结构精密焊接与连接全国重点实验室,哈尔滨,150001)
0 序言
作为低碳微合金管线钢的X80管线钢具有强度高、韧性好、焊接性能良好等优点,在国内油气管线建设中,如西气东输工程、中俄东线天然气运输等应用广泛[1-4].在长输管道铺设过程中,焊接是必不可少的重要施工环节.然而,X80管线钢的强度级别较高,且长输管道具有较大的厚度,导致大直径X80钢管焊接接头具有较大的冷裂敏感性,易在马氏体转变温度MS点附近或更低温度区间产生焊接冷裂纹[5-7].因此,实际施工过程有必要通过焊前预热工艺,来延长焊接接头冷却时间而促进氢的逸出,降低焊接接头冷裂敏感性[8-9].
预热温度是焊前预热的关键因素,不同预热温度对焊接接头的断裂韧性有较大影响[10].为确定预热温度,有必要对不同预热温度下焊接接头的断裂韧性进行测试[11-13].CTOD为外加张开型载荷作用下原始裂纹尖端附近的张开位移,可通过CTOD测试并依据相关标准计算获得.与传统的J积分、KIC相比,CTOD在实际工程结构断裂韧性评定中有着更好的应用效果,可对焊接接头的断裂韧性进行准确的评价[14-15].然而,现行的CTOD测试标准中,采用国家标准GB/T 21143-2014的计算公式与国际标准ISO 15653-2018的计算公式计算所得的CTOD值存在明显差异,导致实际施工检验或第三方仲裁过程产生矛盾[16].该文针对不同预热条件下X80钢管道全自动焊接接头,开展了裂纹尖端张开位移的差异性研究.采用单边缺口3点弯曲试样进行CTOD试验,按照GB/T21143-2014和ISO 15653-2018推荐的公式分别进行CTOD值的计算,对两者的差异性进行分析,确定预热温度.
1 试验方法
采用焊接方法为内焊机根焊+双焊炬外焊机热焊、填充、盖面的熔化极气体保护焊(GMAW),其中根焊用焊接设备为A-808内焊机,热焊、填充、盖面用焊接设备为A-610全位置管道自动外焊系统.
试验用母材为X80M管线钢,管径为1 219 mm,壁厚为22.2 mm;根焊填充材料为直径0.9 mm的ER80S-Ni1焊丝,热焊与填充,盖面焊填充材料为直径1.0 mm的ER80S-G焊丝,试验用母材与焊丝的化学成分如表1所示;焊接用保护气为80% Ar +20% CO2.

表1 母材与焊丝的化学成分(质量分数,%)Table 1 Chemical composition of base metal and wire
焊接接头为对接接头,坡口形式如图1所示,为复合U形坡口,坡口面角度α=5 ± 1°,β=37.5° ± 1°,钝边P=1.3 mm ± 0.2 mm,对口间隙b=0~ 0.5 mm,拐点至内壁高度H=5.4 mm ± 0.2 mm,半坡口宽度W=3.5~ 5.0 mm,拐点圆弧半径R=3.2 mm,内坡口高度h=1.3 mm ± 0.2 mm.
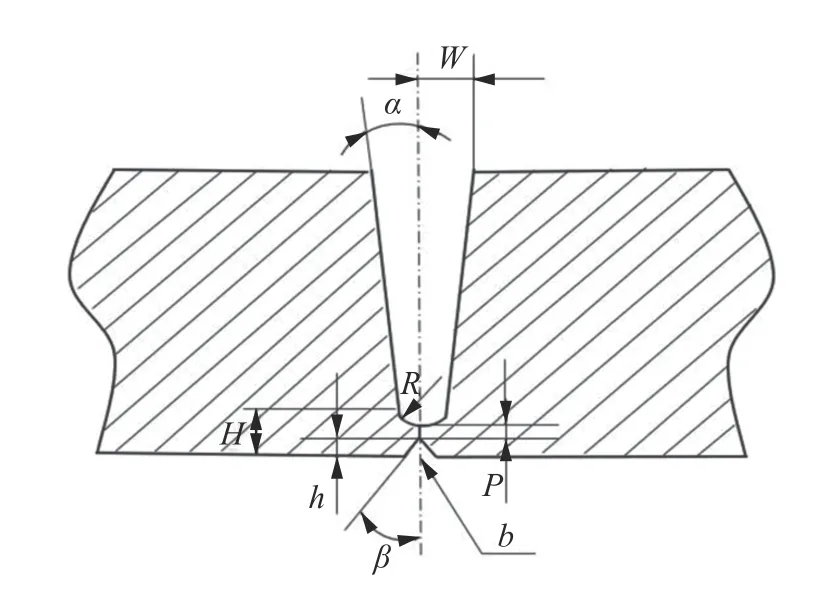
图1 焊接接头坡口形式Fig.1 Groove form of welding joint
焊接顺序如图2所示,其中1层为内焊道,2层为热焊道,3~7层为填充焊道,8~9层为盖面焊道.

图2 焊接接头焊道顺序(mm)Fig.2 Weld sequence of welding joint
为模拟中俄东线天然气运输管线施工过程中常遇到的严寒环境,在最低环境温度约为-30 ℃室外进行施焊,湿度小于 90% RH,风速小于 2 m/s.焊前采用电加热对坡口两侧进行预热,区域均为50 mm.预热温度的选择一方面借鉴ASME B31.3标准和ASME B31.4标准所规定的大于79 ℃的预热温度;另一方面借鉴当下国家管网中俄东线南段西气东输3期项目、西气东输4期项目对X80级的预热温度取值为110~ 130 ℃之间的经验.因此,选择80 ℃与120 ℃的两种预热温度进行对比分析.焊接过程中控制层间温度为70~ 120 ℃,两种预热温度下焊接所得焊缝外观成形如图3所示.

图3 不同预热温度焊接所得焊缝成形Fig.3 Weld forming obtained by welding at different preheating temperatures.(a) preheat 80 ℃,cover weld;(b) preheat 80 ℃,root weld;(c) preheat 120 ℃,cover weld;(d) preheat 120 ℃,root weld
焊后通过线切割从接头上截取单边缺口3点弯曲试样进行CTOD测试,预置疲劳裂纹位置包括名义焊缝中心线处与熔合区两种,图4显示了CTOD的3点弯曲试样加工尺寸.

图4 CTOD 试样的加工尺寸(mm)Fig.4 Dimensions of CTOD specimen
试验设备采用包括RPL-250-±250KN微机控制电液伺服疲劳试验机和BT2-FR250SH.A4K高低温材料试验机.根据工程实际规定的性能评定要求设置试验温度为-45 ℃,加载速率为1.0 mm/min,加载时间为1.0~ 3.0 min.试验前,对每个试件的尺寸进行测量.试验过程在低温箱中保温,采用1次加载的方式,加载至试样发生失稳断裂.记录试验过程中的载荷与缺口张开位移,绘制相应的FV曲线图如图5所示.
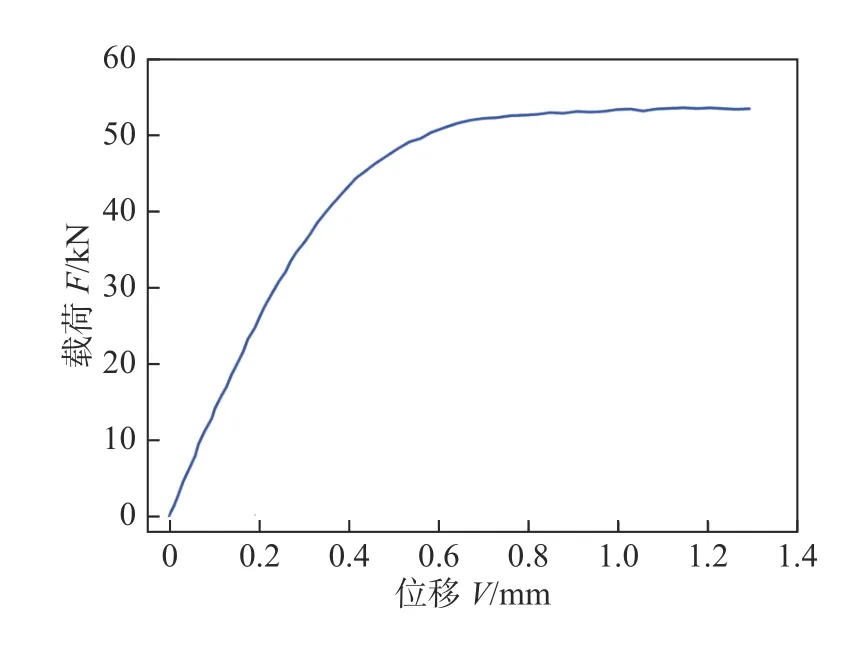
图5 CTOD试验F-V曲线Fig.5 F-V curve of CTOD test
试样发生失稳后,取出试样并将其压断,所得实际试样断口如图6所示,并测量各个试样的预制疲劳裂纹长度a0.CTOD试验的结果记录完成后,分别根据GB/T21143-2014和ISO 15653-2018推荐的公式计算CTOD值.计算参数中泊松比ν为0.3,弹性模量E为210 GPa,引伸计的装卡位置到试样表面距离z为0 mm,试样跨距S为160 mm,试样未开测槽B为BN,试验材料在测试温度下的力学性能如表2所示.

图6 CTOD试验预制疲劳裂纹位置Fig.6 Prefabricated fatigue crack location in CTOD test.(a) fusion zone;(b) weld zone

表2 试验材料力学性能Table 2 Mechanical properties of test material
2 结果与讨论
2.1 CTOD值的计算
国家标准GB/T21143-2014所给出的CTOD值计算公式[17]为
式中:δ为裂纹尖端张开位移CTOD值;S为3点试样跨距;W为试样宽度;F为最大载荷;B为试样厚度;BN为试样的净厚度;ν为泊松比;E为弹性模量;RP0.2为0.2%非比例延伸强度;a0为预制疲劳裂纹长度;Vp为缺口张开位移塑性分量;z为引伸计的装卡位置到试样表面距离.转动半径R与应力强度因子系数g可由以下获得,即
国际标准ISO 15653-2018所给出的CTOD值计算公式[18]为
根据不同预热温度下焊接接头试样在CTOD测试后所得的载荷-位移曲线与相关测量数据,分别按照GB/T21143-2014与ISO 15653-2018推荐公式计算CTOD值,相关数据与结果如表3所示.

表3 焊接接头CTOD计算值对比Table 3 Comparison of CTOD values of welded joints
试样位置编号中FL代表熔合区试样,WM代表焊缝试样.D1,D2,D3为分别在每个试样的3次不同取样位置的试验.δ1为根据GB/T21143-2014计算所得CTOD值,δ2为根据ISO 15653-2018计算所得CTOD值.由计算结果可知,采用ISO 15653-2018推荐公式计算结果明显高于GB/T21143-2014推荐公式计算结果,计算结果平均偏高35%.根据GB/T21143-2014和ISO 15653-2018的有效性检验标准对特征值与计算结果进行检验,两种标准的计算值均有效[17-18].
2.2 不同计算标准对CTOD值的影响分析
CTOD值的大小反映了裂纹尖端材料抵抗开裂的能力,CTOD值越小,则表明裂纹尖端材料的抗开裂性能越差,即韧性越差.对管线钢产品,需要材料在使用温度下测试计算所得CTOD值大于规范允许值.从表3计算结果可知,采用ISO 15653-2018推荐公式计算CTOD值结果与GB/T21143-2014相比平均偏高35%,即按照国家标准评定产品断裂韧度相比国际标准更加严格.对于具有较大冷裂敏感性的高强结构钢,可能存在按照ISO 15653-2018标准判定为合格而采用GB/T21143-2014标准判定为不合格的情况.
为探讨两种计算标准所得CTOD值计算结果存在差异的原因,对推荐计算式(1),式(4)进行对比.公式均由前半部分的弹性分量与后半的塑性分量组成.其中,公式的弹性分量部分结构相似,区别在于ISO 15653-2018标准推荐公式中引入了无量纲系数m;公式的塑性分量部分则存在较大差异,GB/T21143-2014标准推荐公式引入了转动半径R的计算公式来进行修正,ISO 15653-2018标准推荐公式则采用无量纲系数τ进行修正.
对于弹性分量而言,将表2中给出的不同预热温度焊接所得试验材料的RP0.2与Rm代入式(5)中计算可得,预热温度为80 ℃与120 ℃时的ISO 15653-2018标准引入的无量纲系数m分别为1.72与1.75,均小于GB/T21143-2014标准对应位置的给定系数2.因为系数均位于分母位置,且弹性分量的剩余部分计算方法完全一致,所以采用GB/T21143-2014标准推荐公式计算所得的CTOD值的弹性分量,与ISO 15653-2018标准相比更小.对于塑性分量部分,两种标准在计算过程中涉及到的系数以及计算结果如表4所示.
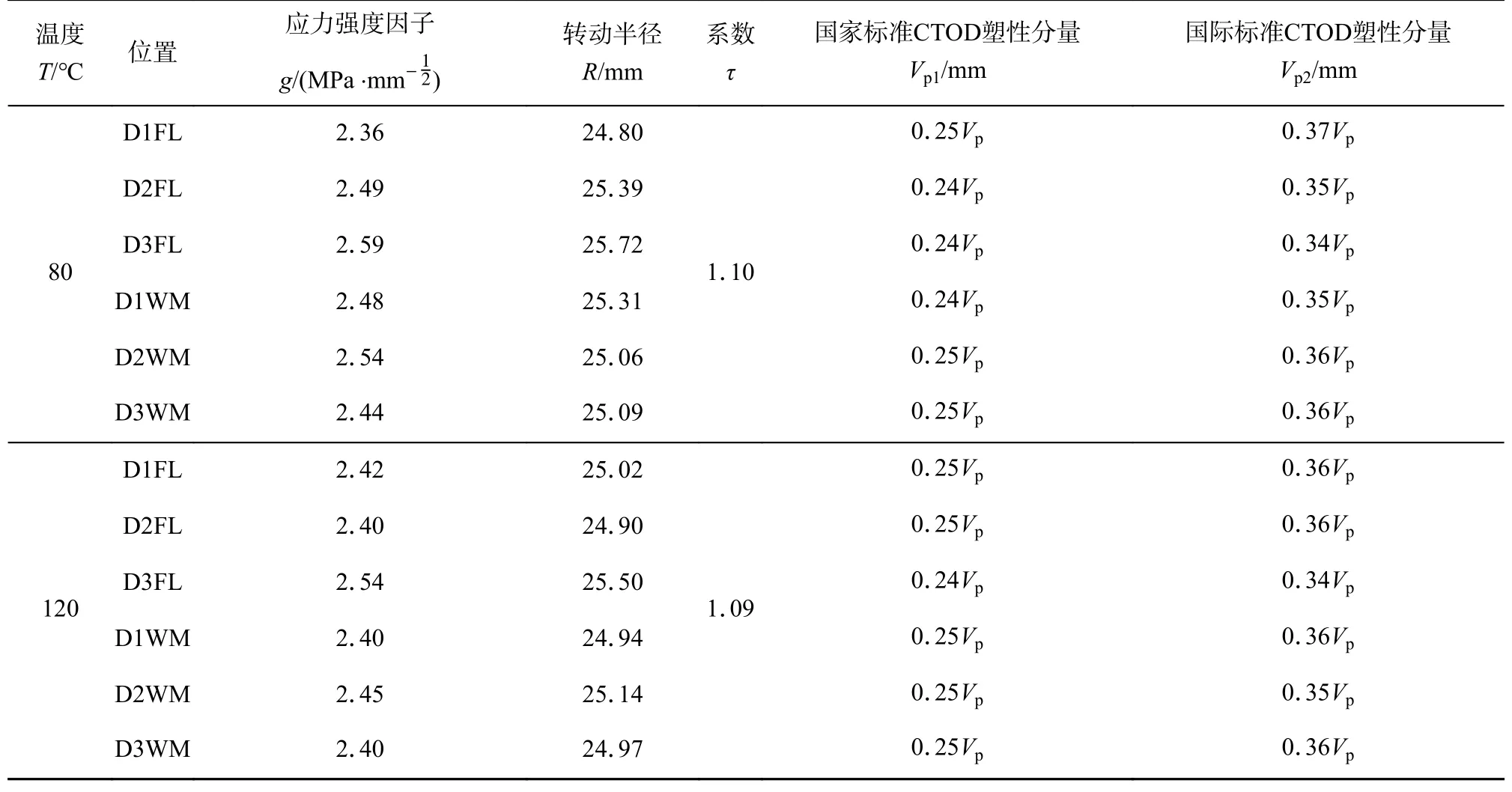
表4 CTOD塑性分量计算值对比Table 4 Comparison of plastic component of CTOD values
由表4可知,采用GB/T21143-2014标准推荐公式计算的CTOD值的塑性分量Vp1在0.24Vp~0.25Vp之间;而采用ISO 15653-2018标准推荐公式计算所得的CTOD值的塑性分量部分Vp2在0.34Vp~ 0.37Vp之间.即国家标准计算结果同样小于国际标准计算结果,与弹性分量部分规律相一致.
结合计算公式与实际计算结果分析可知,两种标准计算结果存在差异的主要原因在于ISO 15653-2018标准通过无量纲系数m与无量纲系数τ对弹性分量与塑性分量进行修正,而GB/T21143-2014标准引入了转动半径R来修正弹性分量部分.其中,无量纲系数m与无量纲系数τ主要通过试验温度下的规定塑性延伸强度RP0.2和抗拉强度Rm的比值来反映测试温度对试验的影响.转动半径R与预置裂纹长度a0相关联,考虑了裂纹长度变化的影响,该修正方式的差异导致采用ISO 15653-2018推荐公式计算CTOD值结果比GB/T21143-2014高35%.
2.3 预热温度对CTOD值的影响分析
由前文分析可知,GB/T21143-2014标准与ISO 15653-2018标准在评价焊接接头断裂韧度方面,虽然侧重的影响因素不同,但是均有效.因此,本节同时采用GB/T21143-2014标准与ISO 15653-2018标准的CTOD值计算结果,对不同预热条件下X80钢管道全自动焊接接头的断裂韧度进行对比分析.80 ℃与120 ℃的预热温度条件下X80钢管道全自动焊接接头不同位置的CTOD值对比如图7所示.

图7 不同预热条件下X80M钢全自动焊接接头CTOD值对比Fig.7 Comparison of CTOD values of fully automatic welded joints of X80M steel under different preheating conditions.(a) GB/T21143-2014 standard;(b)ISO 15653-2018 standard
图7(a)为GB/T21143-2014标准计算结果,图7(b)为ISO 15653-2018标准计算结果.由图7可知,在两种标准计算结果下,预热120 ℃所得接头的CTOD值均高于预热80 ℃.其中按GB/T21143-2014标准计算的预热80 ℃下的D3FL位置,D1WM位置,D2WM位置试样的CTOD值均不满足大于0.25 mm的评定标准;其中最小值为0.16 mm,按ISO 15653-2018标准计算的预热80 ℃下的D1WM位置试样的CTOD值为0.20 mm,小于0.25 mm的评定标准;对预热120 ℃下的焊接接头试样,各个位置试样在两种标准下计算所得CTOD值均大于0.25 mm,高于评定标准.
在产品断裂韧度评定过程中,被测样品中只要出现1件不合格样品,该批次产品就全部被判定为不合格样品.由此可知预热80 ℃的焊接接头的断裂韧度在国家标准与国际标准判定下均不合格,而预热120 ℃焊接接头均合格.对比相同预热条件的不同位置试样的两个标准计算结果可知,熔合区试样的CTOD值的整体平均水平高于相同条件下的焊缝区试样;CTOD最大值均出现在熔合区,接头熔合区表现出较高韧性.然而应当引起重视的是,熔合区CTOD值具有一定的分散性.例如预热120 ℃时,D2FL位置试样与D3FL位置试样的CTOD值差距较大,D2FL位置试样的CTOD值明显较小.这是由于熔合区的组织较为复杂且分布不均匀,晶粒尺寸的不同导致了性能的差异.
3 结论
(1) 按GB/T21143-2014标准与ISO 15653-2018标准推荐公式计算的X80M钢管道全自动焊接接头CTOD值结果存在差异,采用ISO 15653-2018标准推荐公式计算CTOD值结果与GB/T21143-2014标准相比平均偏高35%,该差异出现的原因是两种标准的修正方式侧重点不同,即GB/T21143-2014标准针对裂纹长度变化进行修正,而ISO 15653-2018 标准针对测试温度影响进行修正.
(2) 预热80 ℃条件下的接头试样CTOD值整体较低,其中按GB/T21143-2014标准计算有3个试样低于标准,最低为0.16 mm;按ISO 15653-2018标准计算有1个试样低于标准,最低为0.20 mm;预热120 ℃条件下,所有试样在两种标准下计算的CTOD值均满足标准要求,接头断裂韧性更好.
(3) 相同预热条件下,熔合区试样CTOD值整体高于焊缝区试样,且CTOD最大值均出现于具有较好的断裂韧性熔合区,但熔合区中不同位置CTOD值受组织不均匀性的影响而存在较大差异,性能表现出不均匀性.
