N06200镍基合金与S32168不锈钢界面金属间化合物的生长行为
2024-03-08武靖伟王有银厚喜荣王志刚车文斌张建晓朵元才
武靖伟,王有银,厚喜荣,王志刚,车文斌,张建晓,朵元才
(兰州兰石重型装备股份有限公司,兰州,730314)
0 序言
双金属焊接结构是由两种金属材料焊接形成的结构,可同时发挥出两种材料特有的性能[1-4].镍基合金与不锈钢焊接结构是一种较为广泛的双金属焊接结构,一般在石油化工、清洁能源、精细化工等领域中广泛应用.其中N06200镍基合金因含有一定量的抗还原性腐蚀元素Cu、Mo和抗氧化性腐蚀元素Cr,具有双重的抗氧化性和还原性腐蚀性能,能够适用于各种复杂苛刻的腐蚀环境[5].而S32168不锈钢因具有优良的耐腐蚀性能被广泛应用于较强的腐蚀环境中[6].
固溶热处理可以通过溶解母材内的碳化物、γ'相以达到均匀的饱和固溶体,在一定程度上可以使接头的力学性能、使用性能得以改善,并以再结晶的方式提高焊接接头的塑性和韧性[7].良好的界面结合是共同发挥镍基合金与不锈钢优良性能的关键,无论从镍基合金和不锈钢双金属焊接结构服役过程中的质量控制,还是镍基合金和不锈钢异种金属焊接工艺优化方面,开展镍基合金与不锈钢异种金属界面IMCs的生长热力学和动力学的研究是非常有必要的.
近年来,许多学者对异种金属界面IMCs的生长行为进行了相关研究.金玉花等人[8]采用搅拌摩擦技术进行了铝合金和镁合金搭接焊接试验,研究了界面IMCs的生长行为,研究发现 IMCs 层的厚度随着时间延长或温度的提高而增加,整个IMCs层的生长厚度与退火时间的平方根成线性关系,其生长受扩散机制影响.张忠科等人[9]采用搅拌摩擦焊实现了6082 铝合金和 TC4 钛合金的焊接,研究了界面IMCs的热力学和动力学行为,结果发现界面IMCs层的厚度均随着热处理温度的提高或保温时间的延长而增加,随着温度的升高,其生长均遵循抛物线规律,生长动力学与退火时间的平方根呈正比关系,生长受扩散机制影响.申中宝等人[10]研究了不同热处理温度和保温时间下铝/Q235钢爆炸焊接头界面IMCs厚度的生长行为,分析了接合界面IMCs的特征及热处理温度、保温时间对IMCs厚度的影响,发现IMCs层随着加热时间的延长而增厚,IMCs生长呈抛物线规律.唐超兰等人[11]研究了铝钢焊接界面IMCs的生长行为,发现IMCs的生长与退火温度和时间有关,随着保温时间的延长界面IMCs的厚度逐渐增厚,IMCs的厚度与退火时间呈抛物线关系.马恒波等人[12]研究了铝铜复合界面IMCs的演变行为,从扩散动力学的角度分析了界面相的形成机制和长大机制,发现界面IMCs生长控制机制由前期的反应控制和后期的扩散控制两部分构成;退火温度越高,反应机制控制阶段终了时间越早.因此,为了给镍基合金与不锈钢界面IMCs的生长行为研究提供有力的数据支撑,有关镍基合金与不锈钢界面IMCs的生长行为还需进一步研究.该文以N06200镍基合金和S32168不锈钢为研究对象,通过对焊接接头在不同热处理温度下进行热处理,观察、分析界面IMCs层的特征,研究界面IMCs的热力学和动力学生长行为.
1 试验方法
试验所选用的材料为6 mm的N06200镍基合金与S32168不锈钢进行焊接试验,规格为600 mm × 130 mm × 6 mm,选用的氩弧焊丝为规格为ϕ2.0 mm的ERNiCrMo-17,其化学成分如表1所示,焊接示意图如图1所示,母材金相组织如图2所示.
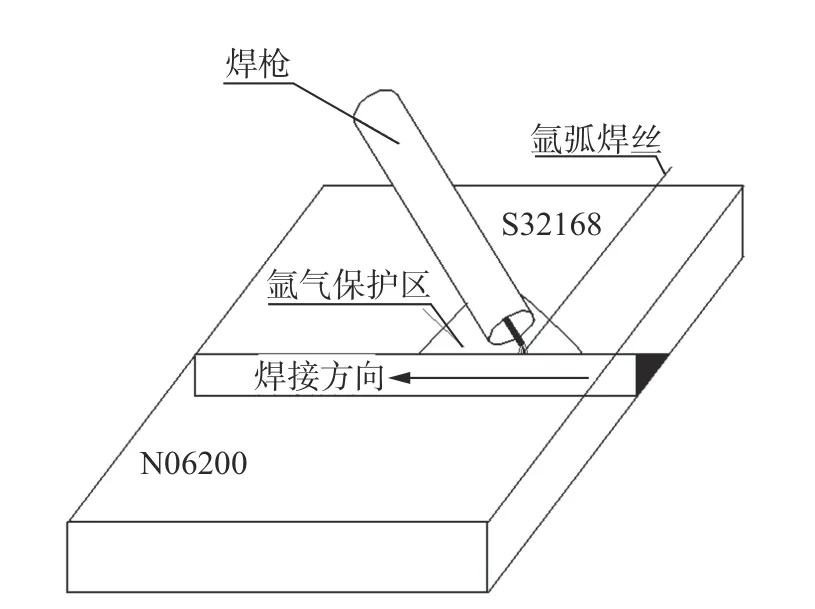
图1 焊接示意图Fig.1 Schematic diagram of welding test
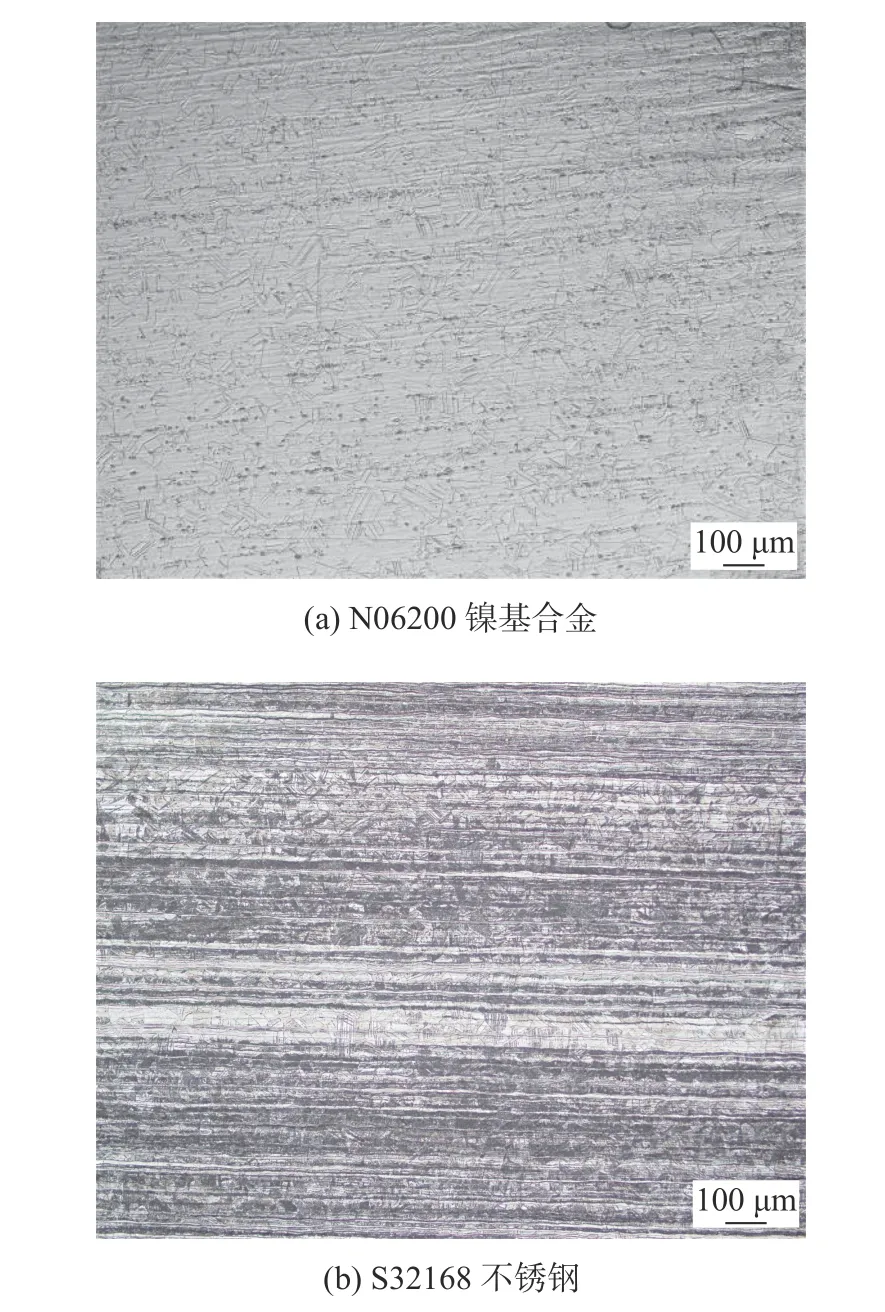
图2 母材金相组织Fig.2 Micro structure of base metal.(a) N06200 nickel base metal;(b) S32168 stainless steel

表1 N06200母材、S32168母材及焊丝ERNiCrMo-17化学成分(质量分数,%)Table 1 Chemical compositions of N06200,S32168 and ERNiCrMo-17
焊前对坡口进行目视检测及渗透检测,然后再用丙酮或酒精进行擦拭.焊接时应提前通气和焊后断气及采用气体扩散屏达到保护气体的异常扰动和焊缝的保护作用[13].还应选择ϕ>10 mm的大焊枪进行焊接,背面采用氩气连续跟踪保护,还需严格控制焊接热输入和层间温度以避免焊接热裂纹的产生[14],通常层间温度控制在100 ℃以下,焊接工艺参数如表2所示.采用不同的热处理工艺对焊接接头进行热处理,热处理温度分别为1 000,1 050,1 100 ℃和1 150 ℃,保温时间分别为5 min、10 min,15 min和20 min,冷却方式均为吊入水槽冷却.热处理后的焊接接头采用线切割制取金相试样和拉 伸试样,随后对试样横截面进行打磨、抛光和腐蚀制取金相试样.采用SEM对焊接接头界面微观组织进行观察,并对特殊位置进行EDS点扫描以分析其成分,同时在SEM图像上测量界面IMCs的厚度.采用在万能试验机上进行接头拉伸试验.

表2 N06200镍基合金与S32168不锈钢TIG焊接工艺参数Table 2 TIG Welding parameter of N06200 nickel alloy and S32168 stainless steel
2 试验结果与分析
2.1 界面IMCs的生长过程
未经热处理的N06200镍基合金与S32168不锈钢焊接接头界面区微观形貌及元素分析如图3所示.如图3(a)所示,N06200镍基合金与S32168不锈钢界面结合良好,未发现表面裂纹的存在,说明采用手工钨极氩弧焊可以实现N06200镍基合金与S32168不锈钢的有效连接.未热处理的焊态界面处形成一较薄的IMCs层,厚度仅为60.3 μm.为分析该界面IMCs的成分,对界面沿AB方向进行EDS线扫描,结果如图3(b)所示,界面处的Ni元素和Fe元素呈现“高台”分布,此处Ni原子和Fe原子的成分比为确定值,据此判断界面IMCs由Ni-Fe金属间化合物组成.

图3 界面组织微观形貌及EDS分析结果Fig.3 The SEM and EDS of interface micro structure.(a) SEM;(b) EDS linear scan
通过多次对比试验发现,保温时间对N06200镍基合金和S32168不锈钢接头界面IMCs厚度的影响较小,故该文中仅研究热处理温度对界面IMCs厚度的影响.1 000,1 050,1 100 ℃和1 150 ℃热处理温度下接头界面IMCs的动态生长过程如图4所示.随着热处理温度的升高,界面IMCs的厚度由1 000 ℃时的82.4 μm增加至1 150 ℃时的124.8 μm,原因是随着温度的升高,界面原子的运动速度提高,界面Ni原子和Fe原子扩散能力增强,形成的IMCs的厚度增加.对图4各特征区域的成分进行EDS点扫描,分析结果如表3所示.

图4 不同热处理温度下界面SEM图像Fig.4 SEM images of interface after different heat treatment temperature.(a) 1 000 ℃;(b) 1 050 ℃;(c) 1 100 ℃;(d) 1 150 ℃

表3 图4中特殊位置的EDS点扫描结果Table 3 EDS analysis results of the points showing in Fig.4
由表3可知,大多数特殊位置的Fe元素和Ni元素质量分数相当,判断此处的IMCs为NiFe相.然而,发现在S32168不锈钢母材内部位置7的几乎均为Fe元素和Cr元素,据此判断该处的IMCs为FeCr相.在靠近N06200侧界线处的位置8主要分布Ni元素和Cr元素,判断此处IMCs为Ni2Cr相.当热处理温度为1 150 ℃时,界面位置10的Ni元素与Fe元素质量分数比为3∶1,判断该处的IMCs为Ni3Fe相,说明随着热处理温度的升高,在已生成的NiFe层和Ni元素之间又发生了反应,生成了Ni3Fe相.在热处理过程中,外界的热输入为Ni原子、Cr原子和Fe原子等界面原子的扩散提供了一定的能量,因此界面IMCs的形貌及厚度发生了改变.经过热处理后,各种IMCs呈饱和状态,共同作用使得界面IMCs厚度增加.
对图3所示的N06200镍基合金与S32168不锈钢焊接接头横截面进行XRD分析,结果如图5所示.该文参数下接头的IMCs层由NiFe,FeCr,Ni2Cr和Ni3Fe组成.结合EDS扫描结果和XRD分析结果可以确定,靠近镍基合金侧的IMCs为NiFe和Ni2Cr,靠近不锈钢侧的IMCs为FeCr和Ni3Fe.

图5 焊接界面IMCs层 XRDFig.5 XRD of IMCs layer of N06200 and S32168 interface
2.2 焊后热处理对接头抗拉强度的影响
不同热处理温度和保温时间下N06200镍基合金与S32168不锈钢接头的抗拉强度分布如图6所示,伴随保温时间的增加,接头抗拉强度随之增大,但增加的趋势较小.伴随热处理温度的升高,接头的抗拉强度呈现先升高后降低的趋势.原因是,随着热处理温度的升高,界面晶粒尺寸也随之变化,当在1 050 ℃热处理时的晶粒相对于其他温度更加细小,因此在1 050 ℃热处理下的接头强度最高,这与霍尔佩奇公式所得的结果一致[15].

图6 不同热处理温度下接头的抗拉强度Fig.6 Tensile strength of joints at different heat treatment temperature
2.3 界面热力学分析
在焊接过程中,随着焊接热输入的增加,镍基合金与不锈钢界面将会产生一系列的反应.具体过程如下:从图7(a)所示的Fe-Ni二元相图[16]可以看出,在1 514 ℃时发生包晶反应:L+δ→(γFe,Ni),生成(γFe,Ni)包晶体;在温度为347 ℃时发生共析反应:(γFe,Ni)→α+FeNi3,生成α+FeNi3共析体,冷至室温析出FeNi3固溶体.从图7(b)所示的Fe-Cr二元相图[16]可以看出,在温度低于830 ℃时,成分为45%的Cr将会发生转变:α+δFe→σ;当Cr元素质量分数超过14.3%时,无γ→α相变,处于γ单相区;当Cr元素质量分数超过20%时,如处于500~ 800 ℃时,可能出现σ相,使钢的脆性和耐蚀性下降;从图7(c)所示的Ni-Cr相图[15]可以看出,在温度为1 345 ℃时发生共晶反应:L→(Ni)+(Cr);在590 ℃时发生包析反应:Ni+Cr→Ni2Cr,生成Ni2Cr包析体.
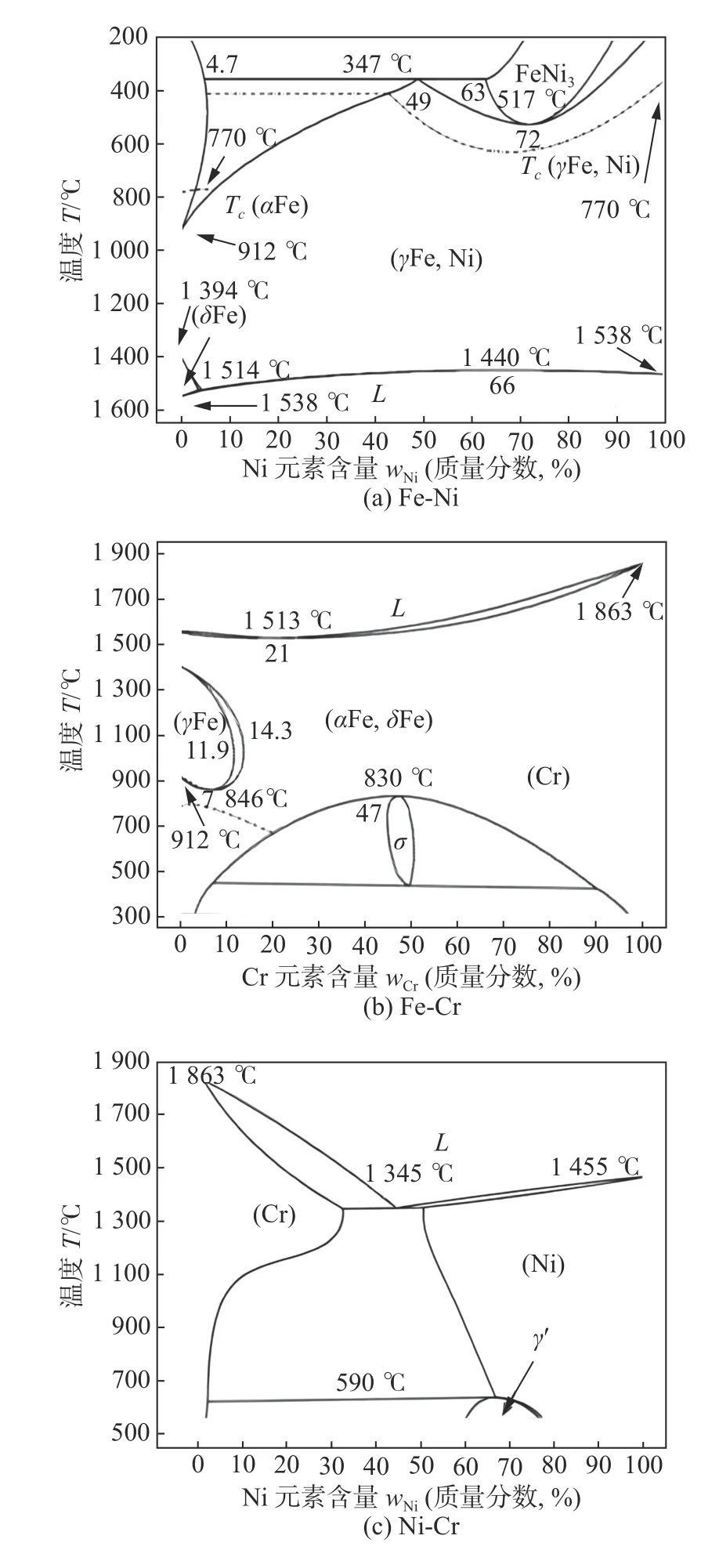
图7 二元相图[16]Fig.7 Binary phase diagram.(a) Fe-Ni;(b) Fe-Cr;(c)Ni-Cr
因此在N06200镍基合金与S32168不锈钢界面可能会产生(γFe,Ni)固溶体、Ni3Fe固溶体、Ni2Cr固溶体、σ(Cr-Fe)相.从热力学的角度来看,界面IMCs的生成种类和生成的顺序与其标准吉布斯自由能有关.根据热力学第一近似方程,可以估算得出热处理后界面IMCs的标准吉布斯自由能,再通过Origin软件绘出界面IMCs的标准吉布斯自由能与热处理温度的函数关系图,通过图示判断N06200镍基合金与S32168不锈钢焊接接头中各组元,在一定温度下以最小标准自由能发生化学反应以及反应进度的基准.化学反应在一定条件下发生的可能性,可通过标准生成自由能的正负来判断,当自由能为负值时,负值越大反应越容易进行,越优先反应[17].N06200镍基合金与S32168不锈钢界面IMCs的标准吉布斯自由能与热处理温度之间的函数关系如图8所示.

图8 界面各种IMCs的吉布斯自由能与温度的关系Fig.8 Relationship between Gibbs free energy and temperature for different IMCs at N06200 and S32168
在1 273~ 1 423 K范围内,界面IMCs的标准自由能由低到高依次是NiFe,FeCr,Ni2Cr和Ni3Fe,说明NiFe相在FeCr相、Ni2Cr相和Ni3Fe相之前产生,故在此温度范围内N06200镍基合金与S32168不锈钢界面形成IMCs的顺序为NiFe→FeCr→Ni2Cr→Ni3Fe,各种 IMCs 的标准吉布斯自由能均随着热处理温度的升高呈上升趋势.
2.4 界面动力学分析
N06200镍基合金与S32168不锈钢界面IMCs的生长主要受Ni原子、Fe原子和Cr原子等主要原子扩散影响,即受限于焊接工艺参数.界面IMCs的增长应符合线性或抛物线规律,线性增长表示界面IMCs的增长通常受限于反应速度,抛物线增长意味着受限于体扩散[18-20],此时时间指数n近似等于0.5.根据菲克第二定律,IMCs厚度与保温时间的关系[20]为
式中:W为IMCs厚度,k为IMCs的生长系数(生长速率);t为保温时间.
N06200镍基合金与S32168不锈钢界面IMCs的厚度随热处理温度和保温时间的关系如图9所示,随着热处理温度的升高,界面IMCs的厚度也随之增大.
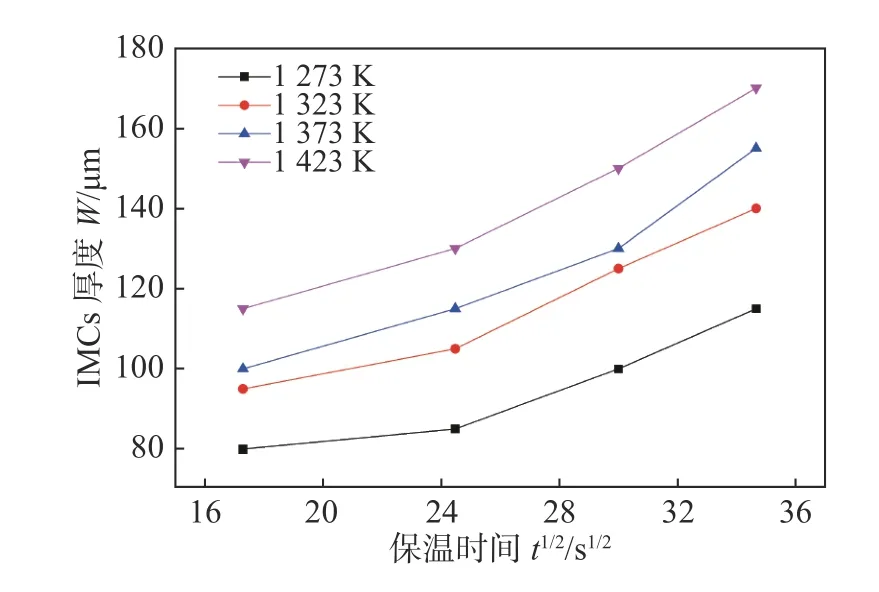
图9 界面IMCs层的厚度与退火温度及保温时间的关系Fig.9 Relationship between IMCs layer thickness and annealing temperature or holding time
分析认为随着温度的升高,原子的扩散速率越大,IMCs厚度也越厚.界面IMCs的增长呈抛物线规律,说明界面IMCs的生长受体扩散的控制.N06200镍基合金与S32168不锈钢界面在不同热处理温度下IMCs的生长率常数分别如表4所示.在这些温度下的时间指数n均在0.5附近徘徊,这意味着在N06200镍基合金与S32168不锈钢TIG焊接过程中,界面IMCs及固溶体的生长呈抛物线规律.再根据Arrhenius公式确定界面 IMCs增长的激活能Q,Arrhenius公式为
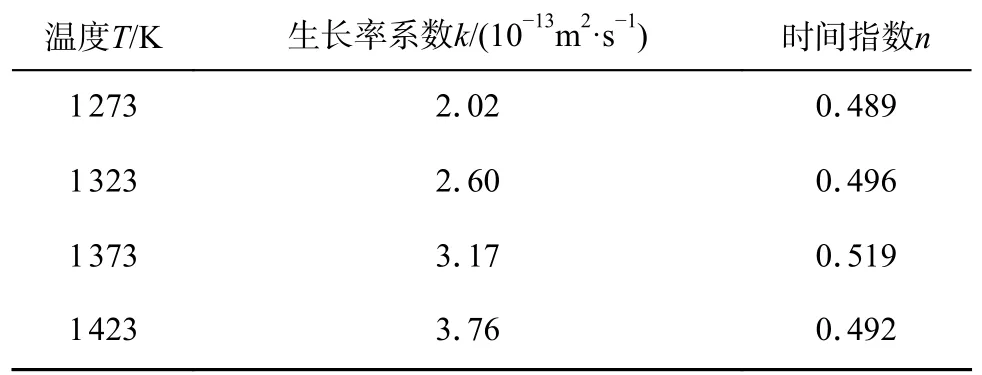
表4 焊接界面IMCs在不同热处理温度下的生长率常数Table 4 Calculated growth rate constants of interface IMCs at different heat treatment temperatures
式中:k为生长率系数,m2/s;k0为生长率常数,m2/s;Q为激活能,kJ/mol;R为摩尔气体常数,8.314J/(mol·K).对Arrhenius两边取对数为
利用表2中的k值和T值,再通过式(3)画出N06200镍基合金与S32168不锈钢焊接的lnk-1/T的函数曲线,如图10所示.虽然有1个点偏离曲线,但是其余点仍然满足Arrhenius公式,曲线的斜率为m=-Q/R.再通过线性回归就可以计算出激活能Q=mR.

图10 焊接界面 IMCs 层生长速度的 Arrhenius 图Fig.10 Arrhenius graph of growth rate of IMCs layer
经计算得出,N06200镍基合金与S32168不锈钢界面IMCs的形成动力学参数为激活能Q=45.98 kJ/mol和生长率常数k0=1.725 × 10-13m2/s.最后将计算得出的k0和Q值代入到经验公式[21]
可得到 N06200镍基合金与S32168不锈钢界面的IMCs厚度W为
3 结论
(1)焊后在镍基合金与不锈钢界面生成1层IMCs层,随热处理温度的升高和保温时间的延长,界面IMCs层的厚度而增加,主要由靠近镍基合金侧的NiFe相和Ni2Cr相,靠近不锈钢侧的FeCr相和Ni3Fe相组成.
(2)随着热处理温度的升高,接头的抗拉强度先升高后降低;随着保温时间的增加,接头的抗拉强度随之增大.
(3)在1 273~ 1 423 K温度范围内N06200镍基合金与S32168不锈钢界面IMCs的形成顺序为NiFe→FeCr→Ni2Cr→Ni3Fe,各种 IMCs 的吉布斯自由能均随着温度的升高而升高.
(4) N06200镍基合金与S32168不锈钢界面IMCs的增长符合抛物线规律,其生长动力学模型为
