带温度补偿的改进型注塑机锁模力传感器设计与实现*
2024-03-06邓俊文颜幸尧胡美君陈潘布衣聂德明
邓俊文,颜幸尧*,胡美君,陈潘布衣,聂德明
(1.中国计量大学计量测试工程学院,浙江 杭州 310018;2.杭州职业技术学院友嘉智能制造学院,浙江 杭州 310018)
影响注塑制品质量的常见因素主要有注射速度、v/p 切换点、保压压力和时间、模具温度、锁模力设定值等[1-3]。其中锁模力对注塑制品质量具有较为明显的影响,合理设置锁模力对注塑制品质量和机器合模单元以及模具的寿命具有重要的影响[4]。若锁模力偏差过大,不仅会损害模具,影响产品质量,甚至还会出现伤人等安全事故;若能精准实时监控锁模力,不仅能有效控制制品质量,还对于更换生产模具后进行试模调模起一定指导作用[5],且能够对比历史锁模力数据分析拉杆是否存在疲劳断裂[6]。台湾Huang 教授团队[7]通过分析模具在注射成型时锁模力变化情况,判断生产制品的质量,并提出获取合适锁模力搜索方法;日本長沼恒雄与橋本浩一学者[8]对注塑机锁模力历史数据进行分析,判断注塑机是否出现异常。
目前注塑机锁模力的感知方法主要有以下几种:
①粘贴式,将应变片通过粘贴方式直接安装在拉杆上[9];②形变片式传感器,传感器用螺丝压装在尾板上(需要铣配合平面);③压力变送装置,通过检测液压缸的推力来推算锁模力值[5];④柱塞式传感器,传感器安装至拉杆(哥林柱)内部[10];⑤拉杆式传感器,在拉杆靠近头板安装检测杆,通过检测杆内部弹簧伸长的距离进行锁模力检测[11];⑥磁附式传感器,磁附式传感器是通过磁力吸附在拉杆上,其应变片安装在两个磁铁之间的不锈钢箔下[12-14];⑦螺纹固定式传感器,原理与磁附式相类似,只是以螺纹紧固的预紧力替代了磁力[15];⑧箍型传感器,通过抱箍或钢带将传感器固定在拉杆上;⑨超声直探头,利用声弹性效应,通过超声波传播时间测量拉杆的受力值[16-17]。
以上传感器,除了磁附式传感器、箍型传感器方式外,其余方式均由于自身的一些限制而没有被广泛用于实际生产的实时检测中。
我国在注塑机行业已经拥有很大的设备规模,但与国外相比,在技术上和精度上还存在着不足,一些高端设备,比如注塑机锁模力传感器,依然需要进口[12]。本文在参考国外同类产品的基础上,对其进行改进,设计了一款双侧全桥,带温度补偿的锁模力传感器,并对其进行实际上机测试。
1 锁模力传感器检测原理
1.1 注塑机锁模力的来源
锁模力是为了防止模具不被型腔内熔体压力顶开所能施加的夹紧力,又称为合模力[18];注塑机锁模力是衡量机器加工塑件能力的指标[4];锁模力的产生取决于两个条件:一是通过合模机构传递产生推力;二是合模系统产生弹性变形力[19]。
拉杆(哥林柱)是注塑机合模力的承载零件,作用是连接定、动模板和机架,也是较容易发生断裂失效的零件[20]。当锁模油缸的左腔接压力油路、右腔接回油路时,就使拉杆产生一定的预拉力,所有拉杆所受拉力的合力与锁模力大小相等,方向相反[21],因此只需要测定所有拉杆的拉力值即可计算出锁模力值。
1.2 注塑机拉杆受力仿真分析
通过分析锁模力的来源可知,测定四根注塑机拉杆(哥林柱)的应力值,即可获知锁模力值;由于四根拉杆在注塑生产前需要进行调模过程,使得四根拉杆受力值尽可能相同,偏心模具需小于8%,因此,只需对其中一根拉杆进行受力分析即可。使用Soildworks 软件进行静应力仿真,仿真设置拉杆长度为1 500 mm,拉杆直径为110 mm,材质为GCr15 合金钢,设置拉应力值为1 050 kN,对其应力与合位移进行仿真分析,仿真结果见图1。
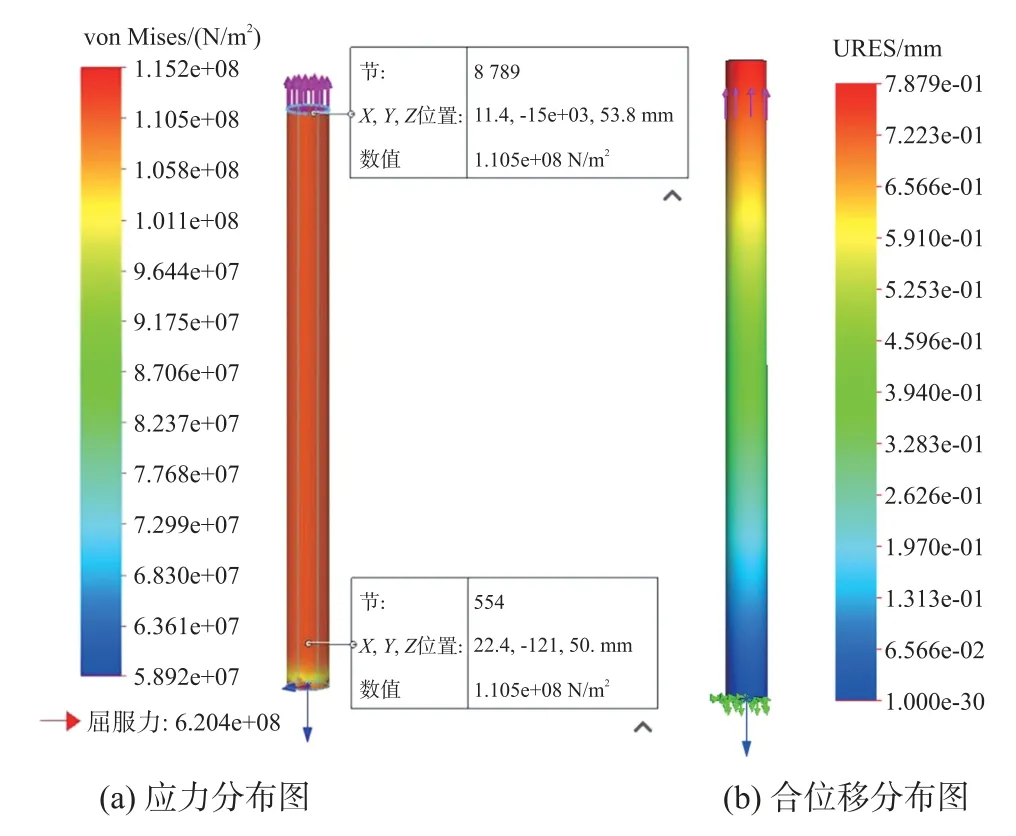
图1 应力分布图和合位移分布图
从图1(a)应力分布图可以得出,注塑机拉杆除了固定的定模板的一小部分区域外,整体受力分布很均匀,在距定模板121 mm 与1 500 mm 时其应力值都为1.105×108N/m2,因此锁模力传感器安装至距离定模板1.5 倍拉杆直径的距离之外,即可保证传感器感知正确的锁模力信号。从图1(b)中得知,注塑机拉杆在1 050 kN 的拉力下,合位移为0.787 9 mm,合位移量是设计信号调理电路的重要参数。
2 改进型锁模力传感器结构设计
2.1 改进型传感器结构设计
2.1.1 温度变化对传感器的影响
注塑机在注塑生产过程中,螺杆会将熔融态的聚合物注射至生产模具中,导致合模腔室内温度上升,待聚合物填满模具后,螺杆会停止注射,等待聚合物冷却成型。模具安装在模板上,模板与拉杆直接连接,因此模具的温度不可避免地传递到拉杆上,固定在拉杆上的传感器的温度也随着变化。应变片的电阻阻值受温度的影响较大,一般应变片温度系数Tc=20×10-6/℃,标称电阻取R=350 Ω,取应变片标定时的温度与工作时的温度差ΔT=20 ℃,根据公式:
得出单个应变片阻值在温差20 ℃时电阻变化量ΔRT=0.14 Ω,在单桥电路下其电阻变化量ΔRT=0.42 Ω,半桥电路下电阻变化量ΔRT=0.28 Ω,该温漂值已经影响了拉杆应力的检测精度。
2.1.2 应变片检测电路
测量应变片的形变量通常使用电桥电路,电桥电路分为单臂电桥、双臂(对臂)电桥以及全桥电桥;单臂电桥使用一个受力敏感应变片,双臂电桥使用两片受力敏感应变片,全桥电桥使用四片受力敏感应变片。
本文设计的锁模力传感器具有温度补偿功能,并且在电路结构上使用了类全桥电路,而且可消除弯矩的影响,全桥电路输出电压量比半桥电路提高一倍[21]。
2.1.3 改进型传感器结构
锁模力传感器由铝合金底座、弹性橡胶、温度补偿应变片、受力敏感应变片以及PCB 电路转接板组成。铝合金底座为注塑机拉杆的安装扣具;弹性橡胶将敏感应变片紧紧依附在哥林柱的表面,从而能够正确感知哥林柱的形变值;PCB 电路板为连接应变片电路以及传感器信号线焊接口;受力敏感应变片安装方向与拉杆在受力时产生变形的方向一致,使得敏感应变片能充分感知拉杆在受力时的应变值,若安装方向错误,传感器将无法正确地检测出拉杆的应变值;温度补偿应变片安装至底座顶层两侧处,如图2(a)所示。
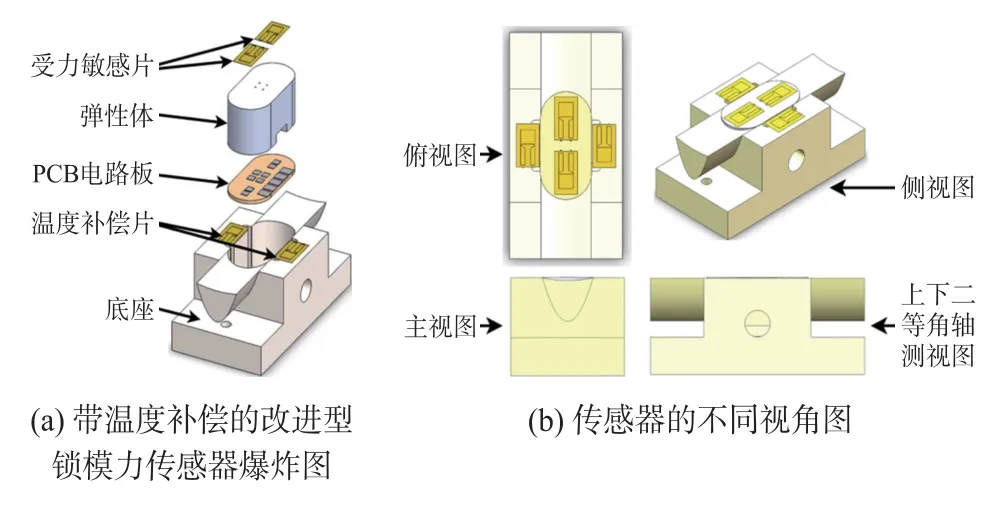
图2 改进型锁模力传感器爆炸图和不同视角图
传感器顶层的中间部分为U 型圆弧结构,嵌有硅胶弹性体,突出于表面,敏感应变片安装于弹性体的表面之上,因此将锁模力传感器安装至拉杆上时,底座的U 型两侧边线紧压在拉杆之上,此时,敏感应变片紧贴在拉杆之上,随着拉杆的变形而变形,而两侧的温度补偿片由于没有跟拉杆直接接触,因此不会感知拉杆应力值,只起到温度补偿作用。图2(b)为传感器不同视角图。
2.2 信号调理电路设计
信号调理电路将锁模力传感器检测到的注塑机拉杆应力值转化为微控制器能分辨的模拟量,锁模力处于空载与满载时(对应最小锁模力与最大锁模力)经微处理器采集转换得到的数字量差值越大,AD 有效码数就越多,分辨率就越高。
本文设计的信号调理电路由电桥电路,放大电路和滤波电路组成,设计的信号调理电路如图3(a)所示,图3(a)只展示了一路注塑机拉杆检测调理电路,另外三路检测电路使用同样结构电路。
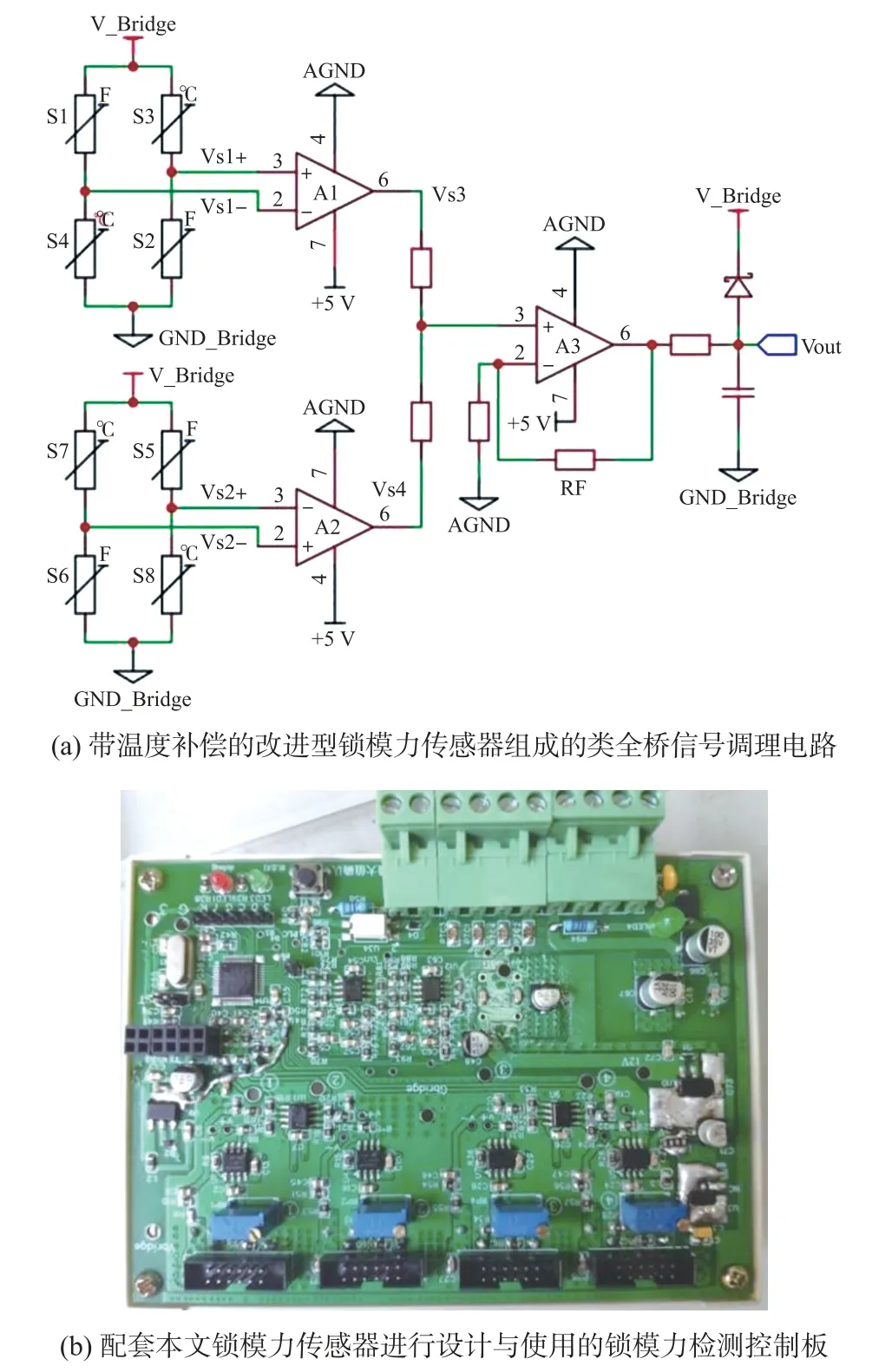
图3 类全桥信号调理电路和锁模力检测控制板
电桥电路使用本文设计的锁模力传感器,分为上全桥与下全桥;上全桥中左上元件(S1)与右下元件(S2)为受力敏感片,右上(S3)与左下(S4)元件为温度补偿片,在受力敏感片受力时,其输出电压值Vs1+>Vs1-;下全桥中右上元件(S5)与左下元件(S6)为受力敏感片,左上(S7)与右下(S8)元件为温度补偿片,敏感片受力时,其输出电压值Vs2-<Vs2+;上全桥与下全桥的差分电路组成一个类全桥电路,其输出分别为:
A1、A2为各自全桥差分电路的放大倍数,类全桥电路通过一个同相比例放大电路进行上全桥与下全桥信号量叠加,其输出为:
式中:A3为同相比例放大器的放大倍数。电路上使用的运算放大器器件必须有较高的CMRR(共模抑制比)以及PSRR(电源抑制比),以此减小共模信号干扰和因电源不稳定导致运放输出不稳定情况,提高信号采集的稳定度;双电源运放器件可以采用OP07 系列,单电源器件可以采用TP1271 系列。图3(b)为配套本文传感器设计的锁模力检测控制板。
3 实验测试与数据分析
3.1 设备介绍
本文实验数据采集于温州市至上重工有限公司生产的KS286 注塑机,KS286 有多种拉杆长度和拉杆直径的型号,本文使用的注塑机的拉杆(哥林柱)直径为110 mm、长度为1 500 mm,设计最大锁模力为4 200 kN,分解到四根拉杆上为1 050 kN。图4为本文设计的锁模力传感器安装至拉杆上。

图4 本文设计的锁模力传感器安装至拉杆上(另外三路未展示)
3.2 全桥与半桥实验数据分析比较
使用KS286 注塑机进行全桥和半桥电路测试,不断调整压力值(锁模力),记录当前锁模力检测电路的测试结果;使用一元线性回归方程对全桥抱箍、半桥抱箍和半桥扎带方式进行数据点拟合,拟合结果见图5,回归方程效果与精度对比见表1。
从图5 四个传感器通道的数据可以得出,使用全桥抱箍与半桥抱箍固定方式测得数据的线性度好,而半桥扎带的固定方式线性度很差;由于使用了类全桥放大电路,因此全桥抱箍方式测得的ADC 有效码数比半桥电路的要高一倍,全桥抱箍的有效码数至少有2 100 个码,半桥抱箍的有效码数为700~950之间,半桥扎带的有效码数为400~700 之间;这表明本文设计的传感器有效分辨率高。
从表1 可以看出,使用一元线性回归方程拟合数据时,四个通道的全桥抱箍方式SSE 误差平方和、R2决定系数和RMSE 均方根误差最大值为分别为SSE=350.039、R2=0.999 7 和RMSE=4.409 8;半桥抱箍的最小值分别为SSE=1741、R2=0.998 9 和RMSE=8.115 2;半桥扎带最小值分别为SSE=3.034×105、R2=0.855 9 和RMSE=94.468 8;这表明全桥抱箍的固定方式其回归拟合的效果最好。
对全桥抱箍、半桥抱箍和半桥扎带方式采集的数据进行归一化处理,将图5 的ADC 值转化为(0~10)V 电压量输出,绘制的压力值(锁模力)与DAC电压曲线见图6。

图6 全桥抱箍、半桥抱箍与半桥扎带固定方式DAC 归一化与压力值对比散点图
对图6 四个通道的曲线进行观察可以得到,采用全桥抱箍方式和半桥抱箍方式的线性度要好,半桥扎带的线性度最差,因此在对注塑机拉杆进行锁模力传感器安装时,应选用抱箍的方式进行安装;对比全桥和半桥抱箍方式的数据曲线,进一步得出,采用全桥电路作为应力检测,其检测的精度与线性度是优于半桥电路的,因此在对精度要求高的场合下,应采用全桥电路作为前端检测电路。
4 锁模力传感器性能评估
4.1 相对误差与绝对误差
某量值的测得值与真值之差为绝对误差,绝对误差可以评定其测量精度的高低,但量值的真值是一个理想的概念,一般是不知道的,因此在实际测量中,常用被测量的实际值来代替真值[22],即:
绝对误差与被测量的真值之比值称为相对误差,在实际测量中,常用被测量的实际值来代替真值[22];相对误差同样可以评定其测量精度的高低,并且适用于不同的被测量以及不同的物理量,相对误差公式为:
表2 展示了四个通道下锁模力的计算值、绝对误差和相对误差对比。

表2 分段折线拟合得到的锁模力测量结果 单位:kN
从表2 得出,设定的锁模力与计算的锁模力拟合度很高,四个通道在1 059 kN、768 kN、848 kN 和742 kN 时绝对误差分别为-15 kN,23 kN,25 kN 和-15 kN,最大绝对误差为25 kN;四个通道在329 kN、453 kN、768 kN 和535 kN 时相对误差分别为-3.343%,3.753%,3.255%和-2.430%,最大相对误差为3.753%。
4.2 锁模力重复性精度
重复性精度是衡量精密注塑成型加工过程最为重要的一个技术指标,指的是在相同条件下对同一被测量物进行多次重复性测量,通过分析处理重复性数据得知一致性的过程,是表示测量结果中重复误差的程度,是一个基于统计过程的概念[2,23-24]。锁模力重复性精度公式为[25]:
式中:δFk为设定压力值Fk时对应的锁模力重复精度,无量纲;n为测试次数,Fi为在Fk下进行i次测试得到的压力值样本,单位为kN;为在设定值Fk时多次测量的算术平均值,单位为kN。测得的压力值与真实值相比,波动越大,表示锁模力的重复精度就越差。通过调整注塑机处于不同的锁模力,记录四个通道当前锁模力电路测量结果,重复测试9 次,计算所得锁模力重复性精度见表3。

表3 锁模力重复性精度
从表3 可以得到,四个通道在329 kN、489 kN、535 kN 和593 kN 时重复性精度分别为1.702%、1.962%、2.430%和1.572%;重复性精度最大值δFk=2.430%,优于锁模力传感器重复性设计要求的δ<5%,这表明本文设计的锁模力传感器在不同压力载荷下,锁模力重复性精度好。
5 结论
本文对传统锁模力传感器进行结构性改进并进行实验验证,在单个传感器探头上集成两片受力敏感应变片组成单侧半桥,由两个传感器组成双侧全桥,从而提高了信号的信噪比以及信号强度,每个传感器都使用两片不受力的温度补偿应变片用于消除注塑机于注塑生产过程中因温度变化引起的温度漂移。
实验结果表明:本文设计的改进型锁模力传感器线性度好,使用一元线性回归方程拟合得出的R2决定系数均大于等于0.999 7;在对比锁模力设定值与测量值的实验统计得出四个通道绝对误差的最大值为25 kN、相对误差的最大值为3.753%,锁模力重复性精度最大值为2.430%,这说明本文设计的传感器可以相对准确地反映当前注塑机拉杆的锁模力,在注塑机锁模力检测领域内具有重要的应用价值。