齿轮滚刀的选算方法
2024-02-26周梅斌
周梅斌
泰尔重工集团股份有限公司 安徽马鞍山 243000
1 序言
以前,制齿人员往往根据经验,采用首件试切法选刀,就是将工件的全齿高留余量,试切一刀后测量外齿公法线,如发现刀具不合适,再更换其他刀具试切。这种方法不仅选刀效率低,还经常出现试切后,外齿根径还有余量,但公法线已过小,从而造成工件报废。操作人员选刀费时费力,工作起来提心吊胆,稍不注意就会导致工件报废,加工时才发现没有合适刀具可选的情况也时有发生。而非标齿轮滚刀订购周期较长,最终易造成延期交货。为同时满足齿根圆直径和公法线要求,公司亟须解决齿轮滚刀的选算问题。
2 分析计算
2.1 直齿外齿轮分析计算
直齿外齿轮图样一般都会给出以下数值:齿数z(个)、模数m(mm)、压力角α(°)、齿顶圆直径da(mm)、齿根圆直径df(mm)、跨测齿数k(个)、公法线长度最大值Wmax(mm)和最小值Wmin(mm)。图样有时也会给定名义变位系数x、齿顶高系数ha*和齿根高系数hf*。
齿顶高ha的计算公式为
齿顶圆直径da的计算公式为
齿根高hf的计算公式为
齿根圆直径df的计算公式为
跨测齿数k的计算公式为
车子一路向前,野葵和蒲公英一路跟着。终于,我们远远望见了几幢房子,青砖青瓦连在一起,坐落在一块开阔之地。开车的师傅说:“到了。”父亲像突然被谁猛击了一掌似的,愣愣地,不相信地问:“到了?”一看表,快上午 10点了。他急了,说:“也不知能不能见着。”因为这家戒毒所规定,上午10时之后,一律不允许探视。
公法线长度W的计算公式为
由式(6)可以推算变位系数x的计算公式为
由以上公式分析计算,当齿数z、模数m、压力角α、跨测齿数k、公法线长度最大值Wmax和最小值Wmin都已知时,根据式(7)可计算出变位系数最大值xmax和最小值xmin[1]。再根据式(3),就可计算出齿根高系数最大值hf*max和最小值。
2.2 齿轮滚刀分析计算
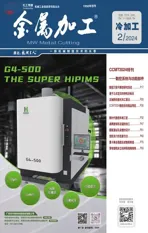
齿轮滚刀是按展成法加工齿轮的刀具,它可以加工直齿轮,也可以加工斜齿轮;可以加工非变位齿轮,也可以加工变位齿轮。图1所示为齿轮滚刀的结构。mn为齿轮滚刀模数(mm),da0为齿轮滚刀大径(mm),d0为齿轮滚刀的分度圆直径(mm),γz0为齿轮滚刀的螺旋角(°)。
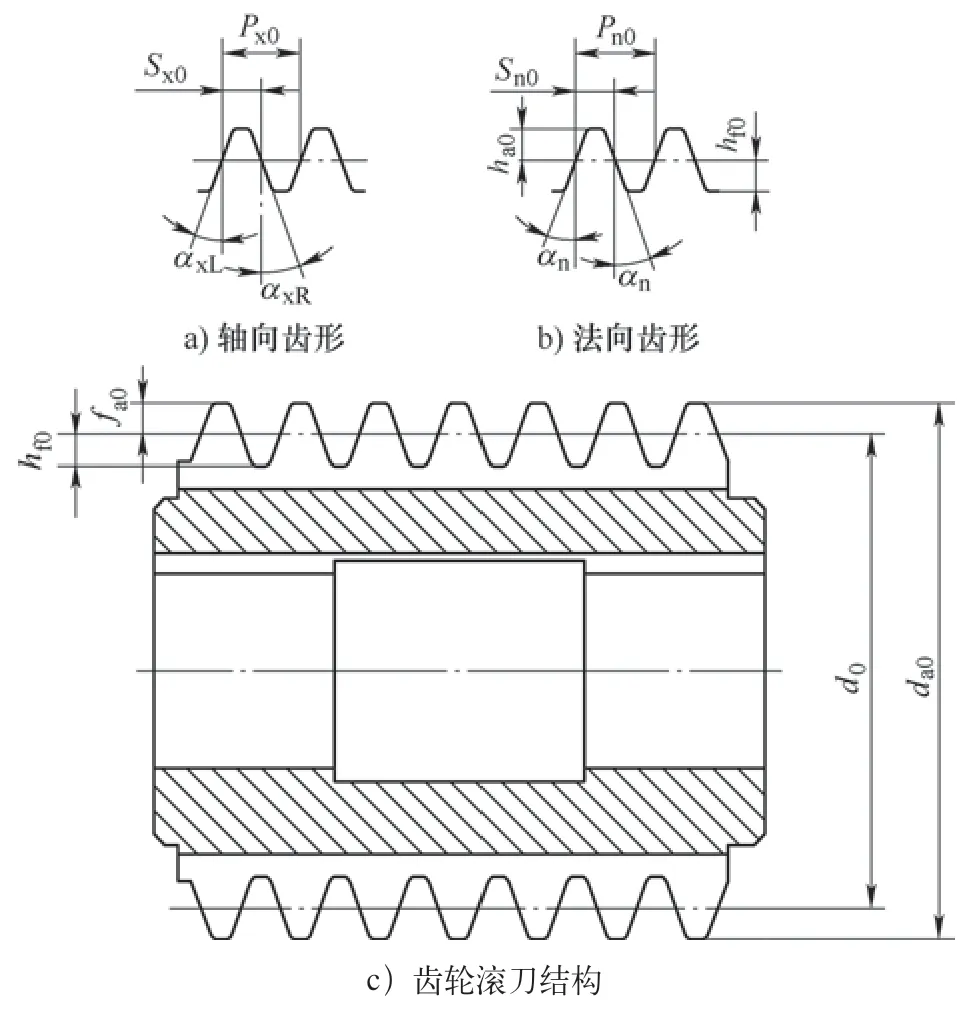
图1 齿轮滚刀示意
齿轮滚刀的法向齿距Pn0的计算公式为
齿轮滚刀的轴向齿距Px0的计算公式为
齿轮滚刀的法向齿厚Sn0的计算公式为
式中,Sn表示被切齿轮在分度圆处的法向弧齿厚(mm)。
齿轮滚刀的轴向齿厚Sx0的计算公式为
齿轮滚刀的齿顶高ha0等于被切齿轮的齿根高hf,即
齿轮滚刀的齿根高hf0等于被切齿轮的齿顶高ha加上顶隙,即
式中,c*表示被切齿轮的顶隙系数。
当齿轮滚刀的齿厚值等于齿距值的一半时,此处的齿轮滚刀分圆直径da0为齿轮滚刀的中点分度圆直径;齿轮滚刀齿顶高系数ha0*等于齿轮滚刀中点分度圆处齿顶高ha0中除以模数mn,即
每次刃磨后,齿轮滚刀的大径da0和中点分度圆直径都会相应减小,但齿顶高及齿根高基本保持不变,齿轮滚刀的齿顶高系数ha0*也几乎不变。
2.3 滚齿分析计算
当齿轮滚刀加工直齿外齿轮时,相当于一个外齿轮与齿条相啮合(见图2)。被切齿轮的模数m和齿轮滚刀的模数mn要相等[2],被切齿轮的齿形角α和齿轮滚刀的法向齿形角αn也必须相同。齿轮滚刀不参与加工被切齿轮的齿顶圆。被切齿轮的渐开线齿面和齿根圆是由齿轮滚刀按展成法加工形成的。

图2 滚齿示意
如图2所示,齿轮滚刀的分度圆d0始终与被切齿轮分度圆d相切。当加工非变位齿轮时,被切齿轮的分度圆和齿轮滚刀中点分度圆相切;加工变位齿轮时,刀具中心远离工件中心为正变位(反之为负),此时被切齿轮的齿顶高hf等于刀具中点分度圆处齿高ha0中减去变位量mx,即
由式(13)、式(14)和式(15)推算可知,齿轮滚刀的齿顶高系数ha0*必须和被切齿轮的齿根高系数hf*相等,即ha0*=hf*。
3 解决方案
在excel表中建立齿轮滚刀清单表格,输入必要的刀具参数:模数mn、压力角αn、中点分度圆处齿高ha0中,系统会自动计算出刀具齿顶高系数ha0*。对现有可用齿轮滚刀大径da0和中点分度圆处齿高ha0中进行检测。齿轮滚刀的中点分度圆处齿高ha0中可以通过齿厚游标卡尺来测量。使用齿厚游标卡尺卡πm/2法向齿厚值,即可检测到中点分度圆处齿高ha0中的数值。将检测数值录入刀具清单,并对每一把刀具进行激光打码标记(见图3),再贴上条形码,以便刀具管理。

图3 齿轮滚刀贴上条形码
根据以上相关计算公式编制齿轮滚刀选算软件,按齿轮滚刀选算软件和齿轮滚刀清单选算齿轮滚刀。选刀过程如图4所示,齿轮滚刀选刀软件界面如图5所示,根据示例数值过滤后的齿轮滚刀清单如图6所示。

图4 选刀过程

图5 齿轮滚刀选刀软件界面
图6 过滤后的齿轮滚刀清单
将图样中的齿形参数直接输入,软件会计算出齿轮滚刀齿高系数范围,在刀具清单中利用漏斗过滤,可以快速查找相应的齿轮滚刀。结果有3种:第1种是有相近齿高系数的刀具,刀具合适、无需偏齿加工,选用的齿轮滚刀径向进刀滚切工件,当齿根圆直径满足图样要求时,公法线长度也在图样要求之内。第2种是现有刀具的齿高系数大,可以偏齿加工(见图7),选用径向进刀滚切工件,当齿根圆直径满足图样要求时,公法线长度还小于图样要求,此时齿轮滚刀不再径向进刀,而是靠工件旋转进刀,以此来保证公法线长度在图样要求之内[3]。在这些齿高系数大的范围内选较小值的齿轮滚刀,可以减小偏齿加工量,从而节约加工时间。第3种是现有刀具齿高系数都小,无刀具可加工,只能订购齿轮滚刀或更改设计。选用的齿轮滚刀径向进刀滚切工件,当齿根圆直径仍大于图样要求时,公法线长度已达到图样要求,如果继续径向进刀,就会造成公法线长度过小,从而导致工件报废。

图7 偏齿加工示意
4 结束语
采用此方法计算并选用齿轮滚刀,简单、方便、快捷,不仅同时满足齿根圆直径和公法线的要求,而且保证了产品质量,同时可以提前订购刀具,确保交货期,如需偏齿加工,可以优选刀具节约加工成本。经实践检验,此方法为公司创造了很好的经济效益。