弱刚性零件加工减振方法
2024-02-26王永军王永杰张东雷
王永军,王永杰,张东雷
山西平阳重工机械有限责任公司 山西临汾 043000
1 序言
高精度弱刚性零件的加工一直是机械加工中的难题,由于此类零件刚性差、强度弱[1],在加工中会产生振颤,导致零件表面质量差,精度无法保证,因此在加强零件刚性的同时,采取有效的减振抑颤措施也非常重要。本文介绍一种简单、实用及可操作性强的减振抑颤方法,可提高零件加工质量,保证加工精度。
2 问题分析
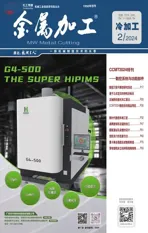
某产品尾段壳体如图1所示,材料为20低碳钢,由壳体、尾鳍组件和导管前体等组成,体积大且结构复杂,存在多处架空部位,其中导管前体在焊接至壳体后精加工内孔,φ358mm孔为薄壁高精度孔,壁厚最薄处为2.6mm,公差精度H6级,径向圆跳动量要求≤0.06mm。从产品结构可以看出,需要加工的导管前体在4个尾鳍中间,与壳体的连接薄弱,刚性较差,属大型弱刚性壳体加工。该零件由于刚性差、强度弱,因此在实际加工过程中,尺寸精度和表面粗糙度受到加工振颤的影响,导致不能满足工艺要求而成为加工瓶颈。
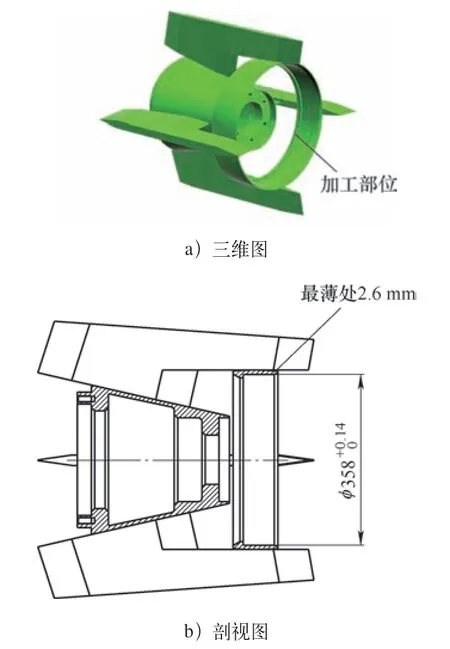
图1 尾段壳体
目前关于弱刚性零件切削加工稳定性的研究[2]有很多,大致把切削加工过程中产生的振动分为自由振动、强迫振动和自激振动3种类型。自由振动是由于在切削过程中,加工系统受到某一偶然的冲击扰动所引起的,但因加工系统本身的阻尼作用会很快消失;强迫振动是由于切削过程本身的断续性和切屑而形成的不连续性、外部的周期性或非周期性干扰力所引起的;而自激振动又称为颤振,为金属切削加工过程所特有的,是指在没有周期性外力作用下,单纯由加工系统本身特性所激起的一种剧烈振动,自激力的频率与工艺系统的固有频率相同,随即产生共振,属于切削过程动态不稳定的性质。很显然,该零件加工过程中遇到的问题属于第3种情况,此种情况产生的振动来自于零件自身、机床、工装夹具以及刀具共同作用的加工系统本身,防振消振十分困难,对切削加工也最为重要,尽管在加工时可通过减小进给量、使用锋利的刀具及采用镗削方式等方法减小加工中的振颤[3],但由于加工位置在装夹位置的远端,且最远的部分壁厚最薄,加工完的内孔不仅公差无法达到图样要求,表面质量在结构振颤的影响下也非常差,刀具的寿命明显缩短,加工效率也非常低,因此,寻求其他减振抑颤的方法是解决问题的关键。
3 解决措施
机床在运行期间,机床机构、工装夹具、刀具和零件在一定时间后达到固有频率,引起共振现象,导致加工振颤加大,通过改变零件的频率可以使零件在加工中脱离共振现象。在实际加工中,发现从外部供给能量进行主动补偿可以减小零件加工中的振动,根据尾段壳体的结构特点,导管前体虽壁薄但形状规则,外形是圆柱面,通过在零件竖直中心轴位置增加配重的方法,可以使加工零件脱离加工机构的频率,减小加工结构的振颤对零件精度的影响。尾段壳体材料为20低碳钢,可以使用多个磁铁在加工部位的竖直中心增加零件自重,通过试切调节至最佳磁铁质量,达到减振抑颤的效果。配重方案如图2所示。
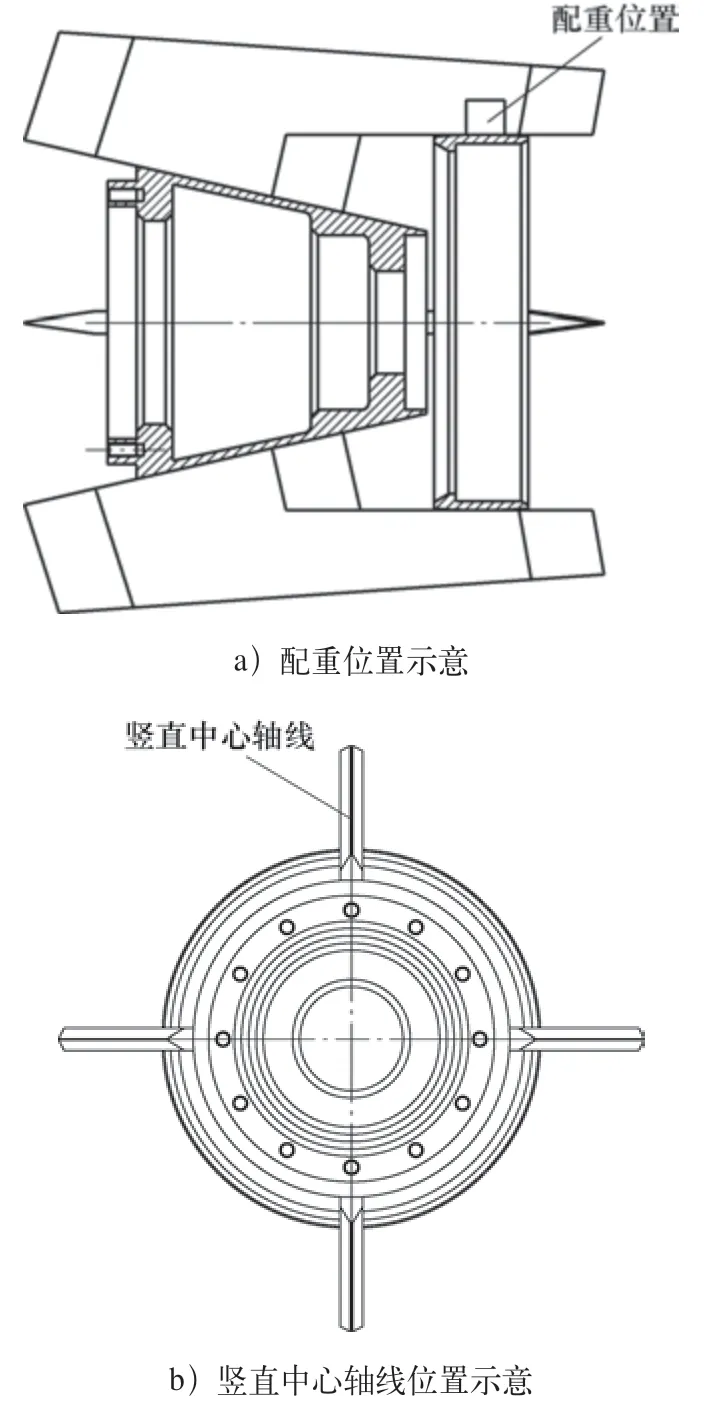
图2 配重方案
为安全考虑,增加配重一定要使用吸附性好、接触面大的强力磁铁,防止在切削过程中磁铁脱落造成安全事故。
采用这种阻尼配重法对产品进行试切,找到最佳配重质量,在加工过程中能够起到最佳减振抑颤效果,减小了加工机构的振颤对弱刚性零件的影响,加工的产品完全满足图样要求。
4 实施效果
通过对产品结构的分析,利用产品材料的可吸附磁性,使用磁铁吸附完成配重,创新使用阻尼配重法减小加工过程中加工机构振颤对零件精度的影响,具有可调整性,操作简单,所需材料成本低,适用于各种类型及大小的、具有可吸附磁性的材料的加工情况。
在车削加工长筒类零件时,往往需要刀杆伸出很长,加工时由于刀杆刚性不足也会引起振颤[4],导致尺寸精度和表面粗糙度无法满足要求,同时也影响加工效率,用此方法在刀杆的尾端吸附磁铁,也可以有效消除振颤,起到同样的减振效果。
5 结束语
本文通过具体的加工实例,介绍了一种通过在工件的特定部位吸附磁铁,从而达到减振抑颤效果的阻尼配重法,该方法简单、实用,成本低,可操作性强,减振抑颤效果明显,并且同样适用于其他如车削长筒类零件的弱刚性加工场合,为类似弱刚性零件的加工提供了经验。