在普通立式铣床上加工活塞平面凸轮
2024-02-26陈涛
陈涛
纽龙船舶动力(阜南)有限公司 安徽阜阳 236300
1 序言
平面凸轮型面的精密加工,最理想的工艺方案为数控机床铣削,尤其是带数控旋转轴(A轴或B轴)的数控加工中心加工最为合适。大功率船用低速柴油机零件均为小批量多品种类型,NC加工中心设备的资金投入较大,单为此零件新置多轴加工功能NC机床投入产出比不理想。普通立式升降台铣床为大多数传统机械加工车间标配的生产设备,充分发挥现有机床设备条件的加工功能,并形成低成本投入与高效产出是车间技术人员的工艺研究目标。活塞平面凸轮为导杆运动的导程面,精密度高,铣削加工过程涉及直线轴与旋转轴成一定比例关系的联动加工,在非数控机床上铣削加工具有一定的难度。活塞平面凸轮的导程小,即短的直线距离要形成大角度的旋转运动,需要利用普通立式铣床功能,研究出一套新颖且成熟的直线轴与旋转轴联动加工工艺方案[1],探索平面凸轮类零件加工工艺以及齿轮应用技术,以保证零件加工质量。
2 铣床与分度头配挂齿轮的应用
普通立式铣床与分度头配挂齿轮加工应用如图1所示。图1a所示X53K普通立式升降台铣床纵向进给丝杠螺距P=6mm。FW250万能分度头定数为40,配备标准的可用齿轮库,可供选择齿轮齿数z为25、30、35、40、50、60、70、80、90和100[2]。立式铣床纵向丝杠轴一端安装主驱动齿轮,分度头尾侧安装从动齿轮,在主驱动齿轮与从动齿轮之间配挂相应传动比的齿轮组,齿轮组在调整到合适的啮合间隙后,以锁紧在分度头尾侧的支架固定。安装完成后,立式铣床纵向丝杠驱动工作台纵向进给,同时与纵向丝杠一体的主驱动齿轮通过相应传动比的齿轮组传递相应旋转运动给分度头,分度头夹持的回转类零件做相应旋转,实现直线轴与旋转轴的同步联动加工。

图1 普通立式铣床与分度头配挂齿轮加工应用示意
3 活塞零件平面凸轮导程面
船用大功率低速柴油机排气阀组件中空气缸腔内气缸活塞是一个精密运动件,活塞受气缸压力作用旋转上升或下降,活塞端面的凸轮导程面驱动与之接触的导杆运动,活塞的旋转角度与上下运动距离的精确度对排气定时等功能至关重要。活塞平面凸轮的导程面(0°~144.3°)加工尺寸要求如图2所示。平面凸轮是以R60mm内圆及R70mm外圆的端面圆环凸台形式,自0°顺时针螺旋上升(以R65mm周线展开,上升角度1.75°),至144.3°时上升高度5mm后凸轮面结束,凸轮面表面粗糙度值Ra=3.2μm。零件材质为QT400。

图2 某机型活塞平面凸轮面尺寸
4 凸轮导程面的加工
4.1 工序准备
活塞凸轮面铣削工序前的车削工艺尺寸要求如图3所示,车削工艺本文不做介绍。
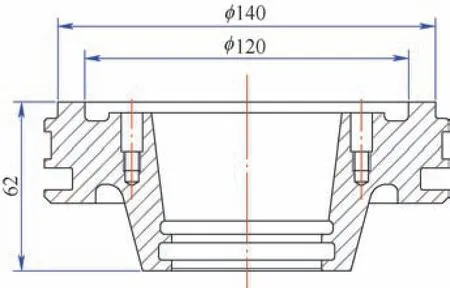
图3 活塞凸轮面铣削工序前的车削工艺尺寸要求
4.2 配挂齿轮的计算选择
(1)凸轮导程L计算 凸轮面螺旋360°对应轴向上升的高度距离为凸轮导程L。根据图2c导程面展开图尺寸,0°~144.3°凸轮面上升h=5mm,以此计算凸轮导程L。由5/L=144.3/360,可得L=12.474(mm)。
(2)传动比i计算 传动比计算公式[2]为
式中,i为传动比;40为分度头定数;t为机床纵向丝杠螺距(mm),X53K立式铣床t一般为6mm;L为凸轮导程(mm)。
根据式(1),计算可得i=40×6/12.474≈19.24。
(3)齿轮齿数推算 根据FW250分度头配备的可选齿轮齿数,以及传动比的要求,按常规的2组(直接传动关联的主、从动齿轮各1件为1组)4个齿轮配置无法满足传动比19.24的要求。根据安装空间与支架固定条件,选择配置3组6个齿轮,齿轮传动比计算公式[3]为
式中,I为齿轮传动比;z1、z3、z5分别为各主动挂轮齿数,优先从分度头标准配置齿轮齿数中选择;z2、z4、z6分别为各从动挂轮齿数,优先从分度头标准配置齿轮齿数中选择。
根据式(2),可得3组6个齿轮齿数分配的传动比I=90×80×70/(35×30×25)=19.2,接近由凸轮导程计算出的传动比i(19.24)。
4.3 误差验证
由齿轮齿数条件选择而设计的传动比I=19.2,利用式(1)推导计算出假设导程L=40×6/19.2=12.5(mm),再根据零件凸轮导程面角度144.3°,反向计算凸轮导程面假设升高h=144.3×12.5/360=5.01(mm),与图样要求尺寸5mm误差为0.01mm,符合零件尺寸公差允许要求。
4.4 实践应用
活塞平面凸轮铣削在分度头上装夹时,分度头自定心卡盘夹持工艺心轴并校调心轴回转同心度误差≤0.01mm,以活塞内孔与工艺心轴定位活塞,利用工艺心轴端部的螺纹孔,用拉杆螺栓和压板垫圈装夹紧固活塞,用百分表校检活塞回转跳动量。
活塞凸轮面铣削配挂齿轮如图4所示,机床纵向丝杠端安装主驱动齿轮Z1、Z2于固定支架,Z2为Z1的从动齿轮,Z3与Z2为同轴同步齿轮,Z3驱动Z4、Z5与Z4为同轴同步齿轮,Z5驱动配挂于分度头尾侧的Z6齿轮(即驱动分度头挂轮轴),最终形成分度头夹持零件旋转运动与机床纵向进给运动的导程比率关系,即机床纵向移动距离12.5mm,活塞同步旋转360°;机床纵向移动距离5.01mm,活塞同步旋转144.3°。
铣削刀具选φ20mm高速钢立铣刀,切削参数为切削速度vc=23.55m/min,主轴转速n=375r/min,进给量f=0.1mm/r。找正立铣刀轴心线与活塞中心线重合,利用立铣刀侧刃在凸轮导程面的最底端(-5mm处),拨动机床纵向进给杆向右,即起动活塞平面凸轮铣削的直线轴与旋转轴联动加工。工序分粗加工、半精加工及精加工,立铣刀落刀起始点以导程面径向0°位置,并规划导程面轴向位置-3.5mm(留余量1.5mm)、-4.8mm(留余量0.2mm)和-5mm,共3个工步铣削加工。每一工步铣削完成后,铣刀轴向退刀至安全位置,机床纵向进给反向回到上一工步起始位置,考虑齿轮间隙的反向误差,每次反向回刀超出起始位置约1圈后,再正向回到起始位置后拉开分度头摇柄插针(分度头旋转运动脱开配挂齿轮的约束,即脱开与机床工作台纵向进给的联动约束),机床纵向手摇进给相应切削量后,再插入插针联动约束齿轮,刀具下刀至合适位置后,重复上一步的联动加工过程,直至凸轮导程面加工至成品尺寸。
5 结束语
普通立式升降台铣床与分度头配挂齿轮铣削活塞凸轮面的加工应用,成功解决了MAN ES专利型主机如420mm、460mm等缸径船用低速大功率柴油机排气阀气缸活塞平面凸轮的加工问题,充分利用车间现有普通机床的加工能力,降低了生产设备成本的投入,车间生产组织灵活性增强,并获得了很好的产品质量与较高的产出效率,同时为类似零件采用普通铣床配挂齿轮进行快捷加工提供了借鉴。
专家点评

平面凸轮型面的精密加工,采用多轴数控加工中心最为合适,但新购置设备资金投入较大。普通立式升降台铣床为传统机械加工设备,通过分度头配挂齿轮实现直线轴与旋转轴联动功能,可以充分发挥现有机床设备条件,扩大加工范围,并实现低成本投入与高效率产出。
文章的亮点是铣床分度头配挂齿轮联动加工凸轮导程面的技术应用。因地制宜、灵活运用是工艺创新的基础,低成本、高产出是工艺人员追求的目标。通过扩展普通铣床功能,实现直线轴与旋转轴联动,研究出一套新颖且成熟的直线轴与旋转轴联动的导程面铣削加工方案,可以为类似小批量多品种零件的加工提供借鉴。