废旧锂离子电池预处理及电解液回收技术研究现状
2024-02-11李亚广韩东战齐利娟
李亚广,韩东战,齐利娟
(中铝郑州有色金属研究院有限公司,河南郑州 450041)
2015年以来,新能源储能电池行业进入快速增长期,2021—2025 年复合增长率可达到35%,全球动力电池需求将超过1 TW·h[1]。新能源产业的快速发展带动锂电池行业飞速进步。按内部材料不同,锂电池可分为锂金属电池和锂离子电池。其中,锂金属电池一般是使用二氧化锰为正极材料,金属锂或其合金金属为负极材料,使用非水电解质溶液的电池;锂离子电池则是使用锂合金金属氧化物为正极材料,石墨为负极材料,使用非水电解质溶液的电池。据统计,截至2022年锂离子电池储能占比达94.5%,行业应用中锂离子电池处于绝对主导地位[2]。图1 为2014—2022 年锂离子电池产量及增速,可以看出近年来锂离子电池产量增速急剧加快,2022年同比增长超过130%[3-6]。

图1 2014—2022年锂离子电池产量及增速[3-6]Fig.1 Lithium-ion battery production and growth rate from 2014 to 2022[3-6]
受技术及电池本身性能的限制,锂离子电池使用寿命一般为3~5 a,预计到2030 年锂离子电池的累计报废量达1 100 万t,在可预见的未来发展周期内,将会出现大量废弃锂离子电池退役报废[7-8]。据统计,2022年废旧锂离子电池回收拆解与梯次利用行业市场规模增长至154.4亿元,中国废旧锂离子电池实际回收量为41.5 万t,同比增长75.8%,2018—2022年中国废旧锂离子电池回收量见图2[9]。面对大量的废旧电池,如何避免环境污染和资源浪费,不仅是锂电池制造商也是整个社会面临的重大问题[10-11]。

图2 2018—2022年中国废旧锂离子电池回收量及增速[9]Fig.2 Recycling volume and growth rate of waste lithium-ion battery in China from 2018 to 2022[9]
2020年11月,国务院发布《新能源汽车发展规划(2021—2035)》提出“建立健全动力电池退役退出、回收利用等环节管理制度,加强全生命周期监管,加快推动动力电池回收利用法”。近年来,国家多部门相继出台了对动力电池、储能电池、新能源汽车产业链的支持政策,促进和引导了锂离子电池材料技术及其回收行业的发展升级。开展废旧锂离子电池资源回收利用技术研究,不仅可以提高自然资源利用效率、降低生产成本、减少环境污染,也能缓解新能源产业带来的资源需求压力,符合国家政策导向[12-13]。
锂离子电池作为一种高度集成的储能设备,其内部结构复杂且具有多元组分。由于当前回收技术研究起步晚,且锂离子电池回收周期尚未完全到来,锂离子电池回收技术研究不系统、不成熟,截至2021年,锂产业中来自回收利用的锂资源不到1%,因此锂离子电池回收产业尚未完全成熟[14-15]。针对废旧锂离子电池中有价资源的回收研究也处于起步阶段,存在工艺流程单一、回收效率低等问题,因此如何实现废旧锂离子电池资源高效、全量回收利用是近年来研究的重点。本文针对锂离子电池结构特点,重点介绍当前锂离子电池回收工艺中预处理技术和电解液回收处理技术,探讨了不同处理技术的优缺点,并展望了未来废旧锂离子电池回收的发展趋势。
1 锂离子电池结构及回收技术简述
自20 世纪60 年代就开始了以金属锂为电极的电池材料的研究[16-17],以锂合金金属氧化物为正极的锂离子电池的研究日趋增多。根据正极材料体系划分,锂离子电池主要有LiCoO2、LiNiO2、LiMn2O4、LiNixCoyMnzO2、LiFePO4等[18]。在众多电池材料中,基于磷酸铁锂电池的电化学储能是当前主流技术选择。常见锂离子电池材料的优缺点见表1。

表1 常见锂离子电池材料特点Table 1 Characteristics of common lithium-ion battery materials
锂离子电池主要包括正极、负极、电解液、隔膜材料等结构。在废旧的锂离子电池中,可回收部分正极废料有铝箔、黏结剂和锂的化合物等材料;负极废料包括铜箔、黏合剂和石墨等材料;电解液主要成分一般为六氟磷酸锂、四氟硼酸锂及有机溶剂和其他必要添加剂,其中有机溶剂主要有碳酸二甲酯(DMC)、碳酸甲乙酯(EMC)、碳酸二甲酯(DEC)、碳酸亚丙酯(PC)或碳酸乙烯酯(EC)等[19]。由于六氟磷酸锂、四氟硼酸锂等材料热稳定性差、易分解,一般通过高温煅烧使其分解,然而这种方法通常会释放HF 气体,后续需要进行无害化处理。常见锂离子电池结构及不同部件的主要成分见图3[20-21]。

图3 锂离子电池结构(a)及一种常见电池不同成分含量(b)[20-21]Fig.3 Structure of lithium-ion battery(a) and proportion of different components in a common battery(b)[20-21]
锂离子电池失效的表现一般有容量衰减、内阻增大、内部短路等,而引起电池失效的原因主要有活性材料溶解、材料颗粒破裂和负极析锂等,其中负极析锂是导致电池失效的主要原因。当电池的性能下降到一定程度时,由于不能满足使用标准而报废。
锂离子电池回收方法众多,根据用途不同,可分为回收有价废料制备新产品、电极材料修复再生、正极材料再合成等方法;根据电池材料组成则可分为正负极材料回收及电解液回收处理,目前研究最广泛的主要是正极有价废料的回收,但对于电解液的回收处理涉及较少;根据回收工艺流程,锂离子电池回收处理主要包括预处理、有价金属浸出提取、浸出液提纯净化、产品制备等[22]。在众多的回收方法中,废旧锂离子电池的回收处理仍存在着如何进行安全拆解、如何在避免二次污染情况下提高正极材料有价金属的回收率、如何绿色处理废旧电池中电解液、如何切实地提高回收过程的经济效益和改善环境效应等问题。根据不同电池组成和种类,在预处理阶段和电解液回收处理阶段采用合适的技术手段可有效解决以上问题,并有效降低后续浸出、提纯流程成本。本文重点综述了预处理工艺及后续电解液回收处理方法。实际生产中常见回收流程、工艺技术及回收产品情况见图4[23]。

图4 废旧锂离子电池回收流程、工艺技术及回收产品[23]Fig.4 Recycling process,technology and products of waste lithium-ion battery[23]
2 预处理技术研究
预处理目的是将废旧锂离子电池的外壳、铝箔、铜箔和正极极粉与负极极粉分开,脱除有机黏结剂,降低后续金属元素浸出分离效率和材料再生的难度及成本[24]。随着目前新能源行业电池技术的发展,电池成组技术飞速前进,CTP(电芯直接组成电池包)、CTC(电芯直接成为底盘一部分)技术应用越来越广泛,大量黏结剂的使用加大了预处理难度,废旧电池的无损拆解和回收是亟待解决的问题。
处理废旧电池时通常先将电池放电,以去除电池中残余电量,防止电池自燃或短路。放电完成后分离电池结构,将正极粉体从集流体铝箔、铜箔剥离,从而得到可回收利用的正负极材料[25-26]。由于电池两极材料通常由包含聚偏氟乙烯(PVDF)或聚四氟乙烯(PTFE)成分的黏合剂黏合,因此预处理过程的操作重点是对放电后的电池结构进行分离,并对电池中有价元素进行分离回收。
依据电池结构中不同材料的物化性质及回收资源反应特征,预处理可分为物理、化学两类方法,物理法主要有机械分离、有机溶剂溶解、超声波分离等方法,化学法则包括火法煅烧、热处理、化学溶解等。相较于物理法,化学法分离回收选择性强,可实现有价元素定向回收利用,但加工成本也相应增加。图5为预处理过程常用技术方法及特点。
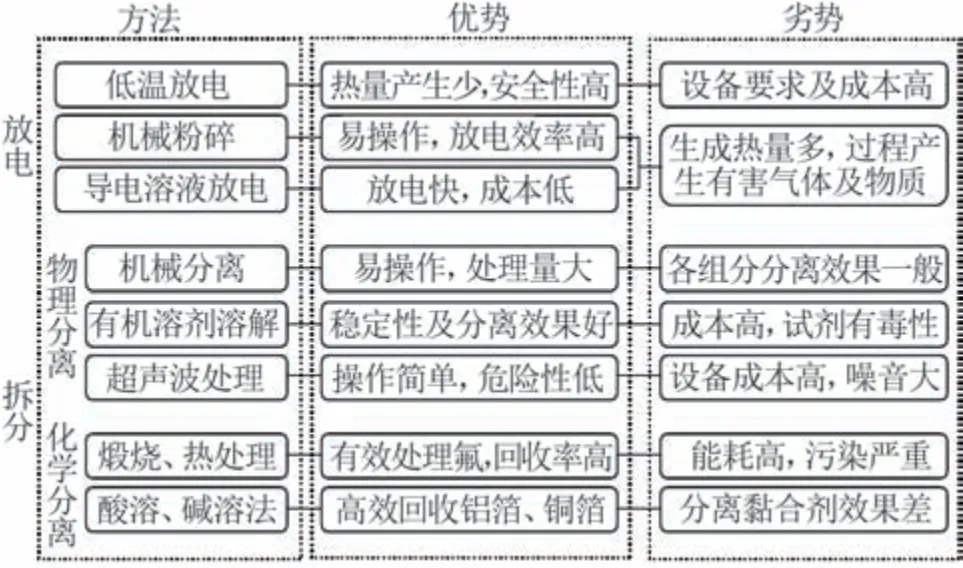
图5 预处理常用技术方法及特点Fig.5 Common technical methods and characteristics of pretreament
2.1 电池放电
锂离子电池放电主要有低温冷冻、机械粉碎、穿孔放电等物理法和利用导电盐导电的化学法。在使用机械粉碎法、穿孔放电法过程中,废旧电池由于残存电量会产生大量余热,导致电池中LiPF6、LiBF4受热分解产生有害气体甚至发生爆炸,出于安全及大规模处理电池方面的考虑,以导电溶液为介质牵制锂离子电池放电的方法最为常见。
蒋良兴等[27]从放电效率和环境影响两个方面对不同盐溶液作为放电介质时的效果进行评测对比。结果表明:以在阳极更易失去电子的盐溶液作为放电介质可显著提升电池残压的下降幅度和放电效率;以质量分数为5%的Na2S溶液为放电介质,在放电时间为8 h 时,电池残压可降至0.5 V 以下,与NaCl和Na2SO4溶液相比,放电过程中产生的沉渣量少,产气成分简单,主要由N2和H2O 组成。YAO等[28]分析了物理及化学方法对电池放电的影响,由于工业大规模生产中稳定性不足、危险性较大,相较于物理法,更宜采用化学法处理大批量的废弃电池;通过对比NaCl、FeSO4、MnSO4溶液对电池放电效率的影响,发现锂离子电池在0.8 mol/L NaCl 和0.8 mol/L FeSO4溶液中可大幅缩短锂离子电池主动放电时间,但以上两种溶液会与金属外壳发生电化学反应,导致后续回收效率降低。穆德颖等[29]比较了NaCl溶液和石墨粉两种放电方式的放电效果,优选采用质量浓度为30 g/L 的NaCl 溶液进行放电,在此条件下放电9.0 h后电池残余电压为0.5 V。XIAO等[30]通过研究发现当使用MnSO4溶液作为放电介质时,在放电过程中形成的隔离层可以避免腐蚀,尽管不具有最高的放电效率,但从放电稳定性及避免放电过程中有机物质泄漏方面来看,MnSO4溶液效果较为理想。
2.2 机械分离
机械分离法是废旧锂离子电池预处理过程中应用最广泛的方法。常见的机械分离法包括破碎、筛分、磁选和重选等,其中最常用的是多级粉碎-筛分技术。由于过程中存在燃烧、爆炸等潜在危险,同时作业中也会释放有害气体,出于安全考虑,通常在低温、惰性氛围下进行机械分离[18]。此外,机械分离法还会改变组分的粒度分布,有些甚至改变电极材料的表面性质,后续通常采用浮选分离工艺进行有价元素回收。
DIEKMANN 等[31]研究发现,在机械破碎过程中,电解液的组成和电池健康状态决定了释放气体组分的浓度,释放的活性气体主要为DMC、EMC 和CO2。DA 等[32]对废旧电池进行破碎、磨制、筛分后得到的物料中,铜质量分数从未破碎分离前的18%提高至66%,粒径小于1 mm的物料中钴质量分数可达80%以上,表明机械破碎可以富集锂离子电池中的有价金属,减少后续提取铜、钴所需的工艺流程。WANG 等[33]研究发现钴酸锂电池正极材料中金属占总量的50%,其中以Co为主,占比在18%左右,同时考察了破碎筛分后不同粒度组分对后续分离回收率的影响,发现在粒度小于0.5 mm的组分中Co质量分数占85%,0.5~1 mm 组分中Co 质量分数为67%,表明预处理有利于后续物料富集回收。
机械分离法操作简单,成本较低。为了保证正极、负极极粉从集流体铝箔、铜箔完全解离,通常需要将集流体破碎至极细的粒度,然而这样会导致大量细微铜/铝粉末进入到富集的极粉中造成物料二次污染,铜、铝金属质量分数通常超过5%,后续含锂材料再生除杂难度大。
2.3 有机溶剂分离
利用有机试剂相似相溶原理,选取合适的有机试剂可溶解电池中常用的PVDF、PTFE 黏结剂从而达到分离电池材料的目的。ZHOU等[34]选取二甲基甲酰胺(DMF)溶解分离锂离子电池,经测试在60 ℃条件下PVDF 在DMF 中溶解度可达到176 g/L。王百年等[35]研究了多种有机试剂分离正极活性材料与铝箔的效果,采用N-二甲基乙酰胺(DMAC)分离处理后,有效正极活性物质回收率达到97.59%,且该试剂具有热稳定性高、毒性小、价格适中等优点。CONTESTABILE 等[36]利用N-甲基吡咯烷酮(NMP)在100 ℃、1 h 条件下(PVDF 溶解度为200 g/L)实现了锂离子电池正极与集流体材料的有效分离,且溶解后的NMP 溶液中还含有大量的Cu 和Al,过滤后可同步进行回收,由于NMP 对PVDF 具有良好的溶解性且沸点较高,经蒸馏处理后可回收再利用。对于采用PTFE 黏合的电池,以上有机溶剂均不能有效溶解分离电池,ZHANG 等[37]研究了三氟乙酸(TFA)溶液浓度、液固比(体积质量比,mL/g)、反应时间和温度对正极材料和铝箔的分离效果,结果表明,在TFA 质量分数为15%、液固比为8.0、反应时间为180 min、温度为40 ℃并适当搅拌的实验条件下,可实现正极材料完全分离。
通过有机试剂分离富集极粉的效果较好,不会损坏铜箔和铝箔,但由于有机试剂黏度较大,在后续工业应用中分离极粉状材料时过滤难度较大,加之部分有机物有毒性,实际操作过程较其他方法繁琐。
2.4 热处理
热处理工艺分为两种:一种是通过加热使黏合剂分解达到分离电池结构的目的,PVDF 从381.8 ℃开始分解,至449.5 ℃分解结束,通常热处理温度在400 ℃以上;另一种是在高温条件下使电池材料热解,通过控制热处理温度及气氛,可在预处理阶段获得不同成分及组成的产品物料。热处理工艺的优点是可以除氟,而且分离效果较好;不足之处是能耗较高,且PVDF 热分解时会释放出有毒的HF,需要进一步处理尾气[38]。
卞都成等[39]将拆解分选出来的正极片置于氮气中在400 ℃下处理2 h后除杂,发现大部分废旧正极活性材料会自动与铝箔分离。ZHANG 等[40]研究结果表明,在温度为500 ℃、时间为15 min、升温速率为10 ℃/min条件下可极大提高浮选效率,消除有机黏结剂对正负极材料浮选的影响,同时电极材料物性不会发生改变,经浮选后正极材料品位提高至93.89%,浮选收率达96.88%。LI等[41]开发了一种原位热解工艺,通过热力学分析证实了LiCoO2与石墨之间可能发生的反应,并通过同步热重分析研究了高温反应的可行性;采用无氧焙烧-湿法磁选工艺将低附加值混合电极材料转化为高附加值产品,即LiCoO2和石墨在N2气氛、1 000 ℃下原位煅烧30 min后形成Co、Li2CO3和石墨混合物,随后使用湿法磁选分离各产物。此外,原位热解法也适用于锰酸锂电池(LMO)和镍钴锰三元锂电池(NCM)的回收利用[42]。SUN 等[43]采用真空热解法在温度为600 ℃、压力为1.0 kPa、反应时间为30 min条件下处理锂离子电池,从阴极材料中得到LiCoO2和CoO材料,随后用2 mol/L硫酸反应60 min后浸出即可回收约99%以上的钴和锂。热处理工艺具有操作简单、成本较低的优点,但缺点明显,比如污染空气、能耗高。在实际应用中,通常将热处理与其他工艺相结合以回收利用废旧锂离子电池材料。
2.5 化学溶解法
锂离子电池正极材料中集流体材料通常为铝箔,因此利用铝易与氢氧化物(常用氢氧化钠)反应生成偏铝酸盐的性质,采用一定浓度的氢氧化物选择性溶解铝箔获得正极废料[44]。NAN 等[45]通过研究NaOH 溶液对正极铝箔溶出的过程,发现在NaOH质量分数为10%、固液比(质量体积比,g/L)为100、室温下反应5 h 后,正极材料铝箔溶出率可达98%。WENG 等[46]利用废旧电池制备正极材料Li[(Ni1/3Co1/3Mn1/3)1-xMgx]O2,由于对正极材料直接酸浸处理时会增加浸出液中Mg 含量,不利于后续分离提纯,因此采用NaOH溶液(氢氧化钠质量分数为15%)对破碎后的正极残渣进行预处理以降低后续浸出液中的Mg含量。
实际生产及操作过程中,酸溶、碱溶主要集中于预处理后锂离子电池中元素分离回收工序,因此预处理阶段主要采取适宜的工艺条件对其进行简单处理以提高后续回收效率。
2.6 超声波辅助分离
利用超声波空化效应可破坏并分散不溶性物质,通常采用超声波与机械分离相结合的工艺,对破碎后的物料及黏结的有机物料进行分离。LI 等[47]采用频率为40 Hz、功率为100 W 的超声波清洗器,对破碎后的电极材料进行处理,搅拌状态下可有效去除电极表面的有机黏合剂。HE等[48]使用NMP溶解及超声波处理工艺对锂离子电池进行分离,确定在温度为70 ℃、超声波功率为240 W、时间为90 min条件下,正极材料回收率达99%,团聚率低,有利于后续浸出过程。
3 电解液回收处理技术研究
目前的研究多集中在废旧锂离子电池正负极材料的回收利用上,对电解液的回收利用研究较少。随着电池技术的发展,为了更好地提高电池性能,电池中电解液组分及锂盐用量也在逐渐增多[49-50]。电解液中的有机溶剂和电解质锂盐等物质具有较高的回收价值,由于电解质锂盐热稳定性差,在电池拆解过程中容易分解产生HF 气体,因此对电解液进行回收处理时,通常需预先对其进行无害化处理[51]。不同锂盐的稳定性情况见表2。

表2 锂离子电池电解液中常用锂盐稳定性情况Table 2 Stability of lithium salts commonly used in lithium-ion battery electrolytes
根据电解液成分不同,回收处理电解液的方法通常有高温热解法、蒸馏-冷凝法、化学法、超临界CO2萃取法等。电解液回收处理的不同工艺及产物见图6。
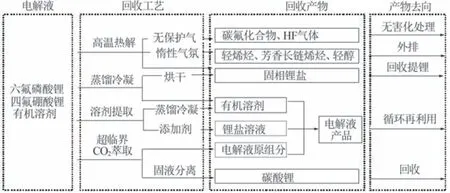
图6 电解液回收工艺及产物去向Fig.6 Electrolyte recovery process and product destination
3.1 高温热解法
高温热解法与废旧电池预处理法中的热处理工艺一致,即通过高温煅烧法处理废旧锂离子电池。目前,对于高温热解法的研究主要集中在如何处理热解过程中产生的废气,减少其对热解产物的危害。经处理后的产物主要为正负极固体材料,电解质中有机物的回收则选择其他处理方法进行提取。
SUN 等[43]采用真空热解法处理锂离子电池后分析热解后冷凝器气体,发现产物基本为碳氟化合物;采用氮气作为保护气氛时,热解产物主要为轻烯烃、芳香长链烯烃和轻醇,处理后的电解质热解产物随正负极材料进入后续流程以进一步提取Li和Co。ZHONG等[22]采用高纯氮气为保护气氛,在120 ℃下对放电后的电池进行蒸发冷凝以收集电解液,回收率可达99.91%;随后又在550 ℃下热解2 h,热解后的气体同样为轻烯烃、芳香长链烯烃和轻醇,热解后残留物通过分选、清洗和浮选工艺进行后续回收。米雪等[52]提出一种退役锂离子电池电解液高效热解气化和热解气还原正极材料-水浸提取锂的新方法,考察了热解温度、氮气流速对电解液气化率的影响规律,研究了电解液与正极材料质量比对锂的提取效果的影响。结果表明:在热解温度为650 ℃、氮气流速为35 mL/min、保温时间为30 min 条件下,电解液热解气化率高达96.38%,电解液主要转化为一氧化碳、甲烷、氢气、二氧化碳等气体;在质量比为1∶0.1、还原温度为650 ℃、氮气流速为35 mL/min、还原时间为30 min条件下,仅锂元素被高效提取,提取率达到98.93%。
通过高温煅烧法处理废旧锂离子电池,工艺简单、处理量大,热解后产物随渣相进入后续流程,浸出回收效果较好,可处理大量各种废旧锂离子电池,但产生的尾气中含有氟化物等有害物质,实际生产中需建立专门的尾气处理设备,然而这不仅增加了处理成本,而且经过高温热解后的电解液已分解,无回收价值。
3.2 蒸馏-冷凝法
蒸馏-冷凝法也称低温热处理法,由于锂离子电池电解液极易挥发,根据电解液中各组分沸点不同,在预处理后将锂离子电池在负压或惰性气体下直接溶于水,随后通过蒸馏-冷凝法回收电解液。
HE 等[53]采用复合水性剥离剂AEES 拆解电池后将其整体浸泡在水中,研究发现由碳酸乙烯酯、碳酸亚丙酯和LiPF6组成的电解质可在25 min 左右完全溶解,随后蒸馏得到碳酸乙烯酯和碳酸亚丙酯,回收率可达95.6%。赖延清等[54]在负压为40~100 kPa、温度为240~260 ℃条件下拆解电池,经冷凝后得到固液混合物和冷凝尾气,固液混合物分离后溶液经脱氟干燥剂处理得到有机溶剂。陈嵩等[55]针对电解液中有机碳酸酯类沸点、闪点均较低的物理特性,采用低温真空蒸发烘干-冷凝法分离回收动力电池中的电解液;在140 ℃真空下对电解液进行蒸发烘干处理,随后依次在0、-20、-50、-75 ℃下冷凝回收蒸汽得到冷凝液,尾气中无挥发性有机物(VOCs),对冷凝液和残留液成分进行分析,发现冷凝液成分含有碳酸二甲酯、碳酸甲乙酯、碳酸二乙酯和碳酸乙烯酯,其他杂质较少。ZACHMANN 等[56]采用一种低温热处理法研究了温度及时间对电解质回收的影响,结果表明,在温度为130 ℃、时间为80 min 条件下可回收得到碳酸二甲酯、碳酸甲乙酯、碳酸乙烯酯等有机溶剂,在蒸馏过程中收集的废弃产物中检测到LiPF6分解产生的HF、POF3,并通过超纯水处理后外排。
蒸馏-冷凝法与高温热解法处理的区别在于温度控制,采用较低温度使电解质在不改变组分的情况下进行蒸馏、冷凝、过滤,然后回收再利用。该方法能有效回收废旧锂离子电池电解液中有机试剂组分,具有成本低、易于控制的优点,但是电解液中的金属锂盐不具有挥发性,不能有效回收,导致电解液整体回收效率不高。
3.3 化学溶剂提取法
化学溶剂提取法是一种拆解废旧锂离子电池,添加化学试剂,并引入化学反应来处理电解液的方法。该方法解决了LiPF6遇水易分解、直接法回收利用难度大的问题,通过引入试剂(如NaOH、有机试剂等)使电解液发生化学反应,生成较为稳定的锂盐(如LiPO2F2、Li2CO3等)并加以回收,从而消除电解液分解对环境的影响。
林浩志等[57]向电池中注入一种碳酸酯类清洗溶剂,将电解质与清洗溶剂混合后提取得到电解质回收液,向回收液中加入水或无机酸强化LiPF6水解,促进氟成分气化,随后在减压状态下加热处理回收液,使可挥发组分气化,气体中氟经钙化反应转化为CaF 后进行无害化处理,其余组分经冷凝提纯后回收。陈夏雨[58]用碳酸酯提取电解液,将电解液减压旋蒸后得到锂盐的浓缩液,将浓缩液在-30~-20 ℃下冷却1.5~3 h,通过精密过滤器过滤得到LiPF6;该LiPF6溶液包含电解液的其他成分,分析其成分后按照电解液配方补充溶剂和添加剂,可重新配制成电解液产品以重复使用。
采用化学法处理废旧锂离子电池时电解液中的锂盐回收率高,但是溶剂回收率低。由于该过程涉及新增的化学试剂,可能对环境有害,同时也增加了回收成本。
3.4 超临界CO2萃取法
超临界CO2萃取法是一种利用超临界CO2溶解非极性物质,从废旧锂离子电池中有效分离电解液的方法。该方法利用工艺本身的压力,在超临界液体中打开电池,避免预处理过程中破坏电池体,降低电解液泄漏造成分解、爆炸的危险。在萃取过程中电解质锂盐与二氧化碳反应转化为碳酸锂沉淀,其余溶剂则通过蒸馏进行回收[59]。
LIU 等[60]采用CO2萃取、树脂纯化、分子筛纯化多种方法结合的处理方式对废旧锂离子电解液进行回收处理,即首先使用超临界CO2萃取分离电解液,随后电解液经树脂和分子筛纯化,得到的电解液离子电导率为0.19 mS/cm(20 ℃),具有稳定的电化学性,可直接循环使用。MU 等[61]利用超临界二氧化碳萃取法回收废旧电池中的电解液,在较低压力和较低温度下,该方法可有效回收含复杂组分和热敏导电盐的电解质,结果表明,在温度为26~52 ℃、压力为6.5~18 MPa 时,电解质中有机溶剂的含量在跨临界CO2提取过程中基本保持不变,萃取回收率可达90%以上,萃取压力是影响电解质萃取率的主要因素,萃取后的电解液通过补充有机溶剂、锂盐和添加剂可再次使用。ROTHERMEL 等[62]研究了高压条件下CO2作为萃取液对锂离子电池电解液的萃取效果,在静态实验中考察了超临界CO2的萃取能力,随后改变压力条件,在温度为40 ℃、压力为8~30 MPa条件下开展提取电解液试验研究,结果表明压力的变化对回收率的影响不显著,电解液回收率最高可达89.4%。
超临界CO2萃取法具有效率高、对环境无二次污染、溶剂无残留和产物还原度好等一系列优点,能克服高温热解法和化学法带来的不利因素,且CO2价廉易得、性质稳定、无毒、无可燃性、安全性能高等。然而,超临界CO2萃取法对温度和压力的变化比较敏感,会影响废旧锂离子电池电解液的回收率,并且超临界CO2萃取法需要在高压条件下进行,对设备要求较高。此外,实验室阶段的超临界CO2萃取法没有考虑尾气中CO2的收集和回收,而在实际生产中要达到环保节能的目的,就必须对CO2进行再利用,从而真正实现废旧锂离子电池电解液的无毒和循环利用。
4 结论与展望
近年来,随着新能源产业的快速发展,产生了大量废旧锂电池,因此废旧锂电池的绿色经济高效回收技术成为研究重点。锂离子电池种类繁多,通常单一的预处理及电解液回收方法难以实现电池材料的高效回收,且处理量、能耗、回收率等指标无法兼顾。未来研究应结合当前电池材料、特性、结构,选用绿色高效的预处理和电解液回收协同处理技术,在产业化过程中应重点建立柔性回收生产线,简化工艺流程,以适应多种类型电池回收处理场景。同时,也要持续开发提取率高、适用性强、环境友好且具有市场竞争力的新技术、新工艺,促进锂资源循环利用技术发展,实现废旧电池全组分高效回收。
1)在废旧锂离子电池预处理过程中,由于电池结构及模组不同,有价金属回收工艺主要以物理法为主,如机械分离法、有机溶剂分离法、超声波法等,物理法具有操作简单、处理成本低、处理量大的特点,适用于大批量处理废旧电池,但存在生产过程产生废气、废液及后续含锂材料再生除杂难度大等问题;而化学法回收诸如电池放电、化学溶解等具有分离效果好、选择性好、回收率高等优点,可适用于大多数锂离子电池类型,但存在处理量小、处理效率低、成本高等问题。因此,在预处理阶段常采用两种或多种方法联合处理,解决预处理过程中的二次污染,提高电池材料(电解液、有价元素等)的分离效率和技术适应性。
2)目前,废旧锂离子电池电解液的回收处理多以高温处理为主,但由于电解液由高浓度有机溶剂、电解质锂盐、添加剂等原料组成,高温处理会造成环境污染。在电解液回收工艺中,高温热解法、化学法可获得较高的回收率,但在处理过程中会改变电解液化学成分,产生废弃物污染环境,且后续有价元素再生流程复杂。蒸馏-冷凝法、超临界CO2萃取法可在保持电解液组分不变的情况下,对锂离子电池电解液进行有效回收,且回收后电解液可循环使用,若能有效提高其回收率,可大范围推广并应用于废旧电池回收行业。尽管当下研究方向多倾向于固体电解质研究,但以液体电解质为主的局面在短时间内不会改变,结合当前电解液回收技术手段,未来研究应重点针对当前各电解液回收方法进行优化完善,同时采用多种技术手段相结合的方法,实现电解液的高效回收和循环利用。
3)废旧锂离子电池回收利用技术的研究大多还停留在实验室阶段,工业化回收流程存在单一粗放、有价成分回收效率低等问题,无法实现全量化回收利用。因此,亟待加强锂离子电池高效回收处理和循环利用技术的研究,完善废旧电池的绿色回收和全生命周期循环利用体系,开发绿色高效全量化处理新技术,提前布局电池回收相关产业,对于电池行业的健康持续发展具有重要意义。