基于PLC 的冷床控制系统技术改造
2024-02-03师宁,刘辉,周琳
师 宁, 刘 辉, 周 琳
(1.北京电子科技职业学院, 北京 100176; 2.中国航空制造技术研究院, 北京 100024)
0 引言
冷床是冶金轧钢行业中小型棒材车间不可缺少的辅助设备之一,它的主要作用是对轧制产品,如螺纹钢、园钢、 钢管等进行有效冷却, 使其温度由900℃降至100~300℃,再由输出辊道将其送到冷剪剪切成定尺成品。 冷床的设计质量与安装精度直接决定着产品的最终质量。
某钢集团决定在炼钢车间转炉工序连铸出坯跨内南侧修建一条铁路运输线,联通炼钢车间和轧钢车间,以解决目前炼钢与轧钢之间铸坯汽运成本高、 辊道运输工艺复杂等问题。目前转炉工序连铸机的冷床在三轧车间内,其位置影响到了铁路运输线的规划。 根据公司总体规划及新建铁路运输线的要求, 需拆除连铸机在三轧车间内的冷床,并在连铸出坯跨连铸机东侧新建冷床系统。
在新建冷床系统之际,对原有系统进行升级改造。本设计主要采用西门子S7-300 PLC 配合使用ET200M 分布式I/O 模块对系统进行控制, 这种方式改善了控制系统性能,节省维护成本,增强系统可靠性,在实际生产过程中提高了工作效率。
1 冷床系统现实问题分析
根据集团提出的冷床系统改造的总体要求, 确定连铸机冷床系统改造后铸坯下线及运输方案如图1 所示。

图1 连铸机冷床系统改造后铸坯下线及运输方案
其中,单线框内设备为需改造或新增设备, 双线框内设备为现有设备。 原铸坯提升机下线的铸坯滑到热送辊道, 由热送辊道送到旋转辊道。
由于现有的辊道外侧装有传动装置及链条,影响侧面出坯。因此,热送辊道将改造。为了减小铸坯下滑对设备的冲击,在辊道外侧,设置4 个升降挡板,用于铸坯缓冲,同时用于铸坯定位。 热送辊道上的铸坯通过步进式拉钢机移到翻转冷床,由冷床冷却,并出坯。冷床的端部,设置铸坯收集台,将冷却下线的铸坯集中,等待吊运。
2 控制系统整体要求
原冷床装置电气控制系统由于设备老旧, 系统性能和稳定性较差,无法满足目前生产工艺要求,急需对设备进行升级改造。在深入了解生产过程、分析工艺要求及生产环境,通过调查研究,从安全性、可靠性、经济性、合理性等方面,确定冷床控制系统目标,形成最终控制方案,将原来的交流调速系统用全数字直流调速系统取代。 经过前期多次论证, 我们采用了SIEMENS 公司S7-300 控制系统配以ET-200M 分布式I/O 对整个系统进行数据的采集、状态监视和过程控制,采用WINCC 7.0 上位软件进行画面制作, 操作员通过这些画面完成现场工艺参数和设备运行状态的监视和操作。 同时控制系统配备具有旁路功能的不间断电源(UPS 电源) 供电。 每套PLC控制系统的ET200 远程站通过PROFIBUS 总线网络对控制系统进行较远距离的通讯,实现了分布式控制。该项目自2020 年8 月实施以来,效果明显,达到了预期目的。
本次设计的自动控制系统为多级分散式控制系统,自动控制系统的功能分配如下:
(1)一级(L1)是电气、仪表系统组成的基础自动化级。
(2)基础自动化级的主要功能。
(3)驱动系统的联锁和控制。
(4)仪表系统的联锁和控制。
(5)基础自动化级控制计算和设定。
(6)过程实际值数据收集。
(7)过程状态信息检测及显示。
(8)故障报警及故障打印。
具体控制要求如表1 所示。

表1 控制要求
同时考虑到安全生产实际情况, 按区域划分设置了冷床区急停和液压系统急停,具体方式如下:
(1)硬件急停:在各操作台箱上设有急停按钮,信号接入专用急停继电器, 由急停继电器节点按区域直接切断设备控制回路电源。 达到很高的可靠性。
(2)软件急停:由急停继电器节点进入PLC,由PLC控制设备停止,达到双重保护。
3 具体设备控制功能
连铸机冷床改造的基础自动化系统为电仪(EI)一体化系统, 设计考虑按区域来设置PLC, 系统设1 台冷床PLC。冷床PLC 的主要控制内容包括主液压站、升降挡板、拉钢机、翻转冷床、铸坯收集台等。 各部分具体功能如下:
(1)翻转冷床。液压步进翻转冷床用于把拉钢机送来的铸坯步进移送到铸坯收集台;同时冷却铸坯。液压步进冷床通过固定板和移动板的动作使铸坯步进向前移动,保证铸坯在移送的过程中均匀冷却。
(2)拉钢机。拉钢机用于将热送辊道上的铸坯拉到冷床。
(3)升降挡板。升降挡板用于缓冲铸坯下滑对设备及土建基础的冲击。并对在热送辊道上的铸坯进行定位,铸坯热送时,也起到导向作用。
(4)液压站。 液压站的高压泵和循环泵均设备用泵,可以在机旁起停。 自动状态下,当正常运转的泵故障时,备用泵自动起动。液压系统配备有水冷却器,可以在机旁起停。自动状态下,当油温过高时,自动起动。油温,液位,水泵出口压力和过滤器状态等液压站相关系统报警信息均在操作箱面进行显示。液压站电机采用直接启动方式。
(5)热送辊道。 热送辊道由原有热送PLC 系统控制。与冷床PLC 系统之间有硬线安全信号联锁。 热送辊道用于将铸坯提升机送来的铸坯运到旋转辊道, 也用于将铸坯定位,等待步进式拉钢机将铸坯拉到步进翻转冷床。
4 液压控制系统实施方案
根据连铸机工艺设备情况, 按主要设备或工艺区域我们采用PLC 来实现冷床控制系统。考虑实际系统要求,控制系统主机本体PLC 采用SIEMENS S7-300 CPU 315-2DP,所有I/O 模块采用ET200 系列产品,包括上、下卸钢、冷床同步等控制分站,通过Profibus-DP 网和工业以太网将PLC 控制系统、远程I/O 站及变频器、现场仪表、设备控制站等共同组成控制系统。具体模块参数如表2 所示,控制系统原理图如图2所示。

表2 模块参数
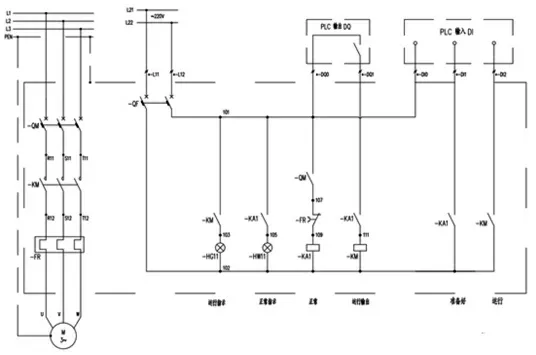
图2 液压系统控制原理图
控制系统的网络拓扑结构初步采用星型及环型网络结构,具体通讯参数如表3 所示。
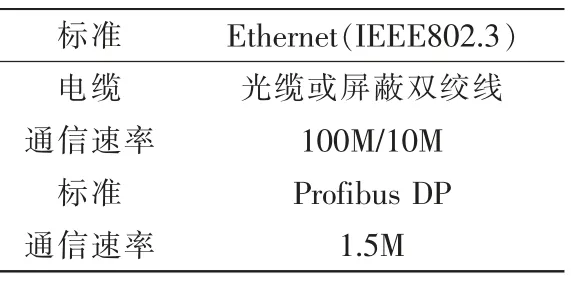
表3 通讯参数
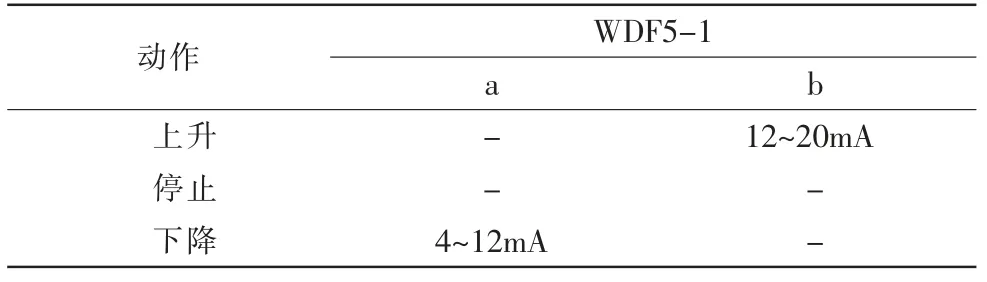
表4 升降换向阀控制要求
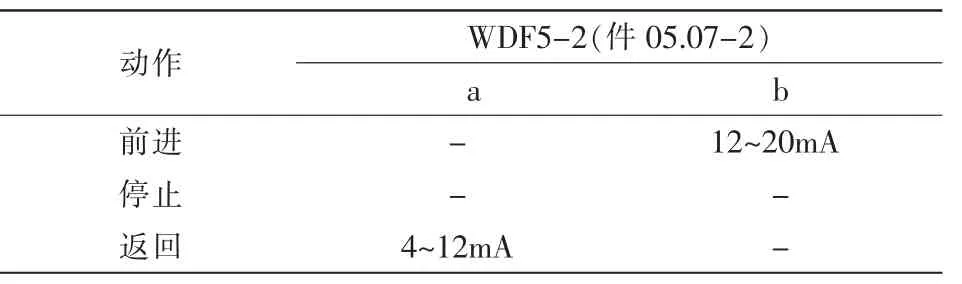
表5 平移换向阀控制要求
4.1 步进冷床控制阀台
冷床出坯方式分四步进行,上升→前进→下降→返回,并且每四步为一根铸坯步进一齿的动作循环,依次往复,逐步出坯。
(1)冷床的升降。 冷床的升降由比例换向阀控制,执行器由2 个液压缸组成, 冷床的升降位置检测由主令控制器控制。考虑减少液压冲击,比例阀的加减速设斜坡控制,具体控制如下:
升降行程:S=640mm;t上升=18s;t下降=13s。
上升斜坡控制如图3 所示,下降斜坡控制如图4 所示。

图3 上升斜坡

图4 下降斜坡
(2)冷床的平移。 冷床的平移由比例换向阀控制,执行器由2 个液压缸组成,冷床的平移位置检测由主令控制器控制。考虑减少液压冲击,比例阀的加减速设斜坡控制,具体控制如下:
升降行程:S=470mm;t上升=6s;t下降=6s。
前进、返回斜坡控制如图5 所示。

图5 前进、返回斜坡
4.2 过滤站控制
本系统配置有3 套过滤器即回油双筒过滤器, 循环泵系统双筒过滤器,和高压过滤器。 过滤器被污染后,各过滤器的进出口压差超过0.35MPa 或0.5MPa 时,给出事故闪光信号,以使手动转换备用过滤器或启动备用泵,并对污染的过滤器进行清洗,过滤器参数见表6。
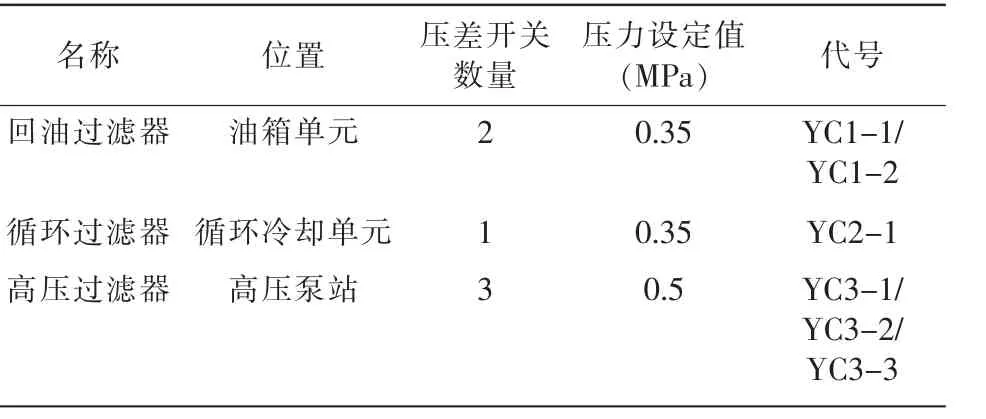
表6 过滤器参数
4.3 循环冷却泵站
循环泵共2 台电机(N=7.5kW,n=1440r/min),其中1台正常工作,1 台备用。 循环泵启动条件为:
(1)蝶阀开启由接近开关监控。
(2)工作油液的温度,液位均应满足油箱系统的控制要求。
如不能满足以上条件循环泵不能启动, 或立即停止工作。
注:每台泵设置自动、手动开关,手动操作又分为运行及停机维修两个状态。
用压力继电器作为循环泵压力监控和连锁、 如果循环泵启动后30s~1min, 或工作过程中压力低于0.5MPa时,则备用泵自动启动,同时给出事故闪光信号,原工作泵停泵。 非报警状态下主泵可启动。
4.4 高压泵站
高压泵站有3 台油泵(N=45kW;n=1450r/min),其中2 台工作,1 台备用,工作泵开启条件:
(1)蝶阀开启,由接近开关监控。
(2)工作油温、液位均应满足油箱单元的控制要求。
(3)循环泵先启动。
(4)工作泵启动前2~5s,电磁溢流阀通电;工作泵启动后2~5s,电磁溢流阀断电。
注:每台泵设备的操作开关及显示同循环泵要求。
每台泵出口设有压力传感器,4~20mA 输出, 作为高压泵的压力监控和连锁。 如果工作泵启动30s~1min 仍不能建立起工作压力(14MPa);或主泵运行期间其出口压力〈8MPa 状况持续10~30s 时,备用泵自动启动,原工作泵停泵,同时给出事故声光信号和显示。
4.5 升降挡板及拉钢机控制阀台
(1)升降挡板。升降挡板由一个电磁阀WDF4-1 控制,其信号来源于PLC 控制或人工操作,其控制要求见表7。

表7 升降挡板电磁阀控制要求
(2)拉钢机。 拉钢机由一个电磁阀WDF4-2 控制,其信号来源于PLC 控制或人工操作,详见工艺要求,其控制要求见表8。
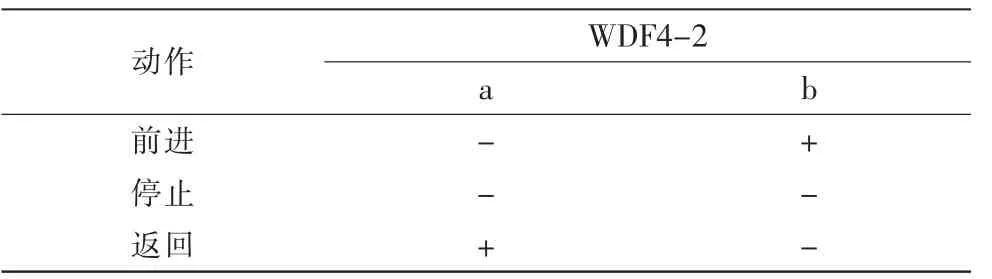
表8 拉钢机电磁阀控制要求
5 结论
冷床是冶金工业生产中重要的冷却设备, 其生产效率直接影响企业效益。 本文在对冷床自动控制技术进行大量研究的基础上,提出了一种高效、便捷、节能、可靠、全新的自动控制方法, 解决了原电气控制系统在生产和维护中暴露的突出问题。改控制系统自投入生产以来,运行稳定、操作简单、故障率低,提高了企业生产率,减低了生产成本,延长了设备使用寿命,该控制系统很好的满足了冷床设备工艺控制要求,具有较好的推广应用价值。
