研究激光对塑料模具钢表面的处理
2024-01-30王京成谭文胜
王京成, 候 平, 王 泽, 谭文胜
(1.江苏理工学院 材料工程学院, 江苏 常州 213001;2.常州信息职业技术学院 机电工程学院, 江苏 常州 213164)
0 引 言
随着塑料制品的需求增加,塑料模具钢[1-3]也得到了快速的发展。随着塑料模具钢使用的增加,其弊端也逐渐暴露,主要包括两方面:一方面塑料制品受温度的影响,会分解大量的氟化物和氯化物等气体,对模具钢的型腔表面造成腐蚀;另一方面,塑料会导致模具钢产生氧化磨损和磨粒磨损[4-7],同时伴随粘着磨损,破坏模具钢表面,影响塑料制品的成型质量,并且容易使塑料模失效[8-13],导致其使用寿命缩短,成本提高,效益降低。因此,提高模具钢的表面性能具有重要的现实意义。
在塑料模的应用中,鉴于塑料模的种类众多、形态复杂且精度要求高,传统的热处理方法不能满足这些需求,为了解决上述问题,国内外许多学者[14-17]对激光表面改性技术在材料表面工程领域的应用进行了研究。研究发现,采用激光表面改性技术,不仅可以保持基体的原有优势不变,而且可以显著提高材料表面的硬度、耐蚀性和耐磨性,有效延长材料的使用寿命,提高模具钢的利用价值。因此,激光表面处理技术越来越受到行业内的重视,近几年,塑料模表面强化已逐渐成为模具研究领域的焦点[18]。激光表面改性能显著提高塑料模具钢的综合性能,并使之达到新的性能水平。与微弧氧化[19-20]、气相沉积[21]、热喷涂[22-23]、电镀[24]、化学镀[25]等技术相比,激光表面处理工艺以非接触加工、快速加热和能量密度高等诸多优势而被广泛使用。因此,利用激光表面处理工艺可快速有效地对塑料模进行表面改性处理,延长模具使用寿命。现主要探讨激光表面熔凝[26](LSM)技术、激光表面熔覆[27](LSC)技术、激光表面合金化[28-29](LSA)技术以及激光淬火[30](LH)技术对模具钢改性处理后的表面微观结构和性能特性[31]的变化,总结激光在塑料模具钢表面处理方面的优点和存在的问题,并提出未来研究的方向和思路。
1 激光熔凝技术
1.1 微观组织结构
激光熔凝技术是常见的材料表面强化方式之一,以高功率密度的激光在极短的时间内与金属交互作用,使金属表面局部区域在瞬间被加热到相当高的温度使之熔化,随后借助液态金属基体的吸热和传导作用,使已经熔化的表层金属快速凝固,得到聚集且较为细小的铸态组织。SONG Z 等[32]通过扫描电镜(SEM)和光学显微镜(OM)观察激光熔凝处理后17-4PH 钢的表面显微组织,结果表明:表面显微组织由马氏体基体、铁素体和残余奥氏体组成;与基体相比,激光熔凝处理后的表面组织较为致密均匀。M CABEZA 等[33]通过对熔凝后的表面组织进行研究,结果表明:在试样热影响区的狭窄层中除了发现少数较小的奥氏体池外,还产生了与研究该钢低镍含量相一致的奥氏体逆转现象,由于表面组织比较细小,容易造成颗粒聚集。陈禹希[34]通过对激光熔凝处理后9Cr-ODS钢的表面组织与性能方面的影响进行研究,热处理后熔凝层组织如图1所示[34],晶粒变大且趋于等轴化,熔凝层的纳米弥散相尺寸变小,并且转变为大面积聚集的小颗粒,导致第二相的颗粒较多、界面能较高,为了降低自身界面能,第二相粒子进行扩散,发生聚集。因此,使用激光熔凝技术可使表面的组织变得致密细小,使基体表面性能得到强化。

图1 热处理后熔凝层组织
1.2 性能特点
激光熔凝后细小的铸态组织使表面耐磨性和腐蚀性得到了提升,同时激光表面熔凝可与其他强化方式配合,提高模具钢的表面性能。张春华等[35]研究H13 模具钢激光熔凝层的性能,研究表明:H13钢经激光熔凝处理后自腐蚀电位正移,维钝电流明显减小,耐腐蚀性能得到改善,且激光处理后提高了材料的抗磨损性能,延长了模具的潜在使用寿命。Š ROMAN 等[36]研究预热后激光表面熔凝技术对富钒冷作工具钢的性能影响,结果表明:使用350 ℃的预热温度,在激光熔化过程中形成的微观结构变得略粗,残余奥氏体的体积分数降低,在激光熔化层实现了最高的显微硬度值,耐磨性也明显提升。YAN G H 等[37]通过研究气体渗氮和激光表面工程复合处理对P20塑料模具钢表面耐磨性和耐蚀性的影响,结果表明:在550 ℃、氮势为0.18 的条件下进行20 h 气体渗氮,生成了无氮化物的渗氮层,提高了模具钢的耐磨性,同时对模具钢的耐蚀性也有一定的改善,之后对模具钢进行激光表面熔凝,其表面硬度和耐磨性得到了二次提高。
表1 所示为激光表面熔凝改性的6 种模具钢的组织性能[32-37],熔凝后的模具钢组织大部分为马氏体,晶粒变小、晶界变多。因此,硬度、耐磨、耐蚀性能明显提升,硬度提高195 HV,耐磨性为基体的1.8倍。部分模具钢由于温度问题存在奥氏体,对性能有影响,但整体性能仍可达到预期使用要求。由于熔凝过程中可能改变基体表面平整度,后期需要对表面进行二次处理。

表1 激光表面熔凝改性的模具钢组织性能
2 激光表面熔覆技术
2.1 微观组织结构
激光熔覆技术是一种实用性强、应用灵活的材料表面改性方法,可在模具钢表面形成与基体材料冶金结合、组织致密的表面涂层。黄尚猛[38]研究了激光熔覆技术对Cr12 模具钢的影响,结果表明:在适当的激光工艺条件下,激光熔覆技术下的Ni基合金和Co基合金都可以与界面形成冶金结合,形成组织致密的表面层。赵栋等[39]研究了12CrNi3A 钢激光熔覆后的组织,如图2所示,激光熔覆区主要由枝状晶组织和弥散分布的WC 硬质颗粒构成,使试样熔覆层形成较为致密细小的表面组织。除此之外,激光熔覆技术还可以通过改变元素成分和激光参数改变涂层中的相组织。LIU R 等[40]采用激光表面熔覆技术在低碳钢表面制备了CoCrNiMox 合金涂层,结果表明:所有涂层中CoCrNi 三元化合物生成单相面心立方(FCC)结构,σ相和μ相富集Cr和Mo,并以Mo 为起源呈现片层结构,涂层中FCC 单相结构的含量随着Mo 含量的增加而逐渐减少,这是因为Mo 的加入可以促进σ相和μ相的析出。A HUS⁃SEIN 等[41]采用机械合金化和激光熔覆工艺在H13热作模具钢基体上制备了组织致密的AlCoCrFeNiTi高熵合金涂层,并研究了合金粉末和HEACs 的显微组织和相的演变过程[41-42],结果表明:最终球磨的Al⁃CoCrFeNiTi 涂层粉末为简单的体心立方(BCC)相,平均颗粒尺寸小于4 μm,随着激光热输入的增加,熔覆过程中部分BCC相转变为少量面心立方(FCC)相。由上述可知,激光熔覆技术可通过改变涂层中的相结构,使基体得到致密细小的表面组织。

图2 激光熔覆层组织
2.2 性能特点
激光表面熔覆技术在基体表面形成稀释度极低并与基体材料呈冶金结合的表面涂层,激光表面熔覆输入热量少,工件变形小,而且整体铸件粗糙度有较大的改善,组织更致密和极少偏析,表面平整光滑,提高了基体材料表面的耐磨性、耐蚀性及韧性。M K NAYAK 等[43]研究了低碳钢表面粗糙度对激光熔覆层力学性能的影响,结果表明:在碳钢上沉积的熔覆层经过砂带磨削后硬度提高了约40%,磨损率降低了67%;此外,砂带打磨后熔覆层的耐蚀性也略有提高。HUANG C C 等[44]采用激光表面熔覆工艺在碳钢表面引入高铬氮合金以提高其耐蚀性,结果表明:随着熔覆层中铬氮含量的增加,钝化膜电阻增大,钝化电流密度减小,通过电化学阻抗谱(EIS)测量电解质,发现样品表面由氮、氧化铬、氮化铬组成,同时还发现了氨和氧化硅,因此LSC合金的钝化膜电阻可能部分归因于氨在表面的形成和吸附;此外,与氧化铬混合的氮化铬、氧化硅也可能会改变钝化膜,提高耐蚀性。CUI W H 等[45]研究了激光参数对45 钢熔覆层的影响,结果表明:激光熔覆技术处理45钢基体后,基体与熔覆层的结合较好,结合层[46]和熔覆层的抗拉强度均大于基体的抗拉强度,耐磨性也得到改善。杜佳俊等[47]采用同轴送粉激光熔覆技术以不同比例的ZrO2、MoS2和Ni基粉末为熔覆材料在18CrNiMo7-6齿轮材料表面制备2种激光熔覆层,结果表明:利用激光熔覆技术可以提高18CrNiMo7-6钢的胶合承载性能,2种熔覆试样的临界失效载荷较渗碳试样分别提高了8.41%和44.86%,在经过激光表面熔覆处理后,熔覆层的各项性能得到了提高,延长了模具钢的使用寿命。
表2所示为激光表面熔覆改性的各种模具钢的组织性能[38-47],通过加入涂层成分,改变了基体材料的微观组织和整体的性能,组织大部分为树枝状基体,晶粒细化,组织致密,位错密度增加,各项性能优异。硬度得到大幅度提高,对于部分基体,硬度可提高3 倍,磨损率降低67%,同时基体材料的耐蚀性和抗拉强度也得到强化。对比熔凝技术,由于加入性能较好的涂层,对材料基体改善的性能更加全面,改善的参数也更多,但是其准备工作和成本也在增加,需要投入更多的精力去探索合适的参数选择。

表2 激光表面熔覆改性的模具钢组织性能
3 激光表面合金化技术
3.1 微观组织结构
激光表面合金化是用激光将合金化粉末和基材一起熔化后迅速凝固,在表面获得合金层的方法。这种方法既改变了材料表面的化学成分,又改变了表面的结构物理状态,可使廉价基材得到优异的表面性能。激光合金化技术可在材料表面获得组织致密、晶粒细化、深度深且与基体结合牢固的强化层[48]。赵龙志等[49]通过激光合金化技术对20钢W-Cu 材料表面进行研究,结果表明:在光斑直径为φ2 mm 条件下,当激光功率为700 W、扫描速度为10 mm/s 时,合金化层的组织最为均匀致密。佟鑫等[50]通过对激光表面合金化后的中碳钢进行研究,由图3可知,不同预制层的厚度下,激光表面合金化层形成了一种精细、典型的快速凝固的显微组织,以树枝状主相和在晶界处的莱氏体组织为其主要特征。S A CHAUS 等[51]描述了激光表面合金化时硼和氮对17-4PH 钢最终组织演变的影响,结果表明:在激光表面合金化过程中,表面形貌特征对微观组织的发展起主要作用,在光滑样品的激光熔化区中观察到枝晶间有少量共晶的固溶体枝晶组织,在粗糙样品中发现了完全共晶组织。相较于其他合金化技术,激光表面合金化组织更加致密均匀,具有较低的气孔率,工件变形和热影响范围小,对基体影响也相对较小。

图3 激光表面合金化层横截面的SEM
3.2 性能特点
激光表面合金化技术是通过合金化改善材料的性能,不同合金成分提升的效果不同,因此对模具钢进行性能强化时需要选择合适的合金。ZHOU R 等[52]使用Mn+Cr3C2 和Mn+NiCr-C 粉末激光表面合金化技术改善1Cr18Ni9Ti 钢的耐磨损和耐腐蚀性能,结果表明:激光表面合金化形成了具有奥氏体枝晶、共晶和松针状团簇的高锰钢基复合材料,2种合金化层基体中的平均显微硬度都得到了提高[53],并且Mn+NiCr-C 合金化层表现出较佳的耐磨耐蚀性能[54]。Z BRYTAN[55]用硬质粉末(SiC、Si3N4)和元素合金化粉末(Cr、FeCr、FeNi)对不同组织的烧结钢(奥氏体、铁素体和双相)进行激光表面合金化处理,结果表明:烧结钢在激光表面合金化处理后,获得的复合钢组织性能提高;激光表面合金化技术使用Si3N4缺少析出物并且形成柔软且韧性的奥氏体组织,在所研究的冲蚀角度下,柔软而韧性的奥氏体钢比硬的铁素体和双相钢材料具有更好的抗冲蚀性能。C AMITESH 等[56]利用WC-Co-NiCr(质量比为20∶40∶40)对AISI304[57]钢进行激光表面合金化研究,结果表明:由于晶粒细化,WC、W2C、CoC 作为析出相以及溶液中存在的Cr、Ni,使钢表面的耐磨性显著提高。
表3 所示为激光表面合金化改性的6 种模具钢的组织性能[49-56],由于所使用的材料不同,强化层的微观结构发生了显著变化,与熔覆技术相似,主要呈现为树枝状的形态。这不仅提高了其硬度,还增强了其耐磨耐蚀性能,对于中碳钢,显微硬度可达到715 HV。激光合金化技术的缺陷与熔覆技术有许多相似之处,如技术成本的上升,在某些应用场景中可能导致成本超过效益,与其他技术相比效益较低。
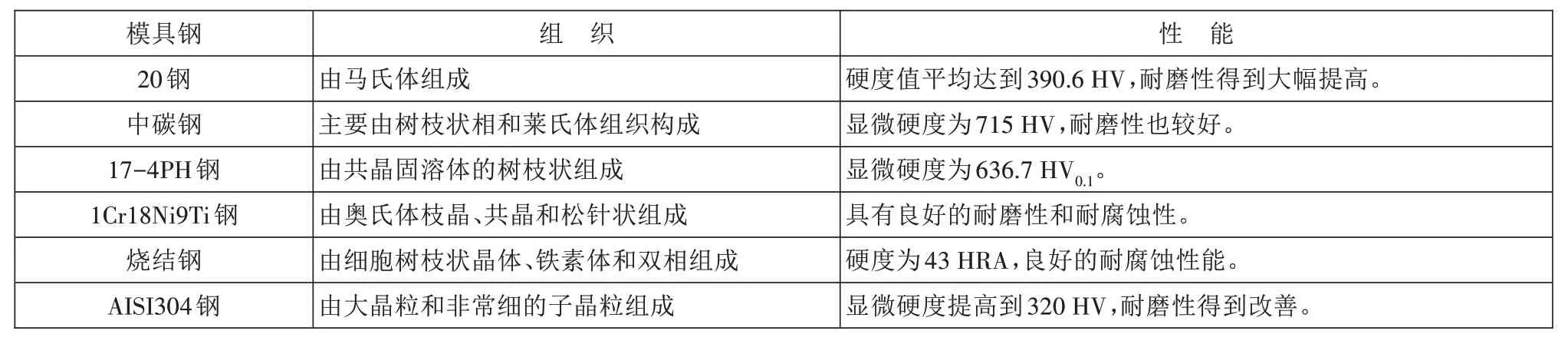
表3 激光表面合金化改性的模具钢组织性能
4 激光淬火技术
4.1 微观组织结构
激光淬火技术是通过激光将金属材料表面加热到相变点以上,通过材料冷却让奥氏体转变成马氏体,使材料表面组织发生硬化的一种方法[58]。王建军等[59]对激光淬火后的不同区域的横截面结构进行研究,P20 模具钢在激光淬火前经过正火处理,过渡区域呈现良好的结合,组织未突变;淬火层细晶区的晶粒尺寸小于基体晶粒尺寸,整个淬火层为马氏体组织,主要是针状马氏体和板条状马氏体。桑震[60]对经过激光表面淬火后的EX1 模具钢进行研究,结果表明:热影响区主要包括细小的板条状马氏体、残留奥氏体和颗粒碳化物;由于激光淬火具有快速冷却的特征,导致奥氏体形核来不及长大,淬火层组织呈现为细小的马氏体,达到细晶强化的效果。
王文昌等[61]研究了激光淬火对Cr12MoV 的影响,由图4 可见,渗硼层表面出现较多细小孔隙,且组织呈片状层堆积。孔隙的产生是由于渗硼时温度升高,一些不溶于硼化物的元素在硼化物晶界聚集成为孔核,同时原子热运动更加频繁导致空位浓度增多,在冷却时聚集的空位坍塌,导致孔隙的形成。经激光淬火处理后试样表面孔隙和片状组织有所减少,这是由于激光淬火后发生了马氏体相变,体积发生膨胀的缘故。

图4 碳化物的显微组织
4.2 性能特点
激光淬火技术常通过改变工艺参数来强化钢的性能[62],得到均匀、变形小的淬硬层。杜大明等[63]通过改变激光热处理工艺提高40Cr钢的硬度,结果表明:当激光功率为1 000 W,扫描速度为6 mm/s,光斑直径为φ4 mm 时硬度最好,表面硬化层的硬度显著提高。为了改善40CrNiMo 钢的性能,李家汉等[64]对40CrNiMo 钢进行激光淬火,在激光额定功率为5 000 W 时,淬硬层硬度[65]最高达950 HV,平均为600 HV 以上,耐磨能力提升为常规淬火的5 倍。LIU Y 等[66]采用CO2激光器对45 钢表面进行淬火处理,扫描速度为1 000 mm/min,激光功率分别取1 000、1 200、1 400、1 600、1 800 W,结果表明:随着激光功率的提升,淬火层硬度的最大值先升后降,当功率为1 600 W时,硬度值最大为883 HV,磨损量最小(0.08 mm3),是未激光淬火45 钢基体磨损量的6.4%。除此之外,还可在其他表面强化之后,进行激光淬火强化。E COLOMBINI 等[67]在离子渗氮热化学处理后,采用激光淬火的方法提高了40CrMn⁃Mo7钢的表面性能,结果表明:渗氮处理增加了钢表面的耐磨性,同时降低了钢表面的磨损系数。YAN M F 等[68]研究采用激光淬火技术(LQ)作为典型的离子渗氮处理工艺(PN)的后续工序来改善30CrMn⁃SiA 钢的表面性能,结果表明:由于氮的引入降低了共析点,与PN和LQ处理相比,改性层的厚度和硬度得到了显著提高。此外,经PN、LQ 工艺处理的渗层表现出比PN 处理试样更好的耐磨性。根据X 射线衍射(XRD)分析,这主要归因于残余奥氏体和Fe3O4,残余奥氏体和Fe3O4的形成,有利于提高冲击的韧性,并在滑动过程中起到润滑作用。激光淬火使材料发生了马氏体相变,表面组织得到细化,达到硬化的效果,显著提升硬度和摩擦性能。
表4 所示为激光淬火改性的8 种模具钢的组织性能[59-68],与其他技术不同,激光淬火的本质就是将微观组织转变为细小的马氏体组织,这是因为马氏体组织变密、位错变大,因此硬度和耐磨性强化明显,45钢的硬度可达到883 HV。同时淬火技术不依赖其他涂层,通过基体材料进行强化,表面平整,不需要再多次加工处理,深度和面积可控。但是通过淬火进行强化有上限,如果需要的性能超过淬火强化的极限,只能改用其他技术或材料。
5 结束语
随着国内外学者不断深入研究激光对塑料模具钢的表面处理,激光表面处理技术得到了发展,激光表面处理后,模具钢表面的晶粒得以细化,同时提升了模具钢的耐磨耐蚀性能。通过试验研究不同工艺参数下激光表面处理对模具钢耐磨性能的影响,并与传统热处理方法进行比较,激光表面处理技术存在以下优势。
(1)通过运用激光表面熔凝技术,制备微晶改性层,可提升材料表面的耐磨性和疲劳抗性,对于一些共晶合金,其表面呈现非晶态,展现出卓越的抗腐蚀特性。
(2)由于其涂层少被基体材料稀释,激光熔覆技术和激光合金化技术在保持原有成分完整性方面表现出色。相对于激光合金化技术,激光熔覆技术能够更加精准地控制表面的成分和厚度,获得与基体完全不同的表面涂层,以实现耐磨耐腐蚀的效果。
(3)利用激光进行表面合金化处理,可有效细化基体组织结构,优化显微硬度分布,降低残余应力。
(4)激光淬火技术以其低成本、高效率、无污染等优点脱颖而出。激光淬火是一种高精度的工件表面处理方法,其淬硬层均匀、硬度高、变形微小,加热层深度和加热轨迹易于控制和自动化,同时工件变形可忽略不计。
随着研究的深入,发现激光表面处理目前存在以下问题。
(1)在熔凝过程中,基体表面的平面度可能会发生变化,因此在后续阶段需要对其进行二次加工处理。
(2)在激光表面熔凝技术和激光表面合金化技术的加工过程中,由于添加了具有卓越性能的涂层,这种材料的价格昂贵,增加了强化成本;另一方面,激光表面合金化过程是复杂的物理化学综合作用的过程,随着时间的推移,该参数的选择变得越来越复杂,需要投入更多的精力探索适合的参数,这也导致准备工作和成本的不断增加。
(3)在高性能要求的环境下,激光淬火技术需要选用更为优质的材料,因为其依赖于基体材料,强化也存在一定的上限。通常情况下,对零件表面进行激光淬火处理后再进行淬火处理不可能达到提高耐磨性的目的,这样会导致组织恶化而使硬度下降。如果要超越淬火强化的极限,只能通过采用其他技术或材料实现。
为了满足塑料模具钢在恶劣环境下表面改性的需求,激光表面强化技术得到了进一步的推广和发展,为该技术的广泛应用和未来发展奠定了基础。在未来的研究领域中,可以从多个角度对激光表面强化技术进行探究,以期获得更为全面和深刻的认识。
(1)寻求更为卓越的材料,以达到更高的品质。无论是针对基体材质还是其他添加材料都可以进行研究,利用激光表面强化技术对表面改性材料进行优化,提升强化性能。
(2)探究不同的强化技术组合,以期达到更高效的效果。针对特定的钢材,激光表面技术的使用可能会带来负面影响,但采用其他强化技术则能有效降低或消除这种影响,因此需要将不同的强化技术进行兼容,并在更高的水平上持续强化,以达到更好的效果。
(3)为了应对工件处理面积更大、形状更复杂的需求,应致力于研发新型激光器,同时开发相关辅助设备。在未来的研究中,必须重视能源的节约和环境的保护。
(4)研究激光表面改性的机理,并对工艺参数进行研究,以进一步提升其性能。当前的工艺参数种类有限,然而对于强化效果,其他参数的影响也不可忽视,因此,有必要在现有基础上,研究其他参数组合对强化效果的影响。