全加压“三合一”机组空压机联轴器及轴承改造
2024-01-29席洪峰
席洪峰
(云南解化清洁能源开发有限公司解化化工分公司,云南 开远 661600)
全加压硝酸机组是从美国引进的二手设备,属于美国20世纪90年代产品,在当时是较先进的加压硝酸生产装置。原流程中空气压缩机由电机及尾气膨胀透平驱动,副产蒸汽外送。根据我厂实际情况,取消电机改蒸汽透平,所产蒸汽并入厂内蒸汽管网;取消原尾气废锅,提高了进入尾气透平的尾气温度,增大尾气膨胀机的动力以满足空气压缩机的需要。其中,汽轮机由杭氧重新进行配套设计。机组安装后运行情况一直不理想,空压机西轴瓦(与尾气透平连接端)振动值较高(203 μm 以上,最高超过仪表监测上限 400 μm),成为机组稳定运行的安全隐患。
1 原因分析
改造前机组工艺运行数据统计见表1。
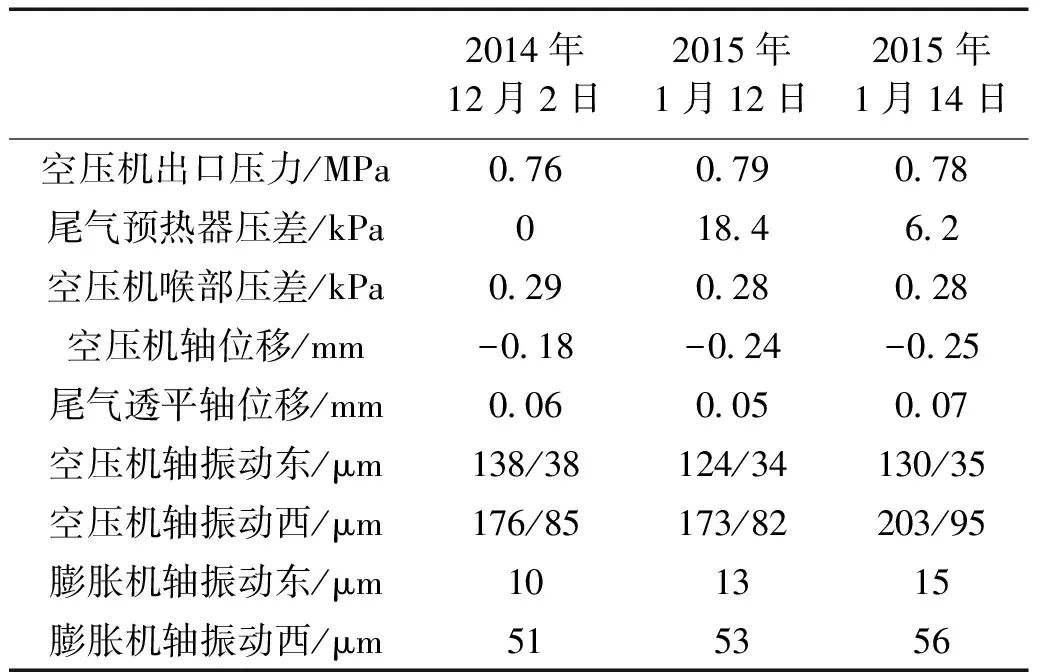
表1 改造前机组工艺运行数据统计表
1.1 联轴器找正数据分析
从表1看出,空压机东瓦、西瓦轴振动值均较高,特别是西瓦轴振动值(高达 203 μm),这对机组稳定运行影响较大,容易造成轴瓦损坏,进而引发重大事故。由于该空压机转子结构特殊,采用的是三支撑结构,转子进行整体动平衡不具备条件。原机组采用单个零部件进行动平衡的方式进行组装,确保装配后转子整体的动平衡符合条件。且机组在2014年前运行情况较好,空压机西瓦振动值在 125 μm 以下,所以可以排除是转子不平衡引发的振动。排除转子本身的问题后,引发转子振动高的关键因素便是找正对中性不能满足机组在热态(工况下)下运行要求,所以必须重新对找正数据进行分析,确定找正要求。同时,因原膨胀机三个定位销为圆柱销,后因装配困难被改为圆锥销。在机组热态运行情况下,锥销极有可能发生变动,导致找正数据遭到破坏,所以在找正数据确定后,必须对膨胀机三个定位孔进行铰孔,增配圆柱销定位。
1.2 联轴节存在的问题分析
空压机与膨胀机原联轴器为齿套式联轴器[1]。该系列联轴器对中要求较高、本身质量较大、拆装较为不便,且运行中齿面磨损较快,容易产生间隙,对机组稳定运行影响较大。在检修中,对齿轮侧间隙进行了测量,达到 2.0 mm(超过规定值)[1],且齿套有断齿。这样,在高速状态下,将影响传动平稳性,造成空压机西面轴承振动值增高。为此必须对联轴器进行改造。
1.3 空压机西面轴承存在问题分析
空压机西瓦轴承处轴径为 85 mm,轴瓦宽度为 73.3 mm,宽径比为0.86。按照机械设计手册[2]推荐标准,高速旋转设备滑动轴承宽径比推荐在0.6~1.5之间选取。宽径比小,有利于提高运转稳定性,增大端泄量以降低轴瓦温升。但轴承宽度减小,轴承承载能力也随之降低。结合实际运行中西瓦回油温度最高不超过 65 ℃,这与回油温度不超过 70 ℃ 有一定距离。而且空压机东瓦轴径为 95 mm,宽度为 110 mm,宽径比为1.16,在实际运行中状况较好。根据上述情况分析,空压机西瓦宽径比偏小,导致承载力不够,进而引发轴承振动是极有可能的。为此,需对轴瓦进行改造。
2 解决方案
2.1 对中找正的数据调整
为保证对中找正能够满足热态对中,在机组运行时进行了一些现场试验及数据收集。为搞清楚机组在运行中空压机和膨胀机的膨胀情况,在膨胀机、空压机头部和尾部制作了检测装置,测量出在工况下膨胀的数值。待机组停车时,再次在同部位测量数据。最终发现,工况下膨胀机垂直方向膨胀量明显大于空压机膨胀量,而且尾部膨胀量大于头部。在停机检查空压机西瓦时发现,上轴承有磨损,而下轴承完好,这也和膨胀机工况下上浮较大的分析是吻合的。为此可以确定找正的要求。通过收集的数据及整理,最终确定空压机与膨胀机找正要求为轴向上张口 0.02 mm~0.03 mm(数差),径向空压机偏低 0.20 mm(数差)。
2.2 联轴器的改造
通过对联轴器的综合分析及比对,决定选用膜片式联轴器[1]。这是因为:第一,膜片式联轴器质量较轻,可以减少对转子影响;第二,膜片式联轴器克服对中找正的补偿能力更强;第三,现大多数高速离心机使用的联轴器都为膜片式联轴器,有较高的参考价值。而且,在“三合一”机组上汽轮机与空压机就是采用膜片式联轴器,而东瓦振动情况一直较好。为此,选定无锡创明工程有限公司的DJ型膜片联轴器进行改进。双方通过多次沟通及确认,最终设计出针对三合一机组的膜片式联轴器。
改造后的联轴器见图1。
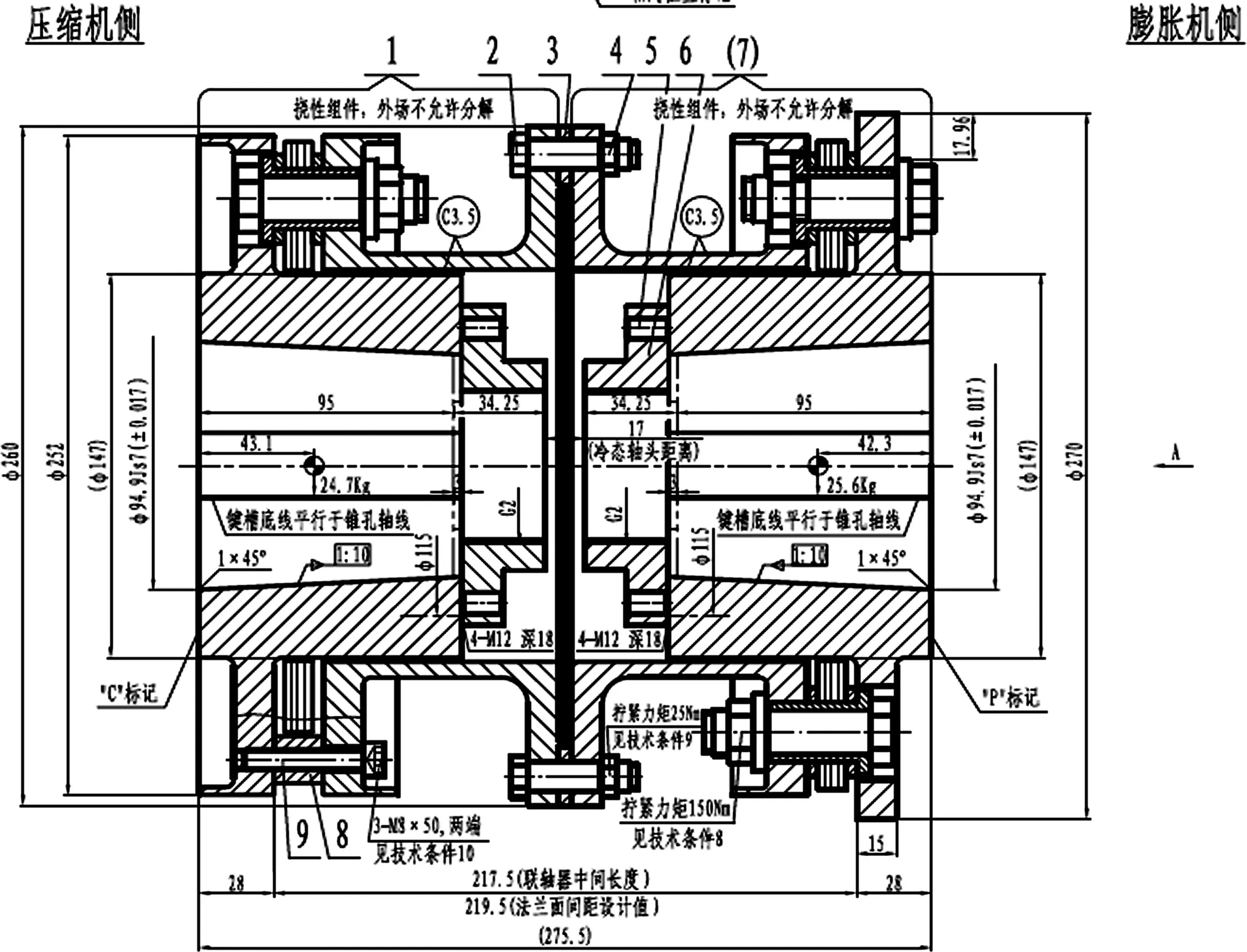
图1 改造后联轴器结构图
2.3 西轴瓦改造
根据1.3,西瓦宽径比较小,应当增大轴瓦有效宽度,初步确定轴承宽径比为1.2。根据轴瓦直径85 mm,计算出轴瓦宽度应为102 mm。确定轴瓦宽度后,对轴承位置进行现场实测,该位置完全能够满足改造要求。因为之前运行过程中小宽径比机组轴承没有发生严重损坏,只是振动值较高。而增大宽径比后承载能力是增强的,故而无需进行承载力校核。故此,只需对润滑油温升进行校核,验证是否能够满足工艺回油温度小于70 ℃的要求。
2.3.1 计算润滑油温升[2]
已知空压机满负荷功率出口压力P=0.74 MPa,出口管内径d=0.30 m,转速n=5620 r/min,轴径d=85 mm。
计算轴径圆周速度v,根据公式:
计算工作载荷F,根据公式:
F=P·S=0.74×106×3.14×0.15×0.15 =52281(N)
计算轴承工作压力P,根据公式:
根据改造前的润滑油温度入口温度在 40 ℃,出口温度 65 ℃,平均温度在 52.5 ℃。考虑到增大宽径比有可能带来润滑油温度升高,择选定平均油温tm=60 ℃[3]。
根据现使用润滑油牌号为L-AN46汽轮机油。
按tm=50 ℃,查出L-AN46的运动黏度为γ60=20 cSt
取润滑油密度ρ=900 kg/m3,则可根据公式换算出L-AN46润滑油 60 ℃ 的动力黏度
η60=ργ60×10-6=900×20×10-6=0.018(Pa·m)
根据经验值,取ψ=0.0028。
计算轴承与轴颈的摩擦系数,因轴承的宽径比B/d=1.2≥1,取随宽径比变化的系数ξ=1,由摩擦系数计算公式:
+0.55×0.0028×1=0.00352
计算承载量系数Cp,根据公式
计算轴承偏心率χ,根据Cp及B/d的值可查出偏心率χ=0.822
查润滑油流量系数,根据宽径比B/d=1.2及偏心率χ=0.822,可查得润滑油流量系数q/ψvBd=0.135。
计算润滑油温升Δt,按润滑油密度ρ=900 kg/m3,取比热容c=1800 J/(kg·℃),表面传热系数as=80 W/(m2·℃)。根据公式
计算润滑油入口温度,根据公式
当ti>35 ℃,则表示轴承热平衡易建立,故一般取ti=35~40 ℃,故上述入口温度合适。根据气候条件及实际情况,选择入口油温ti=35 ℃
校核出口温度,根据公式t0=ti+Δt=35+34=69(℃)<70℃。
通过温升校核,增大宽径比后能够满足工艺条件,而一般平均温度不超过 75 ℃ 都能保证轴承的承载能力[4],故而更加证明其改造的可靠性[5]。
3 改造效果
1)改造后经过试车正常运行后,满负荷条件下西瓦振动值下降至 125 μm 以下,效果显著。
2)改造后西瓦回油温度在 65 ℃ 以下,未发现明显温升变化,完全能够确保轴瓦正常运行。